


Bitao
-
Posts
407 -
Joined
Recent Profile Visitors





-
 Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Mike Y reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Bitao reacted to a post in a topic:
La Palme by Tobias - 1:36 - POF
-
Bitao reacted to a post in a topic:
La Palme by Tobias - 1:36 - POF
-
Bitao reacted to a post in a topic:
La Palme by Tobias - 1:36 - POF
-
Bitao reacted to a post in a topic:
HMS PEGASUS by giampieroricci - Scale 1:36 - Swan-Class Sloop from plans by David Antscherl & Greg Herbert
-
Bitao reacted to a post in a topic:
Le Gros Ventre by marsalv - FINISHED - 1:48 - POF
-
Bitao reacted to a post in a topic:
MONTAÑES by Amalio
-
Bitao reacted to a post in a topic:
French 64 Gun Ship 1729 by Jeronimo
-

NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Thank you for your constant attention. The next target has not been set. As a hobby, my models are not limited to building sailboats. Take the time to make another model my like.- 371 replies
-
- 12
-
-
 Bitao reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
Bitao reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
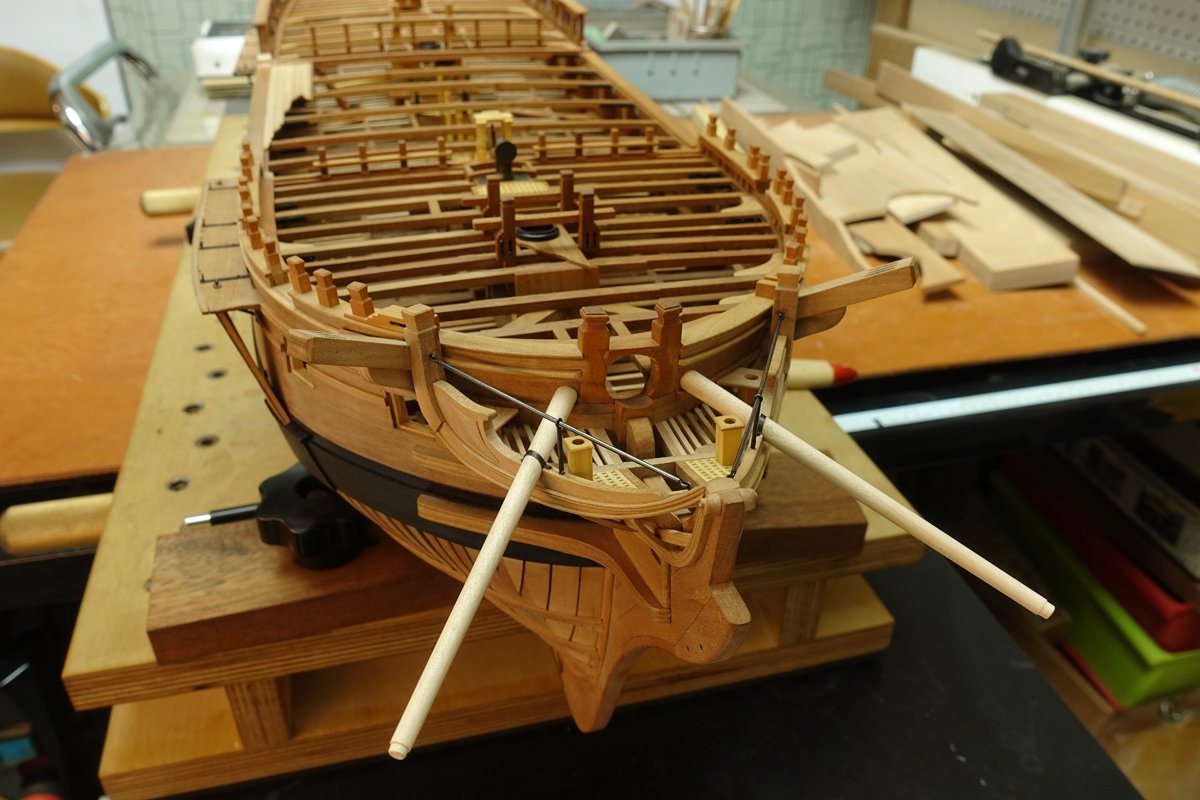
Thirty-three pulleys were built and installed, and the ship is almost finished. The hull was protected by the first coat of wood wax oil. Take a few days off to prepare the final hand-carved section.

- 371 replies
-
- 28
-
-

-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
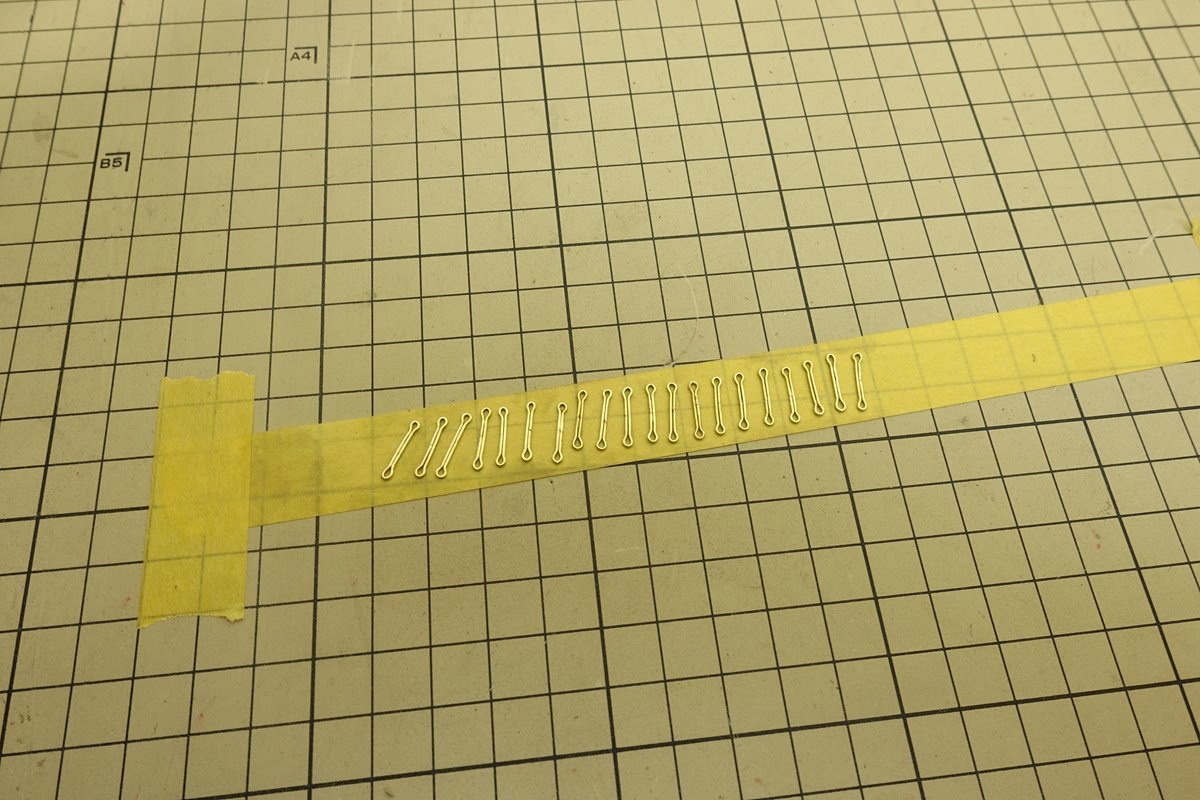
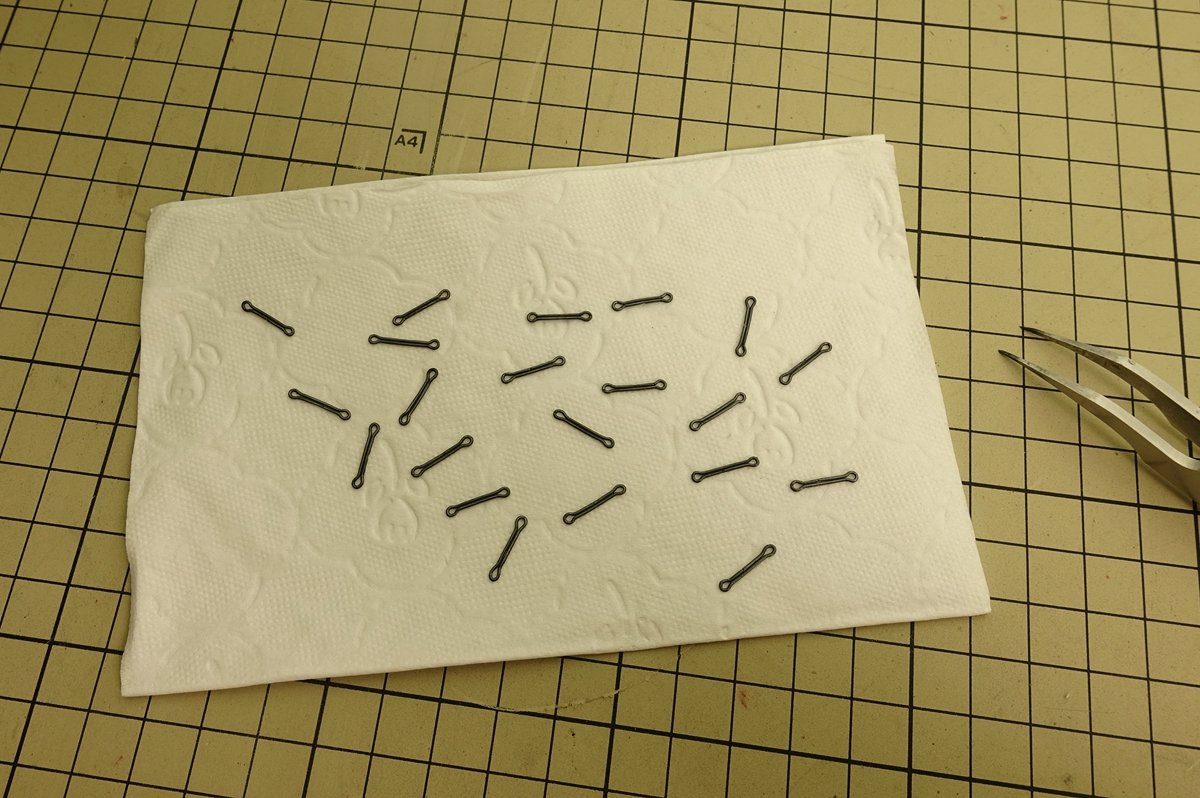
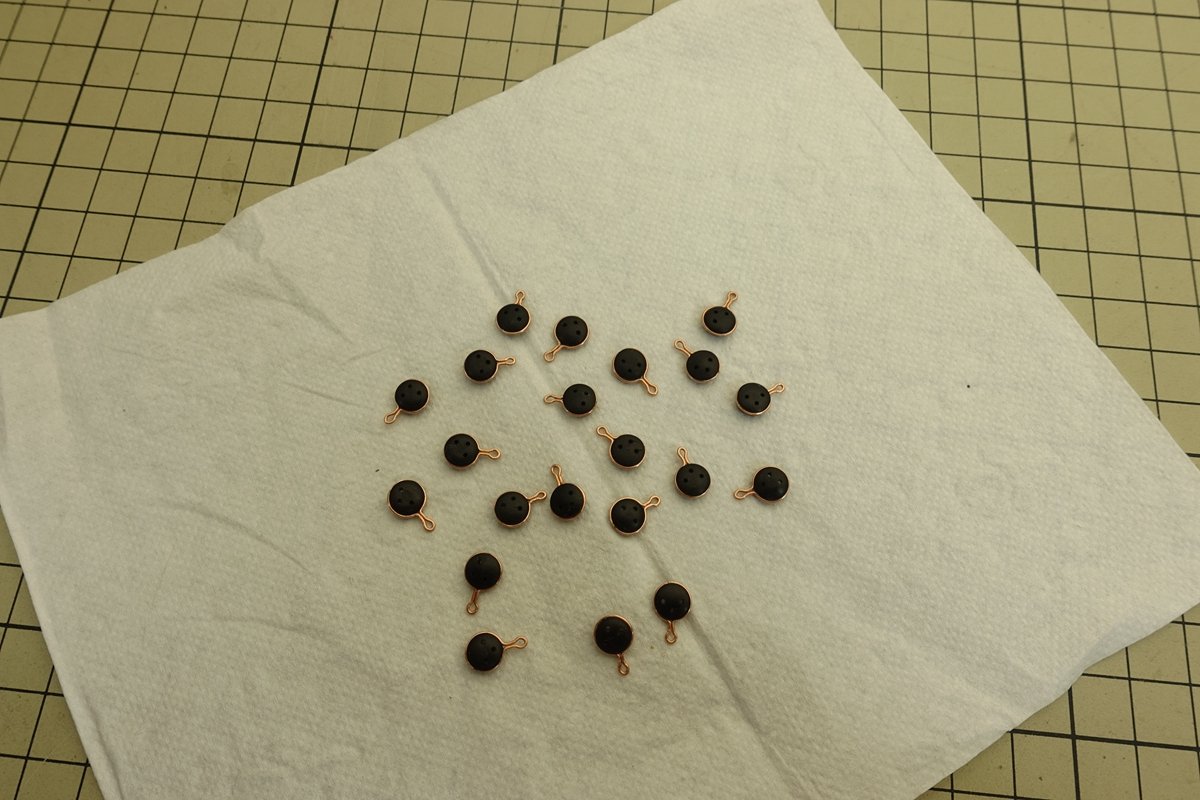
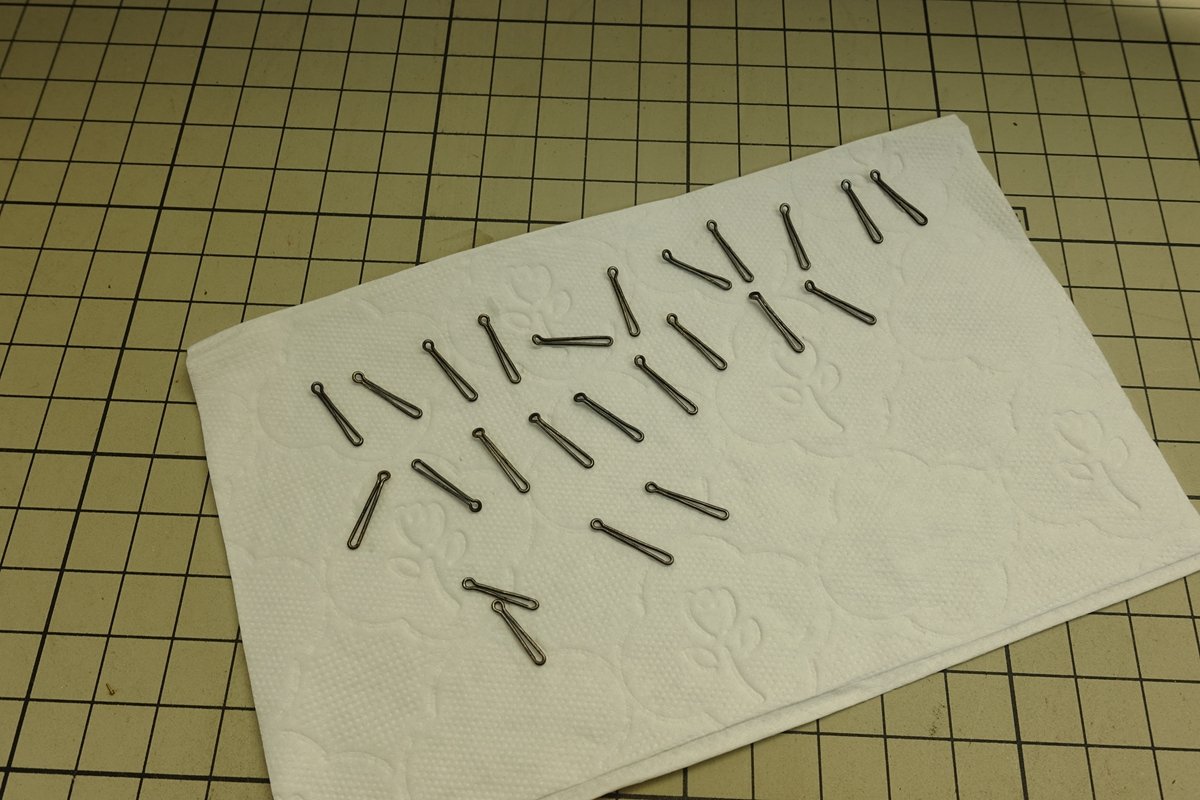
These buttons actually do more to look as pretty as possible and have enough tensile strength; I tried four different types and amounts of copper wire (each 0.6 mm in diameter) , made by hand bending and arc welding (not tin welding) . After selection, the actual qualified only about half. Although it's hard to tell the difference when you finally install it.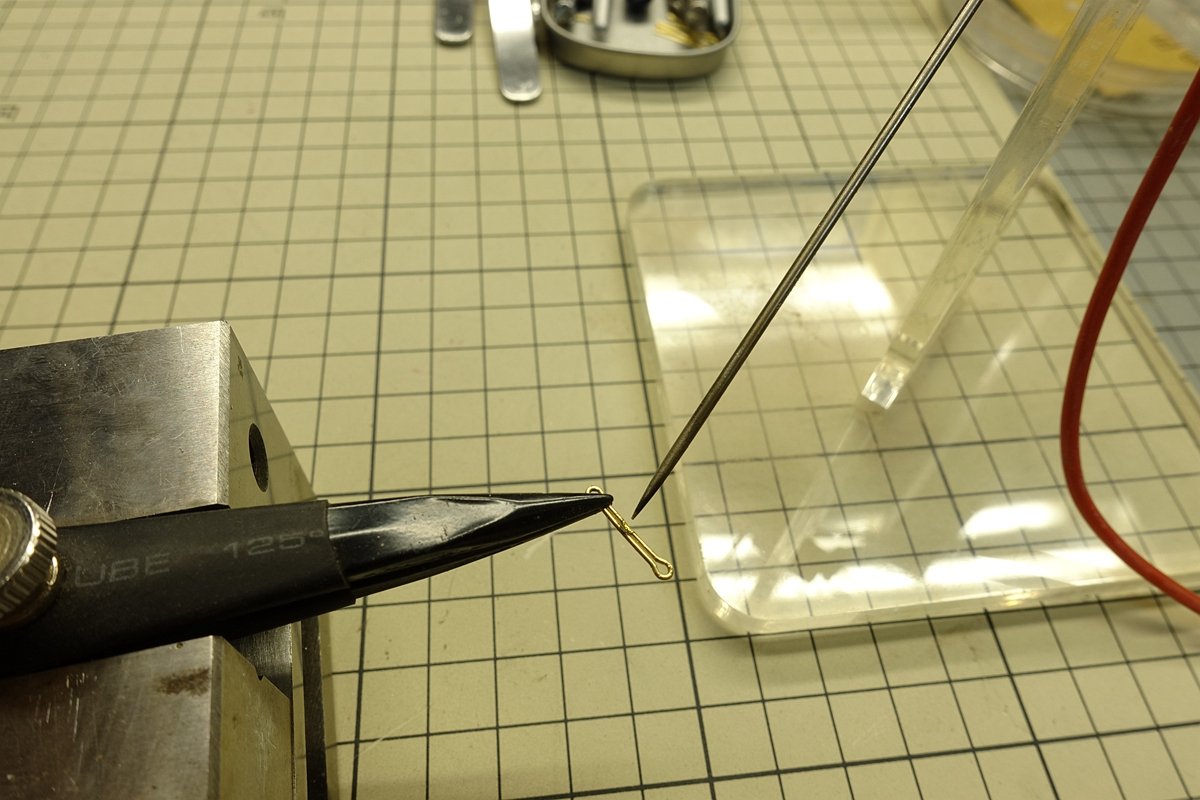
- 371 replies
-
- 24
-
-
-
Bitao reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
Bitao reacted to a post in a topic:
NAIAD 1797 by Bitao - 1:60
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Thank you for your kind words. We all try to do the same thing with different personal understandings in order to do it better. Greg's rich knowledge and experience is no doubt an example for us to follow. -
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Yes, Allan. The brass jig is the key to the whole pulley production, and three ejectors must be accurately positioned. If the deviation is too large (I usually do not exceed 0.03 mm) , it will affect later turning, especially after turning, you will find that the next operation can not be performed due to the difference between the centers. This is difficult for the average player. When I make it, I clamp the copper rod (pre-lathe outer circle) directly into the milling machine bench clamp, first make sure it is vertical. I didn't use the dial. These three holes are not evenly distributed, but within the same radius, you just need to precisely position the center of the circle, and then you can open the pre-determined radius data, because I use the edge finder and the raster ruler to pre-position, so, the precision after processing can meet the requirements. In addition, the precision deviation of the inserted thimble can not exceed 0.05 mm, and the protruding part can not exceed two-thirds of the thickness of the pulley, otherwise it will be difficult to clamp the block in the future or to remove it after forced installation. -
With enough patience, courage and care, the rest is a matter of time。
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Thank you, Greg, for your very professional analysis and comments. I did spend some time looking for ways to make it more accurate. As you said, there are some problems with using a special jig to drill through the naked eye before steering. I think it is more suitable for low precision. I first use the milling machine raster ruler in any slightly larger size, pre-cut into the square of the wood, accurate completion of the three positioning holes, and then insert the copper rod positioning pin, and then the outer ring turning, rope groove, curved surface operation. Although the middle needs to change the pulley processing surface a little trouble, but the copper rod pin after precision processing and positioning, no matter how the conversion, the pulley center point is basically unchanged, it can ensure that all pulleys after processing are almost the same.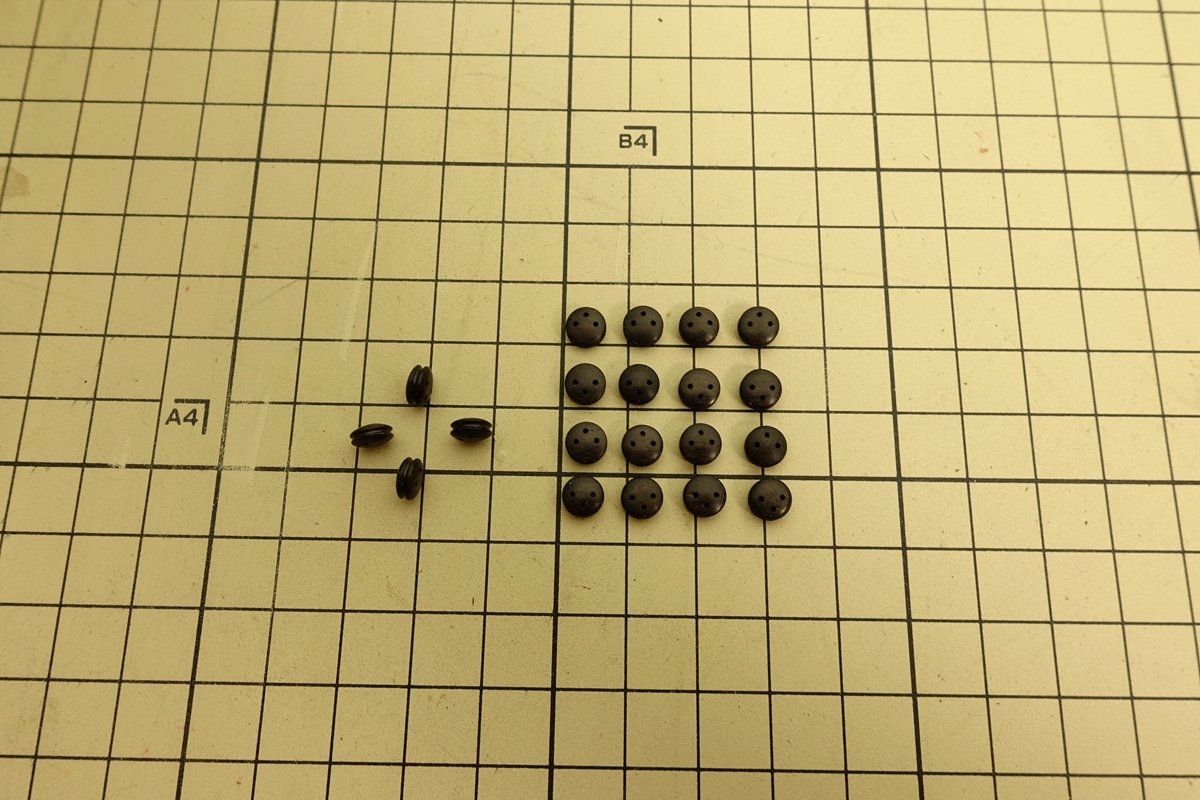
- 371 replies
-
- 13
-
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
This is the third full-structure sailing work I have done in more than four years since I came to this forum. Two of them used EDT drawings, and I admit I really liked his design and the wonderful production process. Unfortunately, so far, the work is almost complete and Mr EDT offers no guidance or expression. For some questions I can only rely on their own understanding and guess. Work is not necessarily perfect but certainly not the last, I think this is also a learning process to improve, for the next work to do more perfect preparation. Thank you for your support. -
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Sure enough, your question gave me the wrong answer. I got it from your screenshot, but honestly, I couldn't get the right answer, the only thing I could do was follow the drawings and the author's basic steps. In my opinion, any drawings and designs will have inaccuracies or unclear; but for me, it is my fault that I can not produce the drawings properly, and I can not tolerate myself making such mistakes.

-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
First of all, I would like to thank you for always coming to my post with great attention and enthusiasm. I'm sorry to have caused you so much trouble and uneasiness. I like every serious and friendly person here, regardless of nationality and gender. But My English level is very limited, with the help of the Internet translation, sometimes some of the vocabulary and sentence understanding is wrong. It may have something to do with the language habits and understanding of different countries. I hope I didn't offend you. The problem you have just mentioned may not be what we understand. Really embarrassed me. I don't know what to say... It would be better if the questions below were accompanied by screenshots so that I could understand them better.😅 -
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Thank you for your attention and praise. In the past 20 years, I not only like to make a variety of models, but also the use of their own limited processing conditions keen on a variety of tools and development, especially the professional model-making tools. After all, this hobby circle is too small, there are very few things to buy on the market, many of them are not applicable or have some defects. To develop a good tool, you must have enough experience to know what you need most. But some of the tools on display in China a few years ago were used and commercialized by some people, especially unethical companies, and it hit me so hard that I had to keep them and cancel important shows. I respect the work of every creator and producer, but I will not tolerate unauthorized theft for personal gain. -
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Three-eye pulleys are made of ebony. The diameter is 6mm, the thickness is 3mm, the aperture is 0.85 mm. This is the maximum diameter of the slip rope pulley specification.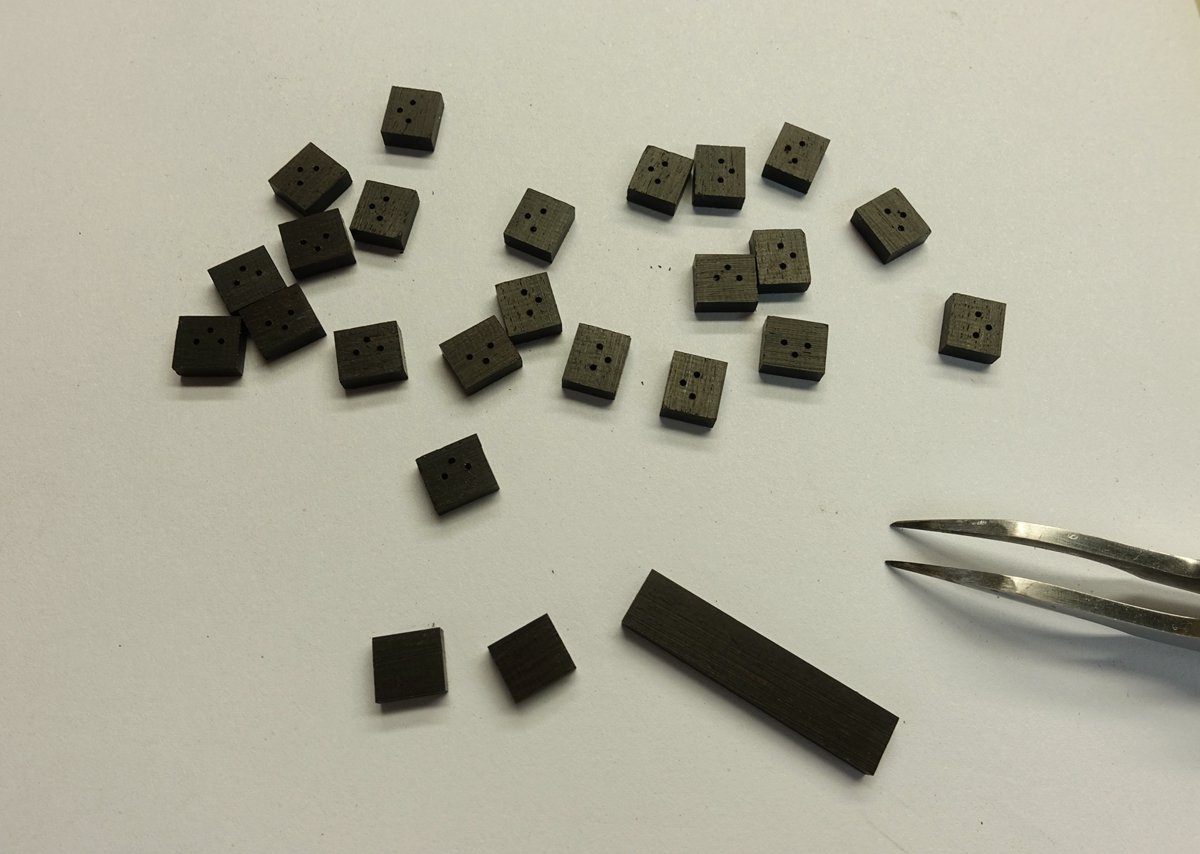



- 371 replies
-
- 17
-
-
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
Incomplete will give people the space to imagine and question. Otherwise, you should be speechless is not it. . -
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
One step closer to success. All the hard work is worth it!



- 371 replies
-
- 21
-
-
-
NAIAD 1797 by Bitao - 1:60
Bitao replied to Bitao's topic in - Build logs for subjects built 1751 - 1800
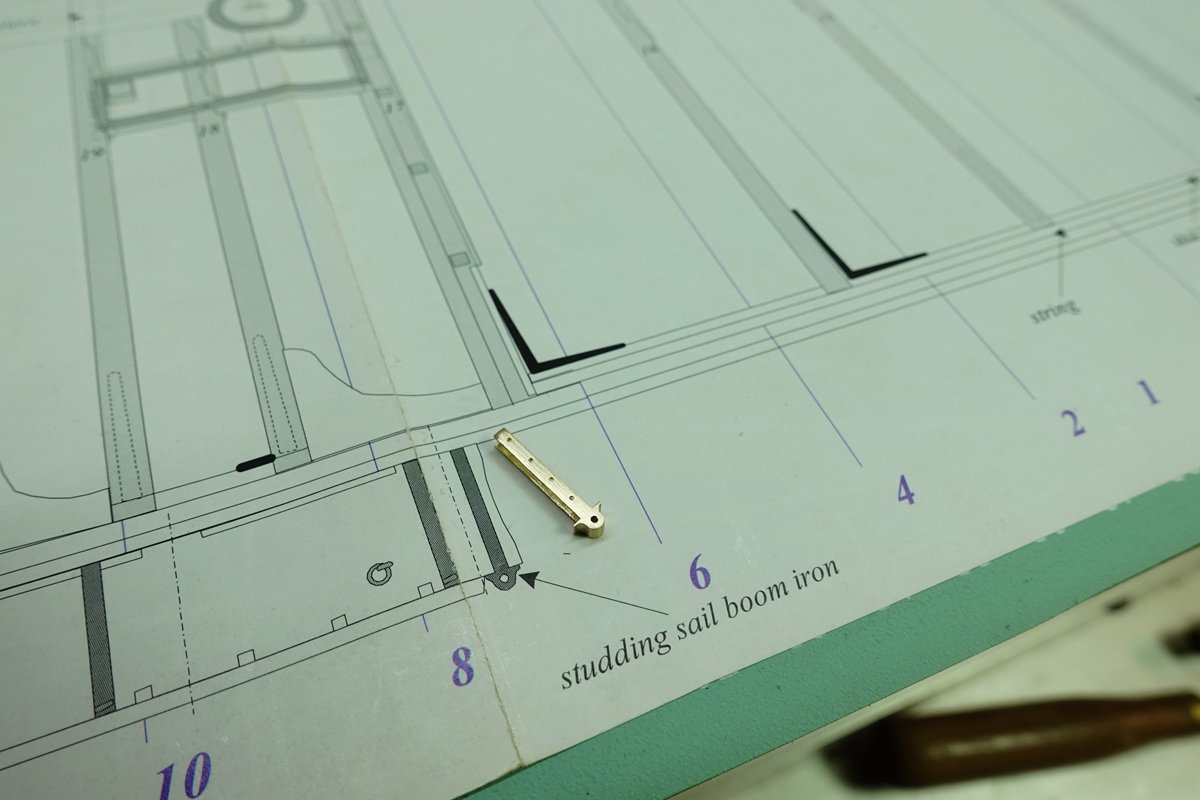
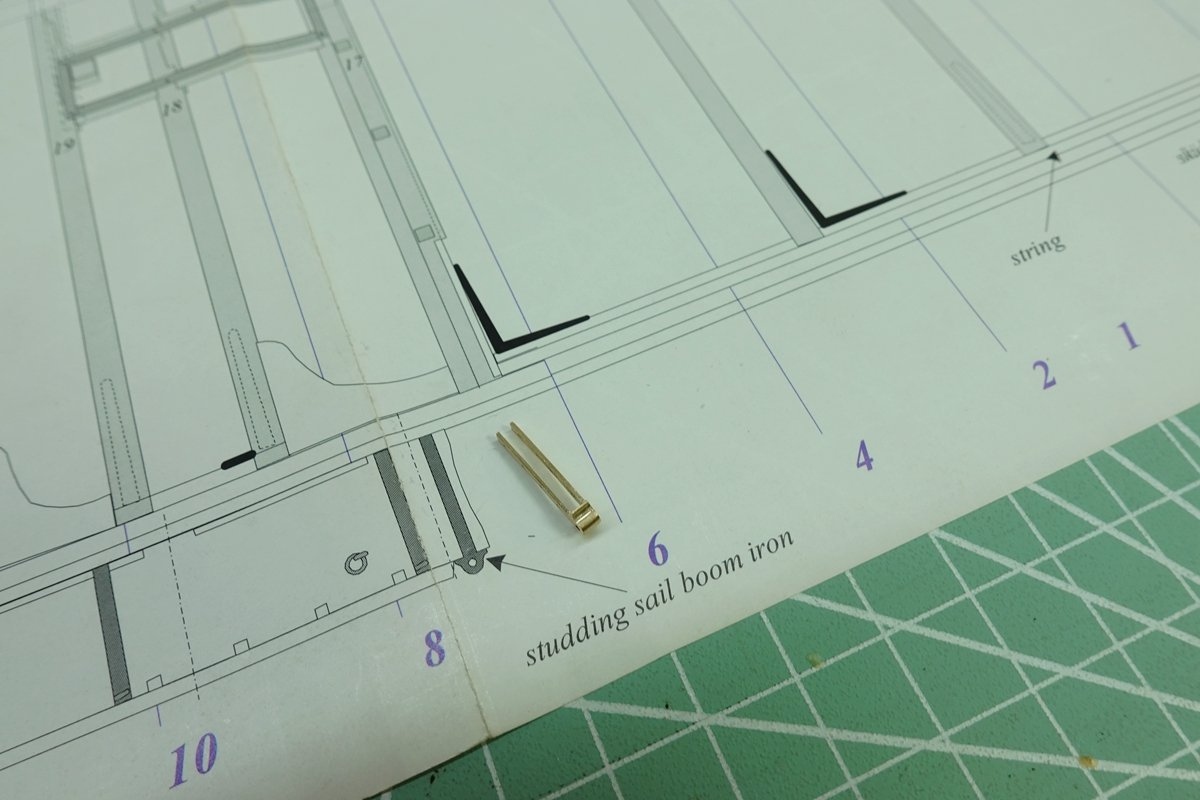
In order to look beautiful, no welding or adhesive method, spend more time on accurate processing, slightly larger than the aperture 0.03 mm extrusion connection molding.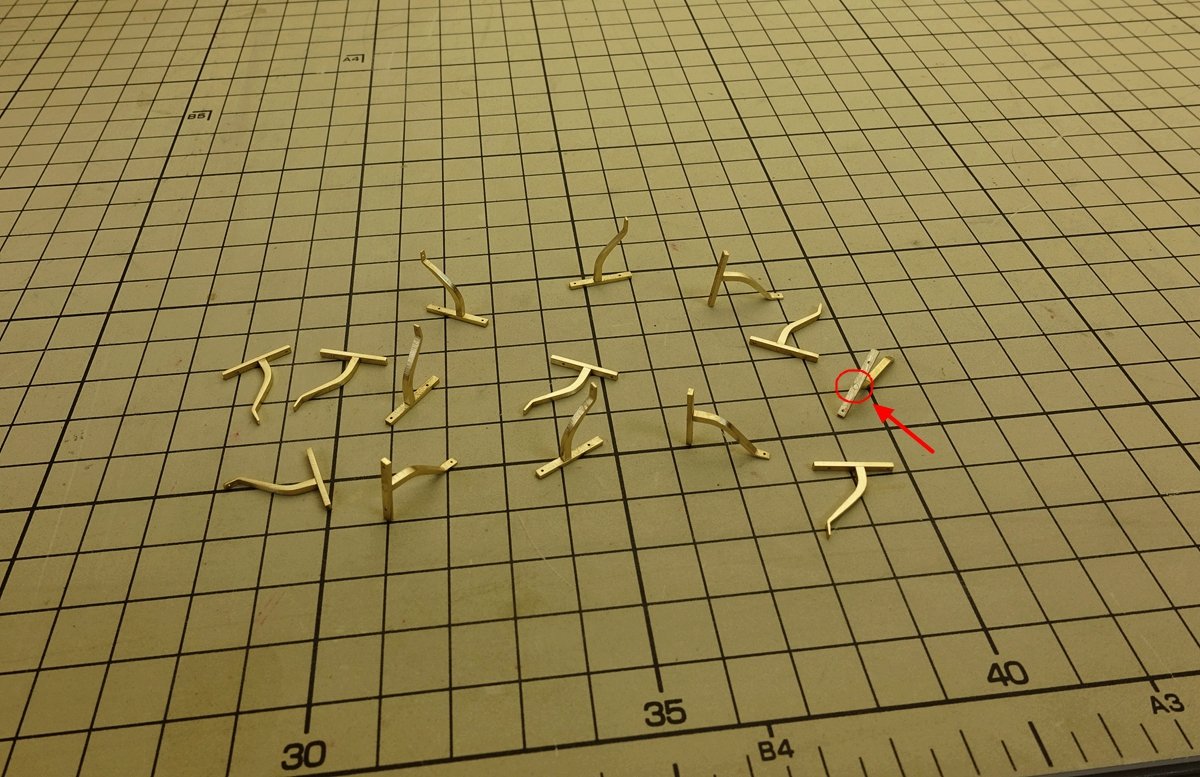
- 371 replies
-
- 22
-
-
