Kiyoo Iizawa
-
Posts
28 -
Joined
-
Last visited
2 Followers


Recent Profile Visitors




-
 Zoppoter reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
Zoppoter reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Hi Gerd,
I send the link to Onedrive again.
Please try to access again.
Thanks Kiyoo
-
Tidalwave42 reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Tidalwave42 reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Marcus.K. reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Marcus.K. reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Jeronimo reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
Jeronimo reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
scrubbyj427 reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
scrubbyj427 reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
KentM reacted to a post in a topic:
Making frame drawings and its adoption to laser cutting
-
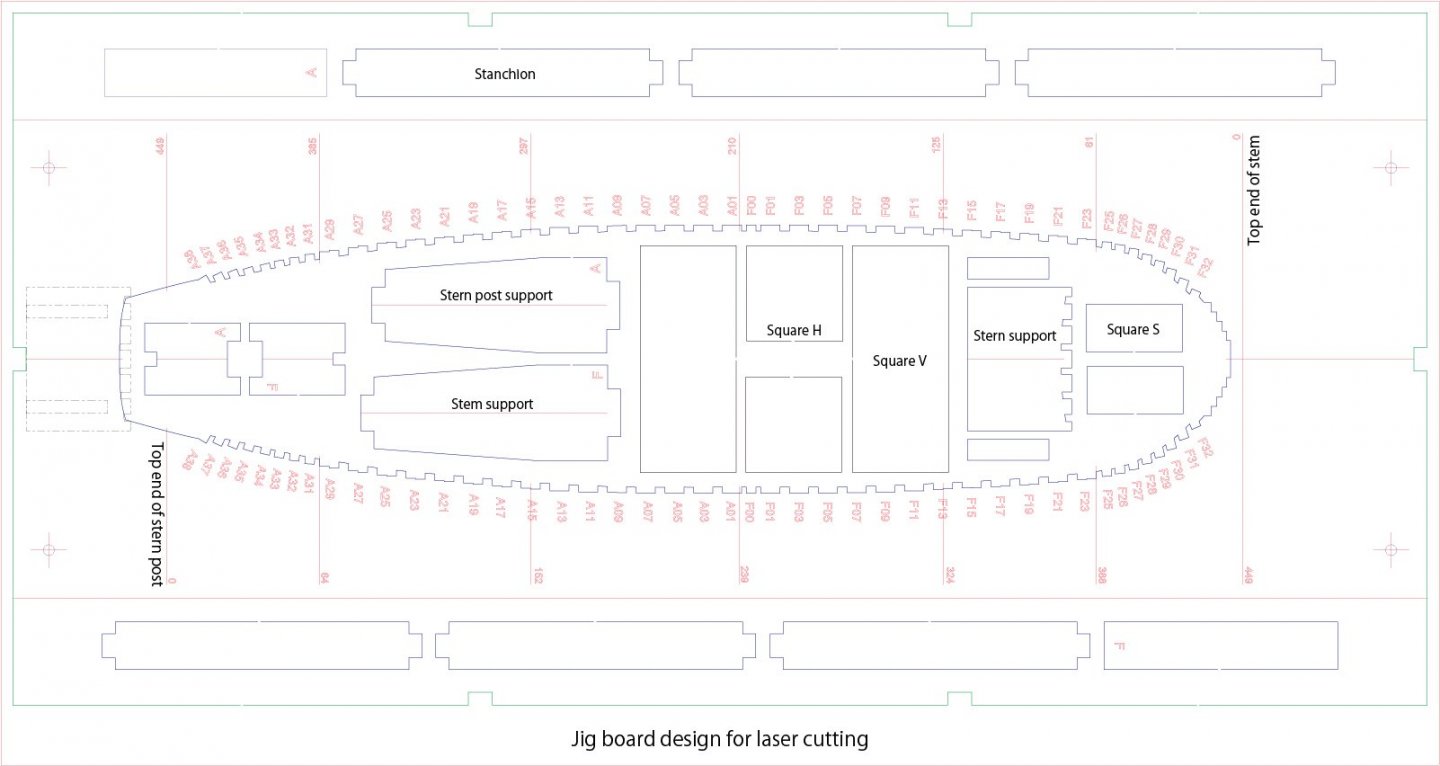
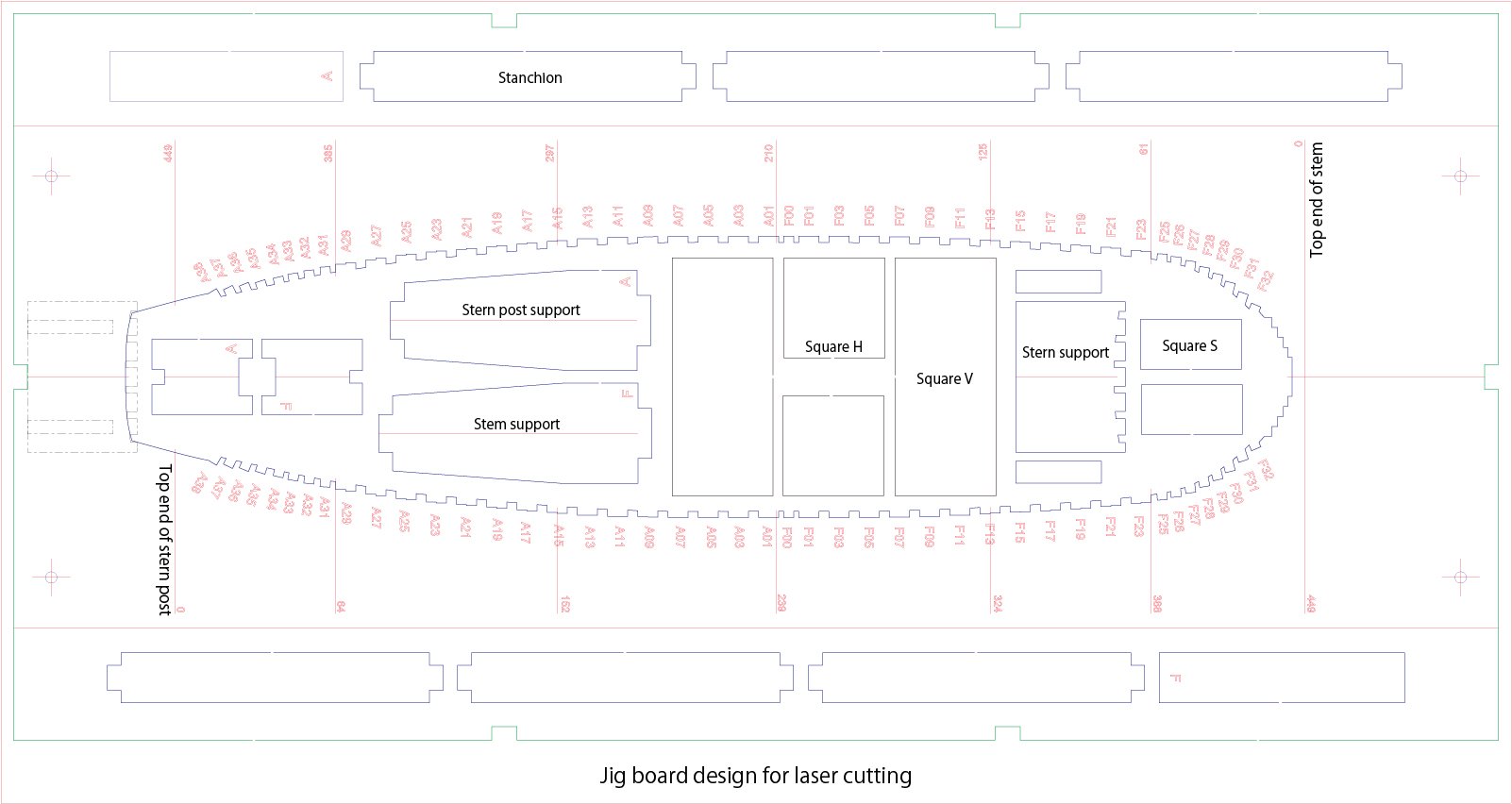
 I have good news for you all. Those of you who have gotten my procedure manual may want to try to build Granado with the attached data. I obtained the wooden sheets from Vanguard Models through a distributor in Japan, and when I approached Vanguard Models about the possibility of selling the sheets to the individuals, they graciously agreed to sell them. Of course, their business comes first, but if you are interested in obtaining the specified wooden sheets, please contact them directly. The sheets are 0.8mm and 6 types from 1 to 6mm thick, 100x500mm size pear wood sheet. If you can get them, you can use the cut pattern as I laid it out. Please try it. Kiyoo
I have good news for you all. Those of you who have gotten my procedure manual may want to try to build Granado with the attached data. I obtained the wooden sheets from Vanguard Models through a distributor in Japan, and when I approached Vanguard Models about the possibility of selling the sheets to the individuals, they graciously agreed to sell them. Of course, their business comes first, but if you are interested in obtaining the specified wooden sheets, please contact them directly. The sheets are 0.8mm and 6 types from 1 to 6mm thick, 100x500mm size pear wood sheet. If you can get them, you can use the cut pattern as I laid it out. Please try it. Kiyoo -
Dear Mr. Chris Watton,
Please excuse the sudden PM.
My name is Kiyoo Iizawa and I am a member of MSW forum. I am also a member of the one of Japanese Sailing ship Modelers Club.
In March of this year, I posted on the MSW forum a method I devised for scratch building of structural models, especially for beginner modelers, and received a lot of response from people around the world. I understand that post was referred to you as well. As you can see in my last post recently, my method has been confirmed as successful.
Several people who have viewed my posts have requested the manual that I provided them for reference.
The data in the manual I provided includes the design and laser-cut data for the prototype Granado, which can be used by anyone interested in building it.
For the personal laser cutting of the parts, I ordered the cutting sheets from you through Micro Craft in Japan and was able to get them successfully. The contents are pear wood sheet 0.8 mm to 6.0 mm thick, with a size of 100 x 500 mm.
The reason I am writing this email is to ask if it is okay to introduce your company in the MSW forum that people around the world can inquiring about the availability of materials from you to obtain the same board material as their design data.
Even if you do grant me permission, the terms of sale, etc., are up to you, and all I will do is simply refer viewers to introduce about the availability of the materials for build. I don't want this to be a burden or interfere with your business, and this is just an inquiry of doing introductory offer, but I hope to hear good news from you.
I will also provide you with the above stated manual and design data, if needed, for your verification.
Best Regards,
Kiyoo Iizawa
A member of Yokohama Sailing ship Modelers Club (YSMC) in Yokohama, Japan
-

Dear Mr Kiyoo Iizawa,
Thank you for your message. I have seen your work and it is very wonderful!
Of course you can mention where the materials come from, I do not mind at all. Microcraft, Mr, Konishi, is a very nice customer.
I now use 0.6 and 0.8mm wood in my own kits.
because of how popular HMS Sphinx has been, I used a lot of my stock to make kits, so I am awaiting new stock, but I can sell to individual customers.
Kindest regards,
Chris Watton
-
Hello Chris,
Thank you for your prompt response and permission to make the announcement.
If you receive any inquiries by my source referral, please respond with your own terms and condition of sale.
It would be a great pleasure if my data could be used by anyone.
Thank you again for your help.
Best Regards,
Kiyoo Iizawa
-
-
Hi Ed, Your Naiad build logs have been an invaluable resource for us to study structural modeling. It is no exaggeration to say that my system was completed by studying it. I hope my method will be a good opportunity to expand the circle of structural modeling. Thanks a lot. Kiyoo
-
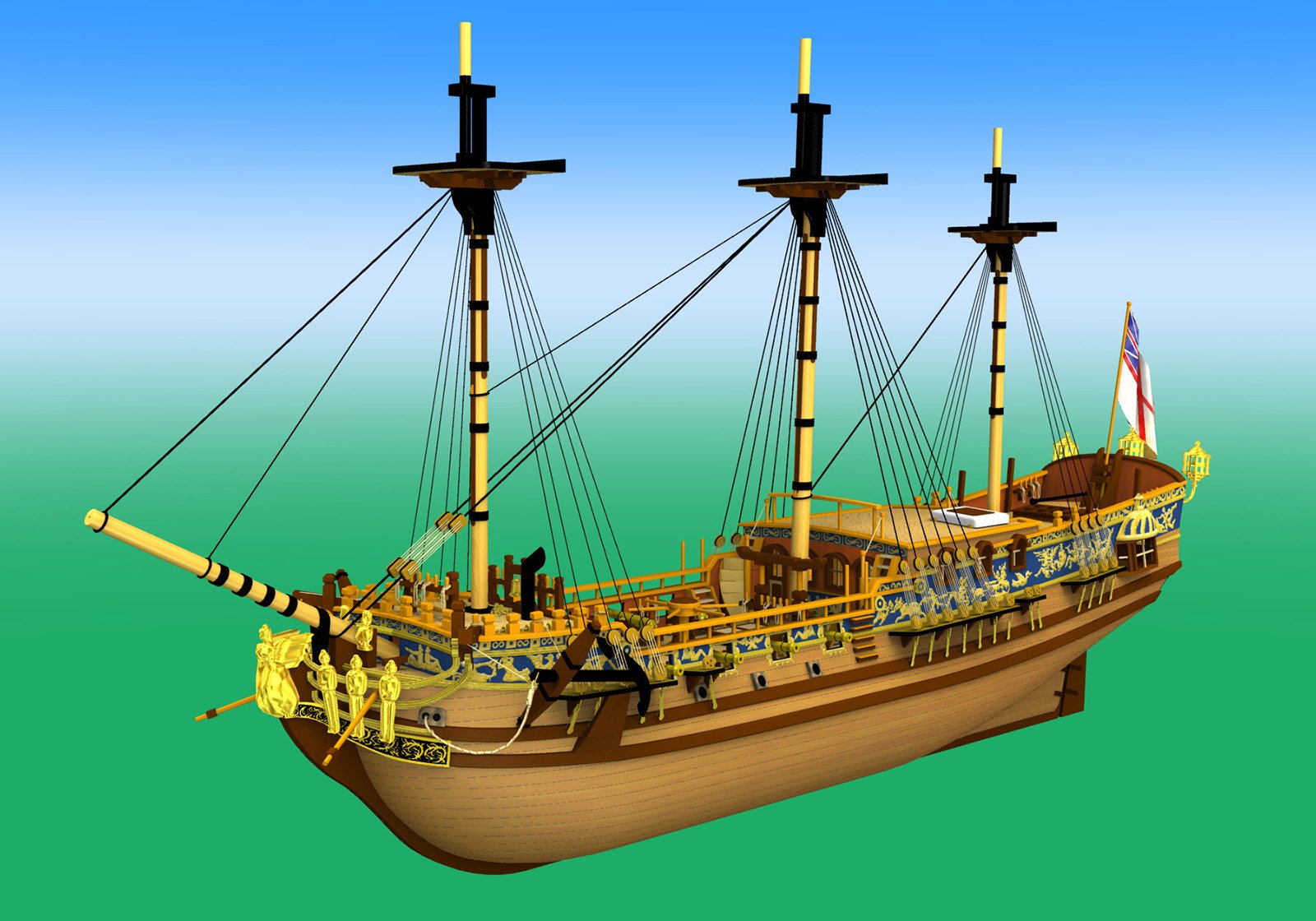
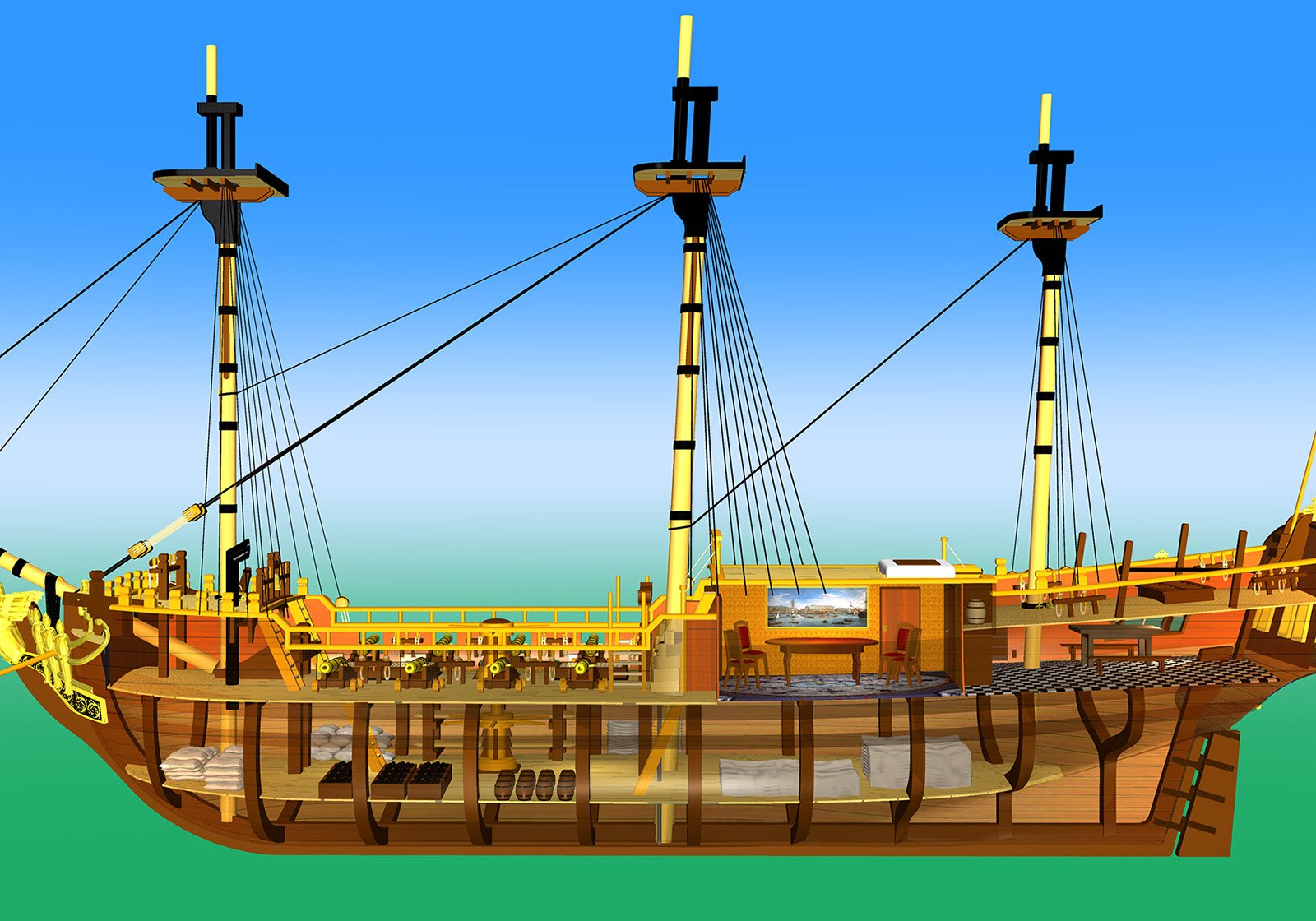
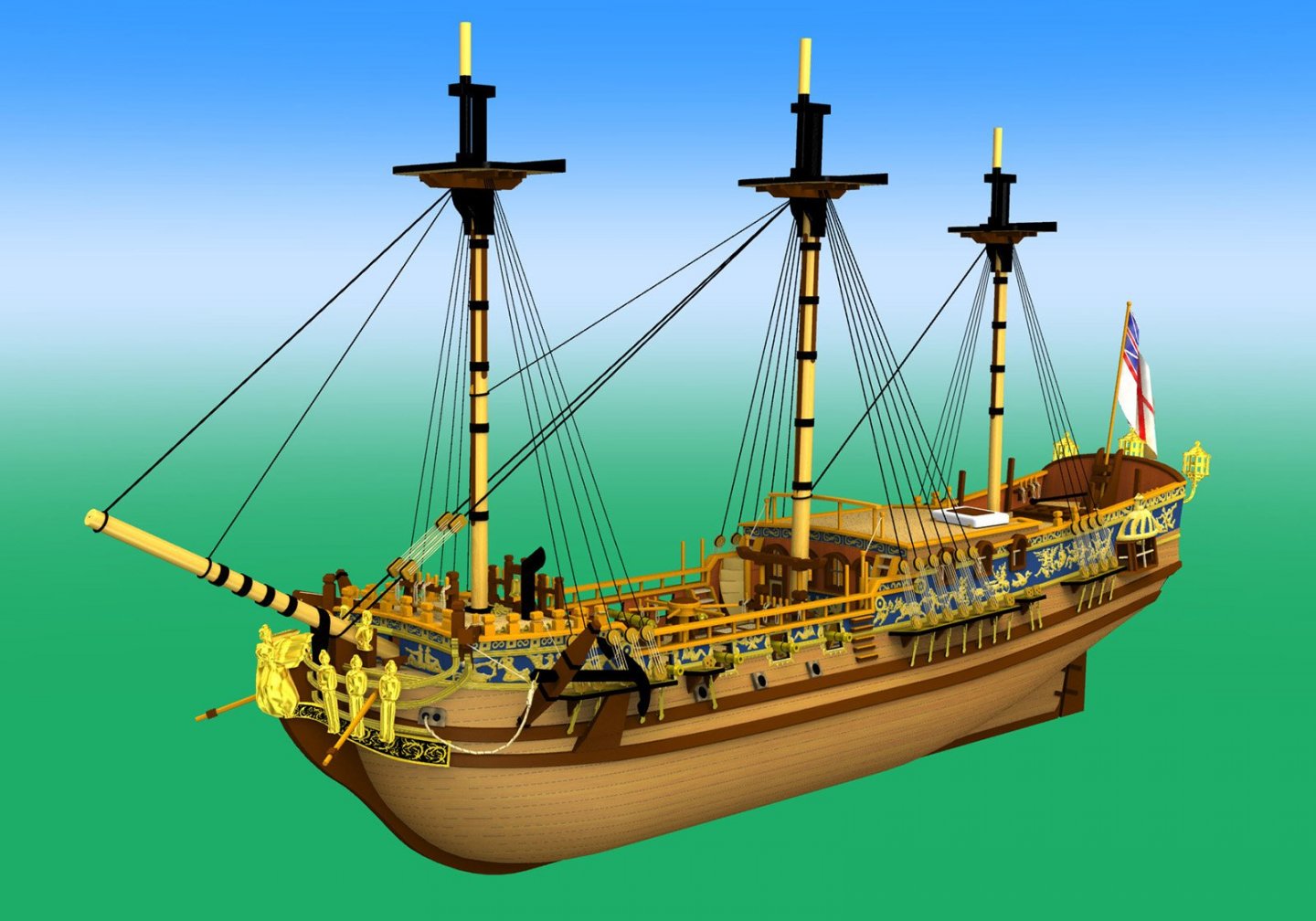
It's been a while, everyone. I have introduced here my original drafting method, but I myself did not verify the authenticity of the design yet except for a partial cross-section model. The full model requires more than four times as many parts to be assembled as the cross section, and if there are any mistakes in this method, I cannot recommend it to you. To validate this method, I completed the design of the full model in parallel with the introduction of the method, and all of its parts were laser cut, and its assembly was started. The model is GRANADO 1/64 scale. The results were more successful than I had expected, and the model was completed with more than seven hundred kinds and over 1500 parts. All were assembled exactly in place with only the laser burn-mark to be removed. Shade also can create 3D printed data, and by utilizing this, GRANADO's mortar, cannon, and swivel gun are also made in accurate scale and assembled. I think if this method spreads, even structural models will be able to be shared as an assembled set, like a bulkhead kit. I would appreciate it if anyone who has obtained a manual can let me know the impressions of this method by even PM. Thanks, Kiyoo Iizawa





- 48 replies
-
- 10
-
-
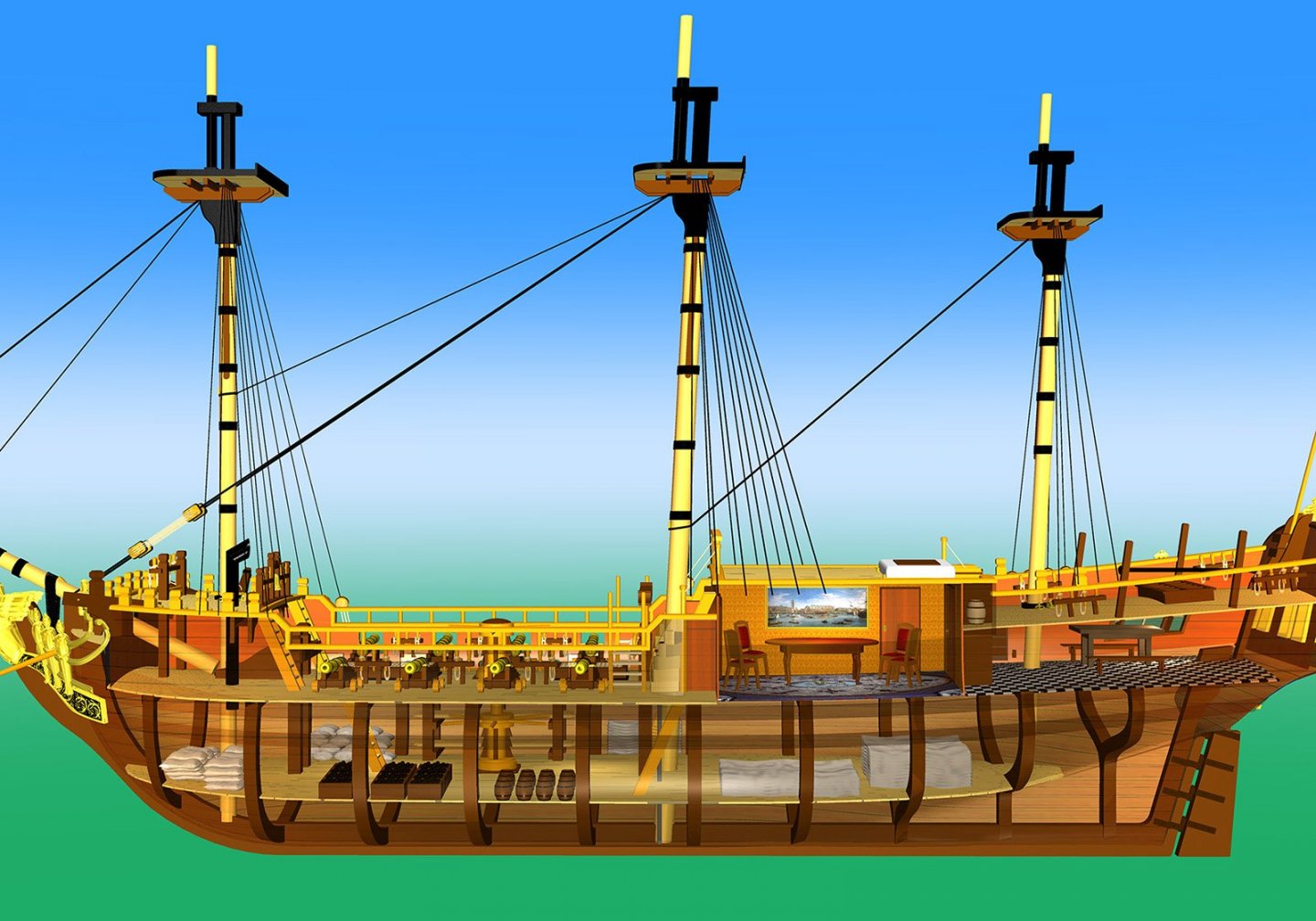
Thank you everyone, I have received many requests about the data of the procedure manual. Today, in honor of Shade, I would like to introduce you to Shade's true function: 3D graphics. Unlike most 3D graphics software, Shade can generate elegantly curved surfaces with only a few lines of drawing. One day, in addition to general Shade characteristics, a Shade enthusiast has created a rope drawing add-in for me. This allows to draw not just a straight rope shapes, but any kind of rope crawl. The first image shows the curve that the rope naturally forms, drawn with Bezier curves, and then the rope was drawn three dimensionally along that line. The next two images are of a virtual ship based on the Caroline kit that I was working on at the time (20 years ago, very poorly especially for the textures). But while I was enjoying these graphics, I discovered the method of getting curves for individual frame shapes presented here. Since then, for me, Shade has been used almost exclusively for making the frame curves, and my graphics skills have not improved at all. However thanks to this, Shade has made a great contribution to original sailing ship modeling. Kiyoo

-
Thank you everyone, for valuable comments. Making the fabrication drawings is hard barrier to scratch builder and it is very time consuming matter. One of the reasons I have summarized this method was to reproduce the free curved shape of the ship’s parts accurately, correcting and adding the information of reference drawings. This is especially useful for the free curved shape like frame and the software which have Bezier curve feature are particularly useful for that purpose. Combination of Shade and Illustrator is best for this purpose so far. Please try to take a look the manual even you only want to see how they are doing. Kiyoo
-
Everyone, Now, the procedure manual is ready to download. I have updated (as my understanding) and uploaded it to my cloud storage. When you want to get this manual, please send PM to me so that I can reach you and give download key to you. It is free download now. Many PDF and JPG files in the manual help you to look through the contents even if you do not have the specific software. Kiyoo Iizawa
- 48 replies
-
- 10
-
-
Joe, Because I am not a professional and my established method is like a one of the tips. Just using the longer documents to explain it. I like this hobby very much and if my contents seem something new, I just wished to share with those who are oriented the same hobby. Evaluation is up to you. Many thanks for the compliment. Kiyoo
-
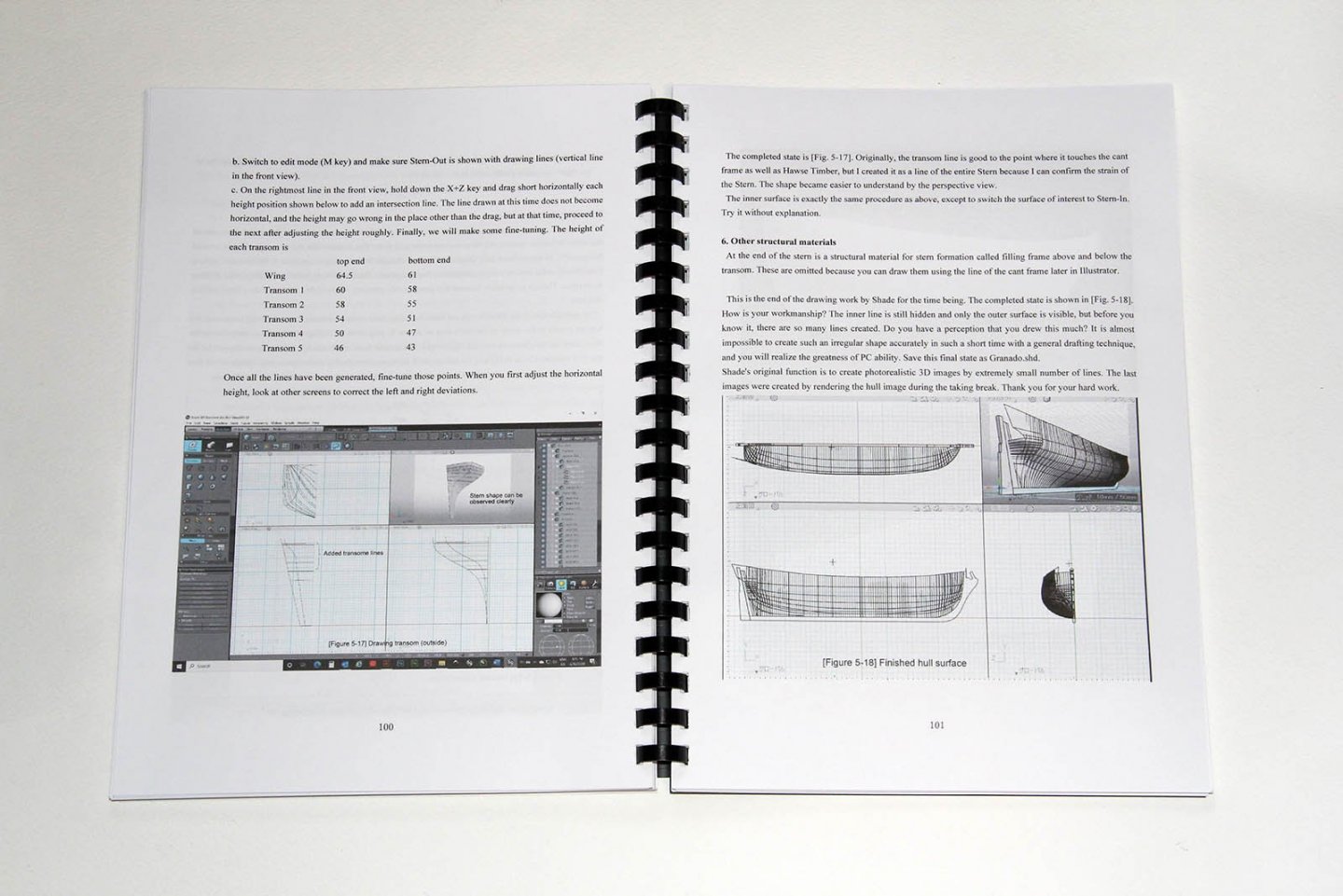
7. Closing By verifying the effectiveness of this new method with the above-mentioned way and I could produce the final set of design drawings and laser-cutting drawings after several trials. The model design utilized the power of the software, I could add many structural parts drawings other than frame parts. In addition to further reducing the cumbersome work of conventional drawing creation, laser cutting in this method also enabled reduction of material costs and significant reduction of trimming and fairing time. In order to share this effective technique with many people, especially beginner builders who want to challenge scratch builds, I am preparing a step-by-step procedure manual " Preparation of design drawings and the new part fabrication way in structural models ". It consists of nearly 180 pages of text, over 130 picture files, and a number of design sample files. This also includes design data for GRANADO designed as a prototype and data for laser cutting. If you bookmaking the manual part like below by yourself, I am sure it will help your learning effectively. When you are going to apply this method, it may seem to you that investing in software is costly. All of the software I have actually raised here is a well-known subscription software and they are relatively higher price. Certainly, an initial investment in case it is done by an individual may become nearly equivalent to a power tool to buy. However, the design and fabrication benefits that this method provides are immeasurable, including the reduction of creation time. Moreover, once these data have been made, a lot of people can share them like I am doing now. Thus the total cost per person can be comprehensively reduced. I have designed more than ten models frame data ever by using old version of this method and so far, it is used by many people in Japan. Creating the beautiful hull curved surfaces and the part drawings that make them up is just as fun as building a model. In the last, I can say that by mastering this method, You can design your own ship models and prepare the necessary drawings with the many flexibility. You can accurately cut the necessary parts by yourself within a noticeably short time! These are a lot of time saving at the preparation period and finally you can concentrate to your scratch model building! I am now going to store the procedure manual files on the cloud storage etc. so that it can be shared with the MSW member who want to learn the procedure and/or use this method. It is not a commercial purpose. Please send PM to me for the proposal. Then I give the key to download them. I hope this action will not be violate the MSW rules. As I am refreshing the sentences of the manual now, please allow that it may take a while to upload them. Thank you for reading through the introduction of my method and I hope that this method will enable many people to challenge scratch building. Kiyoo Iizawa A member of Yokohama Sailing ship Modelers Club (YSMC) in Yokohama, Japan

- 48 replies
-
- 15
-
-

-
Joe, Thanks for the valuable comment. It would be hearty if the MSW staff could help. I've even thought of ways like you but I say it is not mandatory matters to the member. I will try to contact the person you recommended. Kiyoo
-
Thanks for the evaluation druxey, So far, countermeasures are effectively working in my prototype. Kiyoo
-
Joe, Thank you for the comparison between CNC and laser. They are each have the advantages and the disadvantages. But any of the way, I am sure they become strong aid to make the parts for scratch building, especially the case to cut the uneven curved shape. There are not many restrictions on the feeds and speeds in laser cutting. That may be due to the extremely small thickness of the blade (the diameter of the laser). And for now, Illustrator is responding well to the changes and corrections the data for cutting. Yes, “char and the slope of the cut” is a relatively bigger issues in laser cutting so far. Although I provide some countermeasure for them, I appreciate if anyone find more practical way to solve. Everyone, My brief introduction will be closed soon. So, I am thinking now to freely provide the procedure manual of my method to those who wish to learn and use my method. Does anyone can advise the data storage method so that only the MSW member can access to there. Kiyoo
-
Hi Jooe, thank you for your comment. I also have been encouraged of the CNC by Bob Hunt’s Kingfisher kit. But at that time I never thought that I can personally handle either CNC or laser cut. But recently, I found that laser cutting fills my all requirement which is that I can prepare the data using my existing properties and also can operate the machine by myself. That is the reason so far, I selected laser cut rather than CNC. I think CNC may also become familiar soon to individuals same as laser cut. I propose the way of open public of my procedure manual in next post. Kiyoo
-
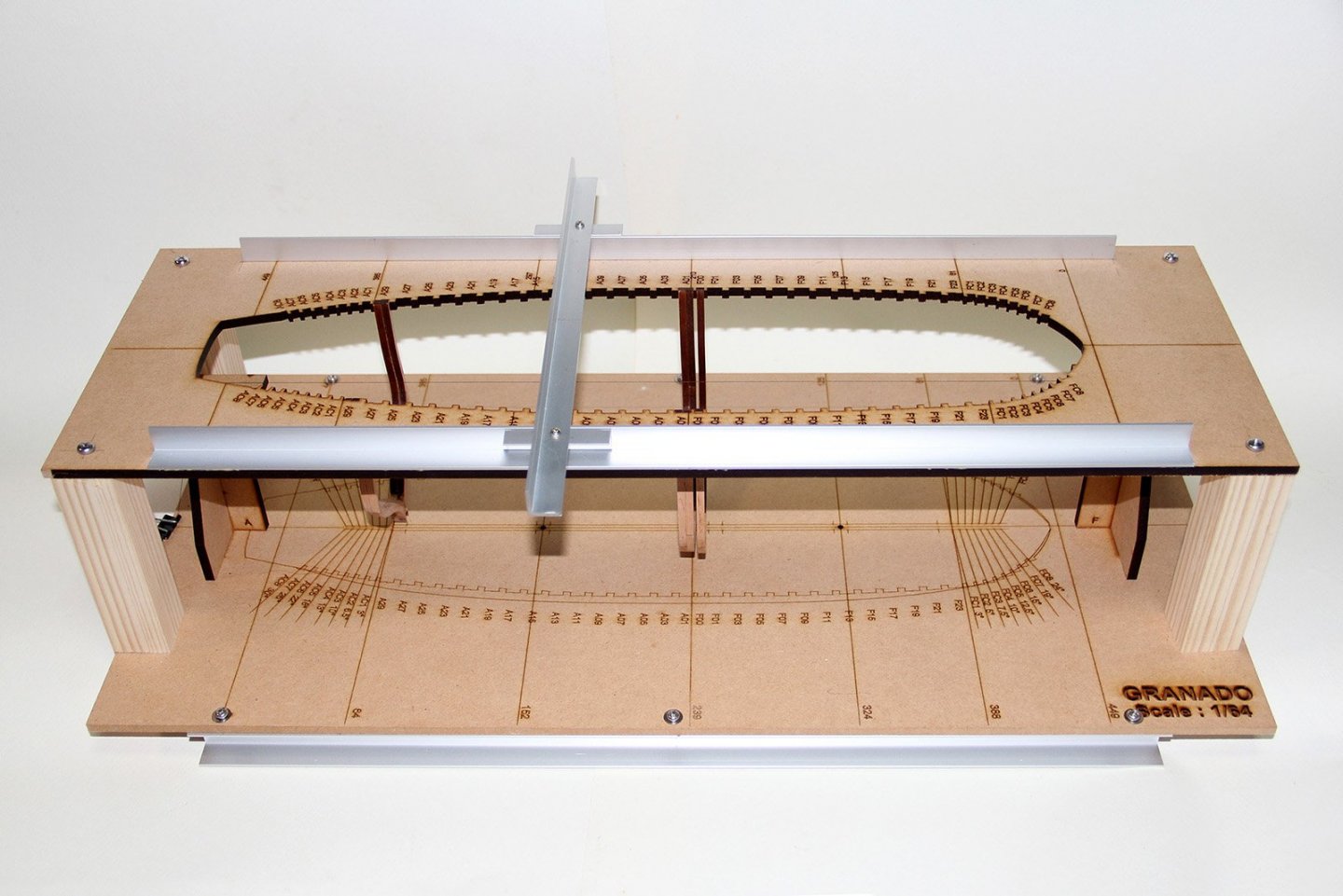
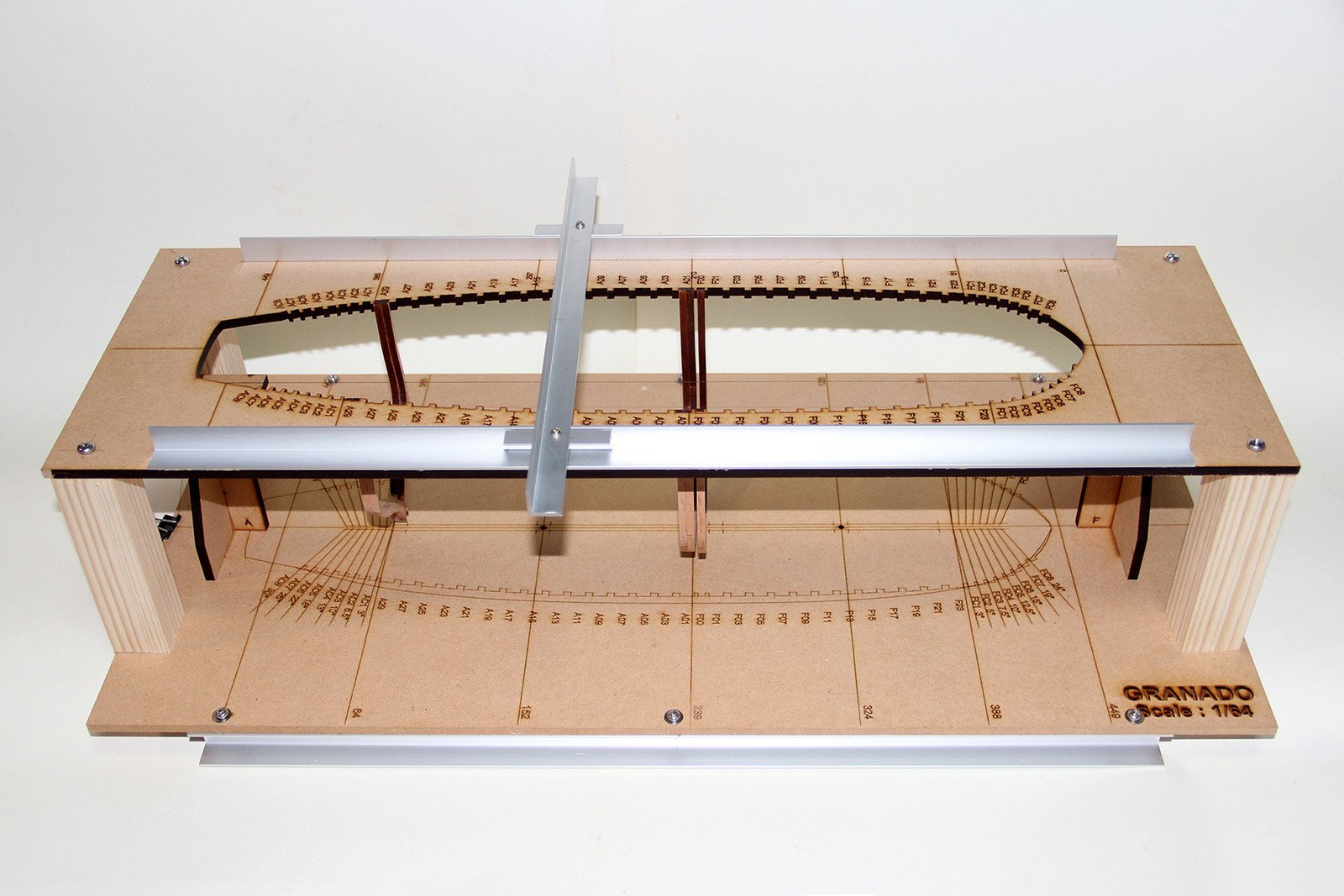
6. Deployment to assembly jigs The application of laser cutting techniques can be applied not only to accurate the parts, but also to the creation of jigs that ensures assembly accuracy during assembly. In the assembly of the framed structure model, it is necessary to assemble a large number of parts with accurate alignment, but it was also found that the jig plate for positioning which becomes the guide can be easily fabricated with laser cut using the several assembly drawings data. It is possible to design the jig incorporate with the necessary ideas such as reproducing the notch shape to accurately holding the frame top, reproduction of the angle of the cant frame, the addition of various reference lines and so on. And because they can be easily applied to the jig configuration, the assembly of the hull can be made revolutionarily easier. After several attempts, the latest design is applying the following features: 1) Cutout of the outer periphery of the jig plate In the beginning, the outer periphery of wood sheet was used as it is. But since there is a possibility that the center position misaligns at the time of setting of wood sheet to the machine, it was finally decided to cut out the outer peripheral portion with a certain dimensions. By this, relation between outer frame and center line of the jig plates is always kept. Also, since it can be possible to accurately align the relative position of the stanchion and the fixing holes, it become easy to assemble the jig. 2) Preparation of the stanchions In the beginning, it was assumed that the fixing stanchion of the upper and lower jig plate will be prepared by the builder oneself, and only the drilling position for fixing was displayed on design drawings. However, since the jig accuracy may collapse by the stanchion length and the accuracy of drilling hole, it was decided to prepare these stanchions as one of the elements of the cutting data. In addition, these were made to be able to put out the position accuracy even if only by fitting each other. At our trial stage, only by inserting the six stanchions in each position, the relative position of the upper and lower plate can be secured without gluing, it seems enough for the assembly of the frame. If you are concerned about the looseness, it becomes more stable if you fix the front and rear of the jig simply with a rubber band or a string. I am only using masking tape to temporarily fix the stanchion and the board. The reason for a recommend that not fixing the stanchion in this way is to avoid that some of the stanchions disturbs the action at the time of such measurement and processing of the hull outer surface. Also, it enables to remove hull from jig for easier fairing and sanding of the entire hull. 3) Clarification of the reference position The hull design has taken the method of dividing the midship position back and forth as zero position based on the contemporary design standards of the ship, but it was found that it is difficult to measure in actual assembly of the model. Therefore the reference position on the assembly was changed to start from the hull ends, it was to display the representative dimensions from there on the jig plate by setting the zero position at both ends so that accurate measurement can be made from either end. The specific zero position is the fore top end of the stem and the aft top end of the sternpost. The hull (keel) support on front and rear the jig is also supported in this position. 4) Proper reinforcement and measurement guide Although concept of the jig is well providing sufficient usage as mentioned above, it is recommended to attach a foot of aluminum channel as reinforcement. There is also an option to provide rails to guide the instrument for measuring the inside of the hull from the top. In the process of prototype verification, this jig demonstrated great power in positioning the parts during assembly and in various measurements. To be continued, Kiyoo