


Garward
-
Posts
1,572 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Posts posted by Garward
-
-
-
-
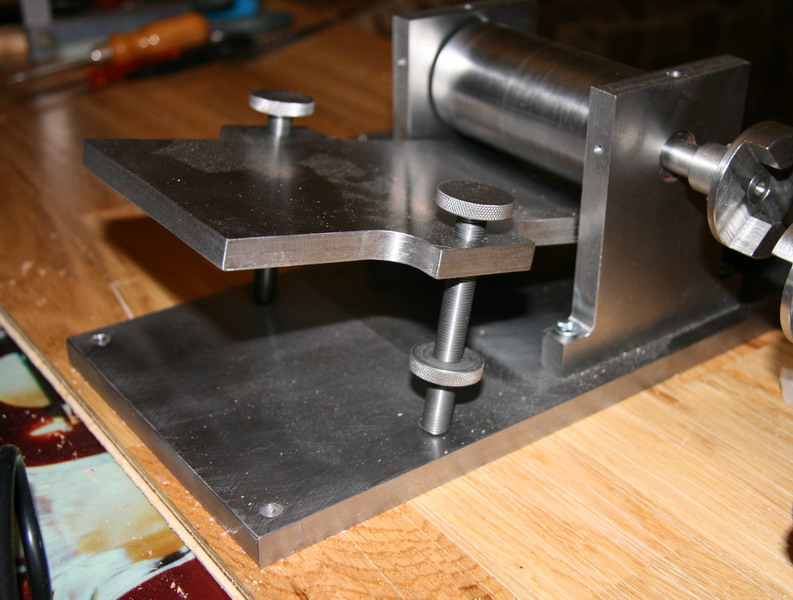
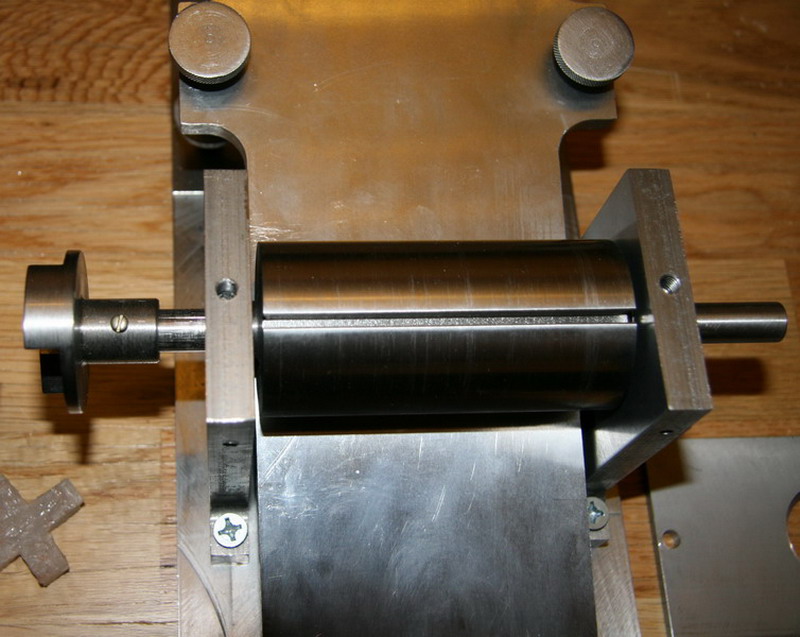
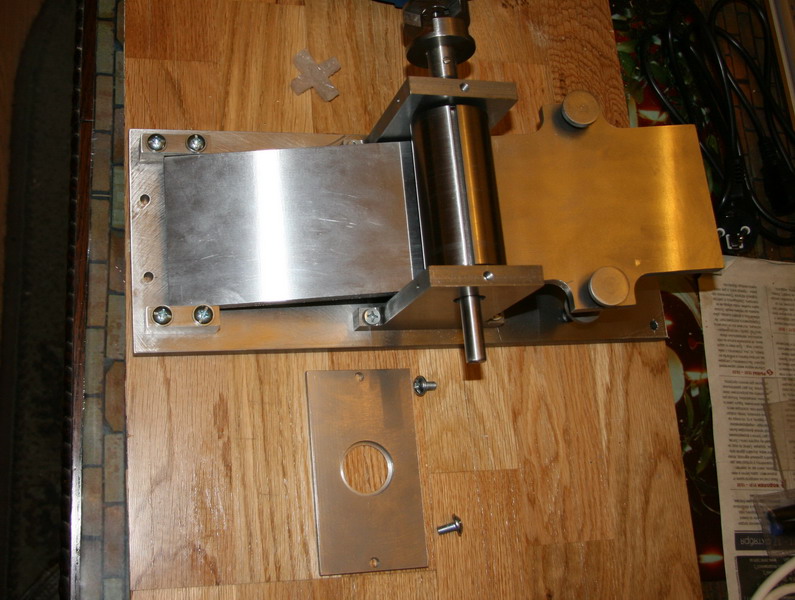
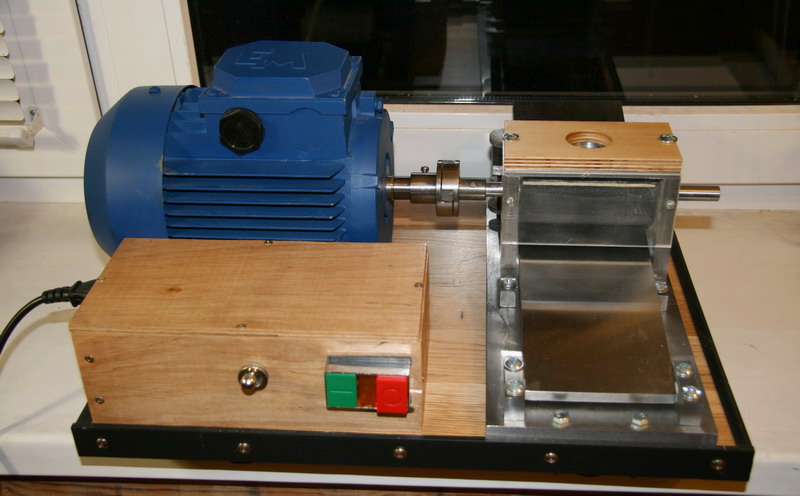
Machine description
Grinding knot (all details are made of a steel):- Drum: length of a working part of 100 mm, diameter of 49 mm, a groove 3,0х7,0 mm for fastening of the emery paper by a wedging method; diameter of the shaft of the drive of 12 mm;- Work table: 100х350х10 mm, a working surface it is ground, the back part is fixed in racks on axes in diameter of 6 mm;- The basis 150х375х10 mm;- Side posts of the shaft in the thickness of 12 mm, bearings of the drive of the shaft in diameter of 12 mm;- Cover of side posts in the thickness of 5 mm with an aperture under the vacuum sweeper;- adjusting screws M 10х1 (one turn – work table moving on 1 mm on length of the screw);- The positive allowance between a drum and a work table (work piece altitude) is controlled from 0 to 35 mm.
-
-
-
-
-
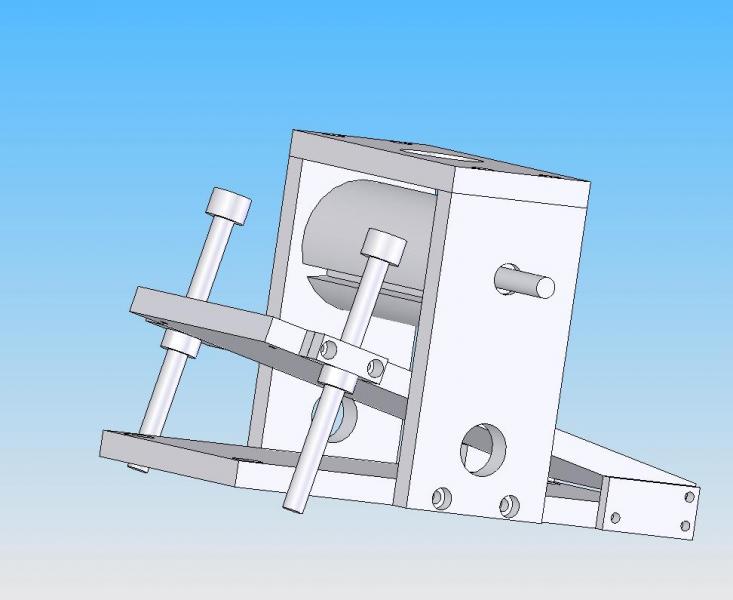
15.2 The drum-type grinding machin
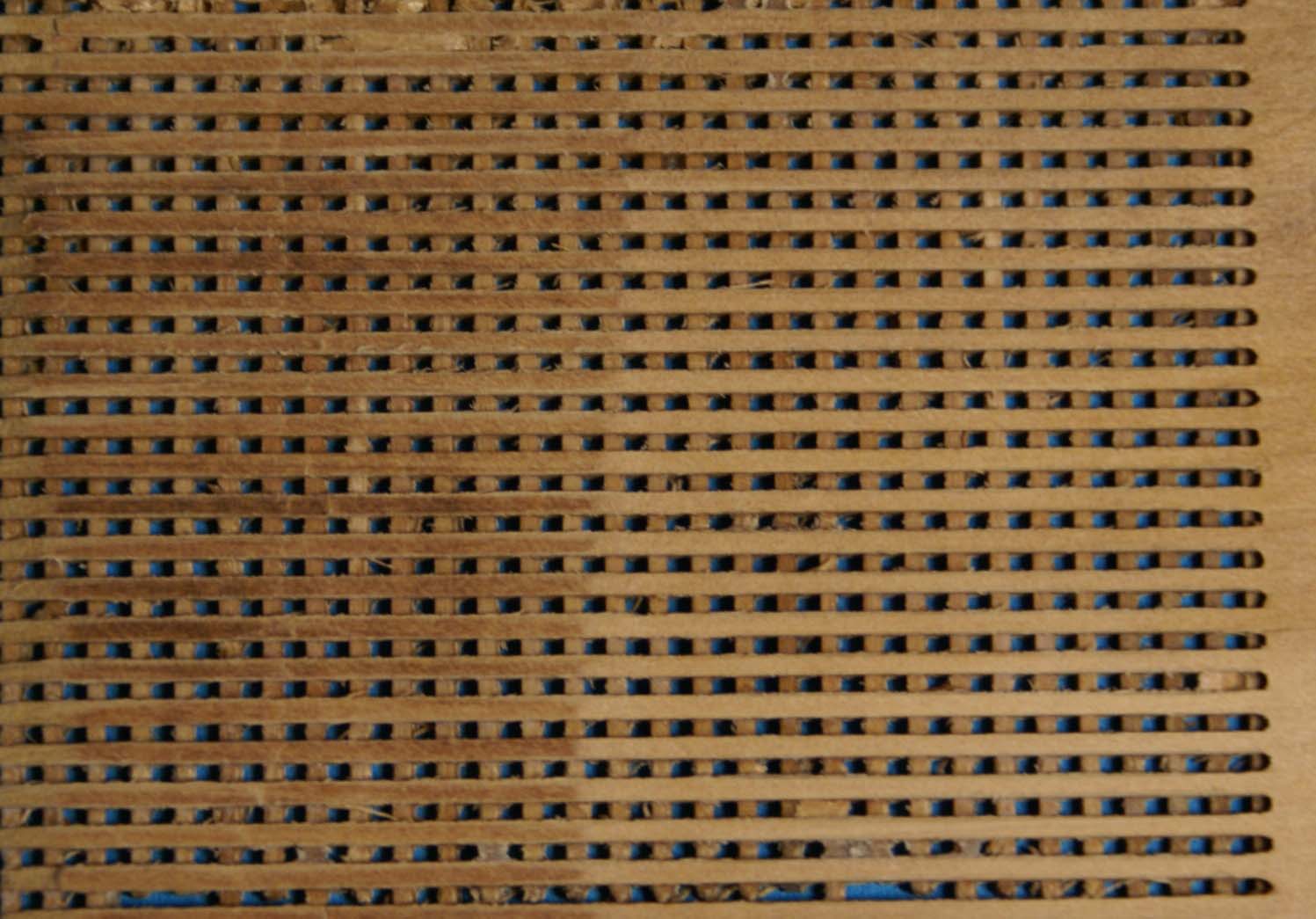
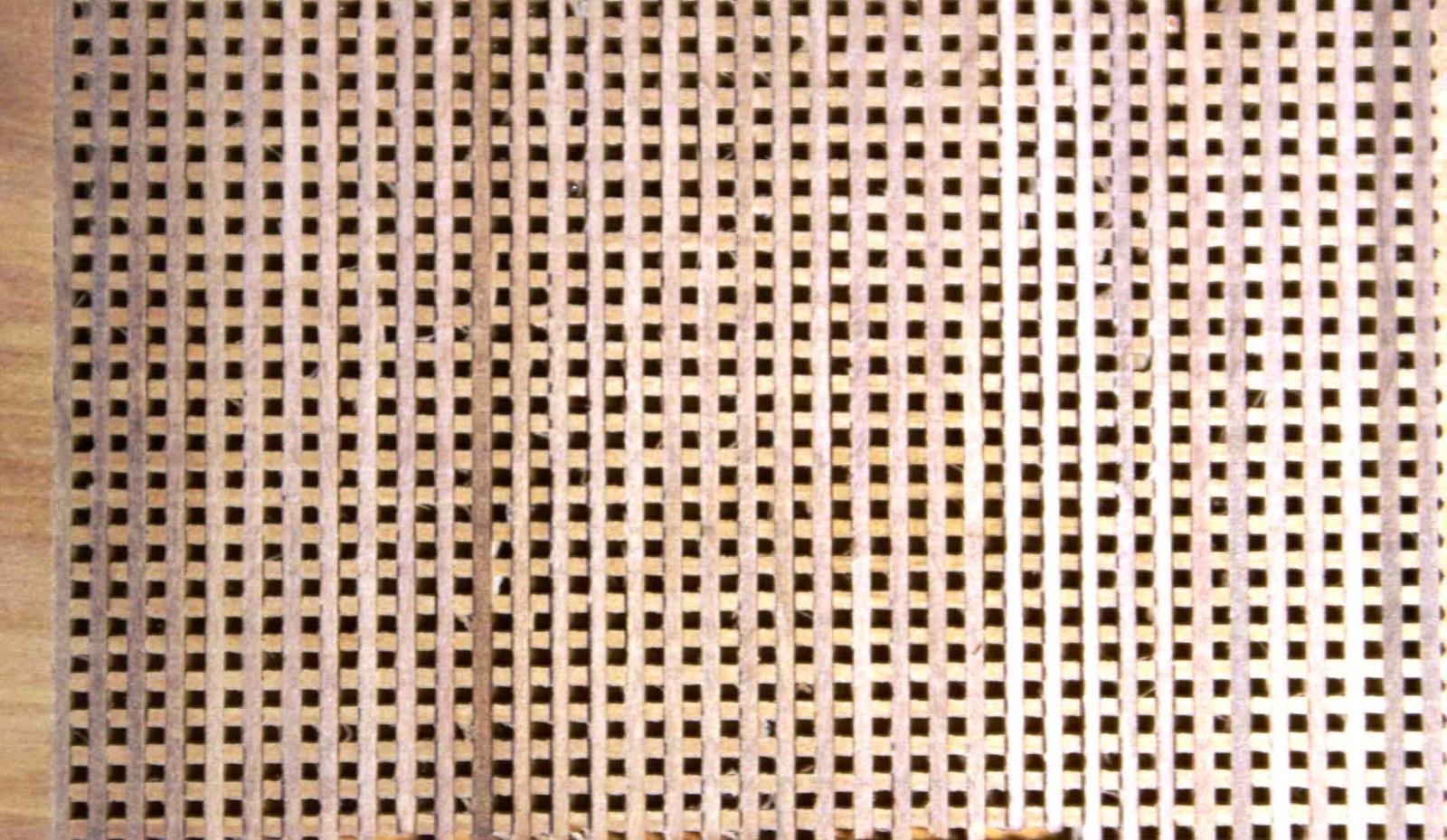
To creation of this rig I was jogged by requirement for manufacturing (gauging) of laths and plate plainly-parallel sides for various details with accuracy of 0,05-0,1 mm on a thickness. The range of thickness of laths and preparations, and also ready flat details makes from 0,5 to 25-30 mm. I have applied for the first time the given machine tool to polishing of preparations of details of fodder gallery Montanes.
In the beginning there was an idea to use for these purposes the scribing block, for example DH 40 PROXXON, but after the detailed analysis of possibilities and results of application of various scribing blocks I preferred other production engineering. Plancks or preparations are cut on jig save with the free tolerance (0,5-1 mm) that it is easy to make practically on any applied modeller jig save, and then calibrated on the grinding machine with necessary accuracy. This production engineering provides the big accuracy, than machining of laths on the scribing block, especially for thickness of 1-3 mm.At designing of the grinding machine I used the materials published on various sites, and also experience of the Polish colleagues on manufacturing and application of similar grinding machines:The general circuit design of a grinding part of the rig simple enough (see also the reference) and does not demand additional explanatories.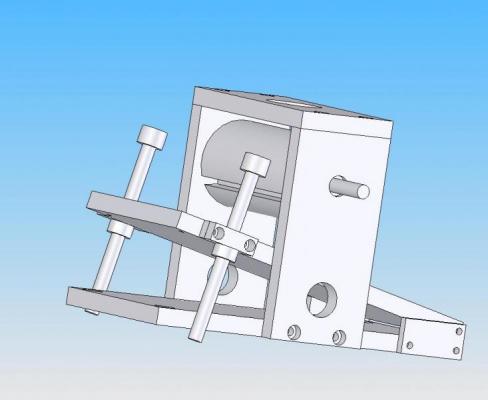
-
Colleagues, aren't present a limit to perfection, therefore the best tool - what you have near at hand
 .
. -
Yes, there were times and good Unimat which could be modernized...

-
-
-
-
-
I remember one builder, of which I can not remember their name from the old MSW 1, They had furled sails wet, which gave them a great effect of reality.
This is known modeller Alexey Baranov. It presoaked previously sails before them displaced on model Panteleymon-Victoria.

-
Garward
I've been working on a sander for a while and holding the sandpaper on was my problem. So again Thanks for the Different ideas. Now hopefully someday I'll complete the project. I'll post a few pics when I'm done.
Later 42rocker
It will be interesting to look at your photos, we wait.
-
If I remember well, it was a while a feature of the royal navy for the plates to finish at an angle with a batten, while continental ships (and american?) preferred 1 to 3 layers of horizontal layers on the waterline.
Is this correct?
Daniel
Hi, Daniel! Yes, you correctly remember distinctions between of the royal navy for the plates and continental ships and american.
-
Thanks you for the details Garward.
Its hard to believe just the wind for the hair dryer formed such beautiful effects. I guess it shapes and sets the glue at the same time. The ripples in the 2 front foresails look like they are rippling in the wind as it slices the wind. Just amazing. The tea stains are also the perfect finishing touch.
Force of a warm wind - great force, in any case quite suffices it quickly to dry up PVA glue and to record camber of sails
. -
-
-
-
-
-












MONTANES by Garward - OcCre
in - Kit build logs for subjects built from 1751 - 1800
Posted
Continuation