GAW
-
Posts
183 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Everything posted by GAW
-
 Fig-171- The working model of the Wallace & Sons Patent Bilge Pump, as originally fitted to the Falls of Clyde in 1878. All that is covered in this Build Log, is at this time, is being assembled for permanent public display on the Barque Glenlee, on the Clyde in Port Glasgow, Scotland. This to show to a younger generation how the famous Scottish iron ships were put together on the Clyde in the late 1800s. < https://thetallship.com > Fig-172.mp4
Fig-171- The working model of the Wallace & Sons Patent Bilge Pump, as originally fitted to the Falls of Clyde in 1878. All that is covered in this Build Log, is at this time, is being assembled for permanent public display on the Barque Glenlee, on the Clyde in Port Glasgow, Scotland. This to show to a younger generation how the famous Scottish iron ships were put together on the Clyde in the late 1800s. < https://thetallship.com > Fig-172.mp4- 281 replies
-
- 13
-

-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-170- the complete project, together with the tool set, required to create it - and a most rewarding one.

- 281 replies
-
- 14
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-168- The Bilge of the Falls of Clyde model, showing the suction end of the down pipes, now completed.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-167- The working end of the Bilge pumps at 96th scale.

- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-166- End view of the finished Centre section model showing the complete Bilge Pump assembly detailing

- 281 replies
-
- 12
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-165- The stub masts, Bilge Pumps and deck house were removed and plated separately, then reassembled after the plating process was completed.

- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-164 - Now to return to the main model of the centre 40 frames of the Falls of Clyde - The finish - an iron ship, I did not wish to show it in brass, or with a rusty finish, so chose a dull nickel finish, the problem was would the electrolytic Nickel throw into the centre of the model from both ends? Chrome will throw in a direct line only and anything in it’s way will form a shadow. However Nickel can to a limited extent throw around corners, so it was worth a try. There is a none electrolytic Nickel plating available, and plating kits for the asking, but I had just the one large item to plate , and a very good and understanding plater on hand, so thought to trust him with the job in hand as a starter. Good decision - 95% of the model took the dull Nickel plate, with just a very small amount with a questionable finish right in the centre. I touched these areas up with a small plating kit for dull Nickel and the job was completed.

- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-163- All fitted and ready to go. - view of the font of the Wallace & Sons Bulge Pump as originally fitted the the Falls of Clyde.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-162- All fitted and ready to go. - view of the font of the Wallace & Sons Bulge Pump as originally fitted the the Falls of Clyde.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)
-
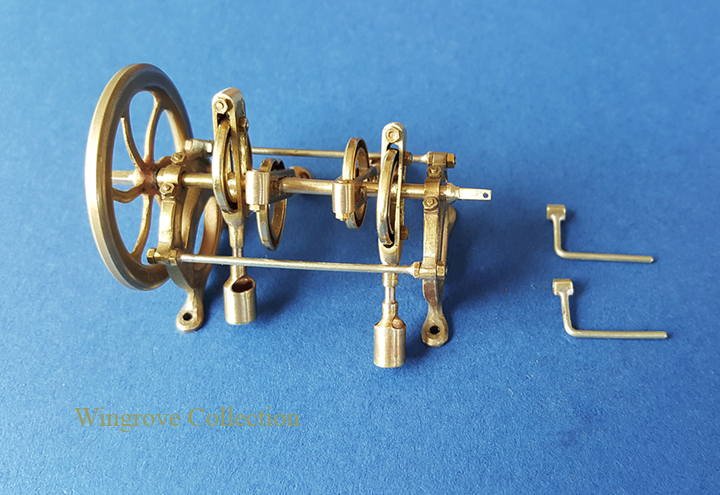
Fig-161- Here can be seen the complete drive shaft and piston assembly.
- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-160 - The assembly was very informative, as it was most probably the main reason the Patent, was dropped very shortly after it was put into practice and manufactured. One of those ideas that look very good on paper, but turn out to be less so, when put into practice. Not so much for the design, but for the maintenance, to keep it running, and that on a ship at sea. The drive shaft has assembled on it the four complete cam units, each keyed to the shaft, with a distance piece between to locate them directly over their respective cylinders , into which they are then dropped as a unit, then mounted between the two end plates. With the assembly then completed with the fly wheel and handles to work the pumps at each end. It soon became apparent that should one of the pumps be in need of attention - replacement valve - then the assembly of the drive shaft complete with all four cam units would need to be removed from the frame to get to any one of them. It would be impossible to remove one piston/valve cup, with out removing all four With a crank shaft and connecting rod to the piston/cup containing the offending valve - on the more normal Bilge Pump design - just two bolts at the crank shaft end, is all that would be needed to be removed to extract that offending piston/cup valve part. In the working miniature, after the problem of making the cams, the drive shaft proved to be the next most problematic. It being exceedingly thin, yet needing four slots in it for each of the keys for the four cams. I solved the problem by using stainless steel hypodermic needle tubing, one for the shaft, and a second, the next size up to slip over it, for the distance pieces between the cams. The shaft was threaded at each end to take the end locating piece, that also included the bearings and squared ends for the handles.

- 281 replies
-
- 10
-
-
- falls of clyde
- tanker
- (and 2 more)
-
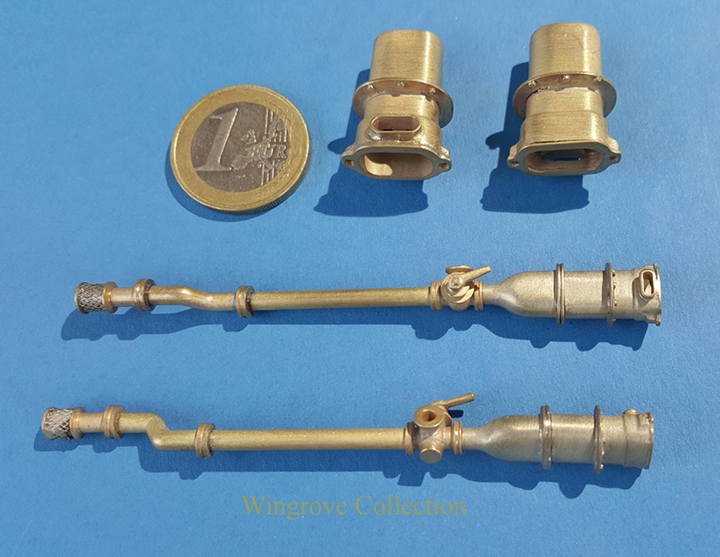
Fig-159 - A full set of parts for the working model - the two twin pump casings at the top, together with the four cam assemblies, with cages, pump shafts and pistons/cups. Below them is the flywheel and drive shaft, distance pieces and handles for working the pump. And at the bottom the Bilge Pump frame, consisting of two end plates and connecting rods.

- 281 replies
-
- 8
-
-
- falls of clyde
- tanker
- (and 2 more)
-
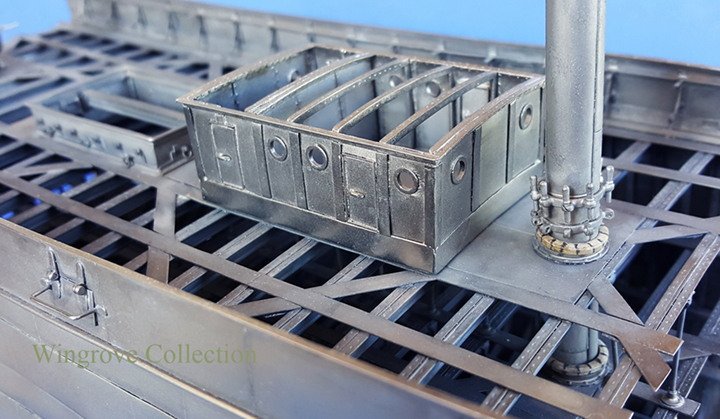
Fig-158 - The base for the working model, with the two twin pump cases installed .

- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-157 - Now we come to the second working model of the pump mechanism, shown here is the fly wheel, the one of the Bilge Pump double cylinders, together with one of the four cam assemblies. This consists of the cam set in the rectangular cage, to the bottom of which is the pump piston/cup. What would have been two rollers, set to run in the cam groove, I have substituted two fine brass screw, with lock nuts to hold them in place. When the cam rotates, it is these rollers/screws that then create the vertical movement of the pump. Each of the cams are individually keyed to the drive shaft.

- 281 replies
-
- 9
-
-
- falls of clyde
- tanker
- (and 2 more)
-
March 2019 Thank you for your comments - I am just departing for a long earned rest, and as there were only a few more shot left to complete the log, I thought I would add them all now.
-
The latest news on saving the Falls of Clyde and bringing he back to Scotland for a full restoration, is that for lack of funds, the project is falling apart - yet again - and the plans for lifting her next month have been cancelled - even worse the Honolulu Harbour Authority, have given a new dead line of February the 6th to move her or they will, and we know what their plans are for her. If you know of anyone with pennies to spare - a lot - drop a note to: < savefallsofclyde@gmail.com > but time is fast running out to save the old girl - You wealthy people on that side of the pond the most wealthy land on earth - surely cannot let this happen - she has survived for 140 years and the last of her line - it would be sacrilegious to sink her now, with a crew waiting in Scotland to bring her back to all her former glory. Any one there with connection with Mr. Trump??? has a golf club in Scotland so I am told - what a splendid gesture it would be for him to send the Falls of Clyde as a good will gift back to the Scottish people, to bring her back to life again.
- 281 replies
-
- 3
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-156 - The complete assembly installed in the finished model - a very interesting exercise, I do enjoy scratch building and particularly the research to try and get things right. Everything is there for a reason, and in most cases it is possible to find out exactly what the reason is/was, and researching it these days with the history of the world on tap on the internet, at the press of a button, it can be as much fun as creating the item in the round - for me I like to know what I am recreating, where it came from and why.

- 281 replies
-
- 16
-
-
- falls of clyde
- tanker
- (and 2 more)
-
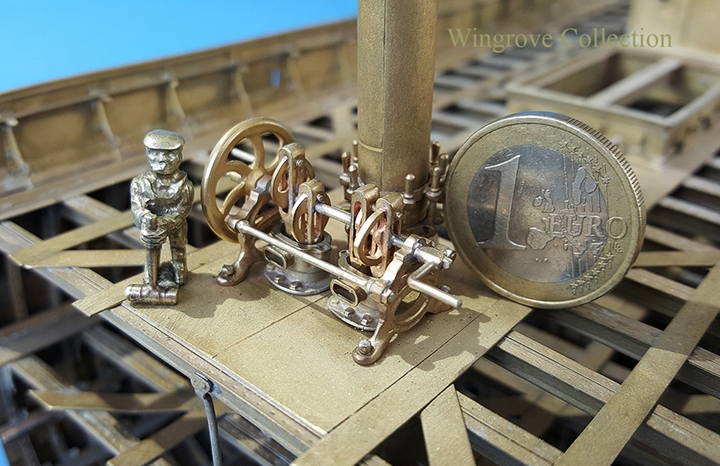
Fig-155 - The assembled Bilge Pump above deck, with Jock the Riveter close by for scale. I have made him about 5’ 4”, the Scotts are a short race, and this in the 1870s, in the conditions of the period was probably a good size. One noticeable feature of these pumps, is that the water is ejected aft of the pumps, and not out to the side into the boots of those working them , as is the case of all other Bilge Pumps that I have seen from this period - a design feature in consideration of the wellbeing of the crew, or just an accident of the design. Most probably the latter.
- 281 replies
-
- 13
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-154 - The casings for the two working pumps at the top, and the compete assembly of the smaller two ones below. This was made to take apart as it could not be fitted in the hull in one piece, and was difficult enough to assemble it all together in the several parts that I had decided upon, even though it was close by the open end of the centre section of the hull.
- 281 replies
-
- 14
-
-
- falls of clyde
- tanker
- (and 2 more)
-
February 2019 Fig-153 - All of the parts now manufactured ready for assembly, for both sizes of pump, one for the model, there second to see if the mechanism could be made to work. On the left the 1/4” = 1 foot scale working parts, to the right a similar selection for the none working smaller sister pump. As I wished to use as little wood as possible on this particular model, that was made to show how an iron ship was put together. The Star of india Bilge Pumps, Fig- 145 - gave me the idea of mounting the assembly in an iron - (brass) - frame as in that example. So frames were made for both pumps and I managed to carve the makers name on both. So how does it all work?? - basically the cam is held in a rectangular cage with slots down all four sides. On two opposite sides to allow the cam to rotate, and on the other two sides to allow the assembly to move up and down on the drive shaft that is running in the centre. At the bottom of this cage is attached the piston/cup of the pump. At the top is located a cross bolt on the original drafts, but for the life of me I could not come to a conclusion as to what this was holding together, unless it was part of the original idea for the cross shaft, which has now been abandoned, but then it is in the wrong direction, but I have included it anyway. It would probably have been a case full size of casting the rectangular cage in one piece and assembling the cam inside of this, which itself would not be an easy matter, as two small rollers were required to be assembled with this, to run in the cam groove top and bottom - I settled for two fine brass pins.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Thank you all, for your thoughts and best wishes,they are much appreciated. Gerald
- 281 replies
-
- 1
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Thank you wefalck - For those interested, the contact details of Jeff are - jeffnpotter@telefonica.net, we are both located in sunny Spain.
- 281 replies
-
- 3
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-152 - It soon became apparent that with cams of this size that even with my ingenuity I could see no way of making them as accurately as would be required to actually work - Step forward good friend Jeff and his CNC milling machine. I showed him how I had plotted the shape of the cam, and he soon had this in 3 dimensions in his computer program for the machine to follow - and follow it did to produce a working set of cams in no time at all, such is modern technology - how they would have loved this in in 1878 It is interesting to note that the working dimensions allow for no inaccuracies whatsoever in the shape of the cam - if it is right it will work - if not, it will not work. Now how they produced such a part in 1878 in quantity - four per pump is still a mystery to me, particularly as it would not have been cast or stamped in iron or steel, because of the sea water corrosion. Working inside the cam would need to be two free running rollers, any interference to these such as corrosion would have made the pump inoperable. My only surmise would be that a master pattern for the cam was hand made in iron and used as a hot stamp in something like bronze to form the cams. But the Victorian engineers were masters at overcoming supposedly insurmountable problems, this being just one of them.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)
-
Fig-151 - Here are shown most of the parts with the second stage machining, the milling of the flats, and the pump parts are now starting to take form.

- 281 replies
-
- 11
-
-
- falls of clyde
- tanker
- (and 2 more)