


wefalck
-
Posts
6,360 -
Joined
-
Last visited
Reputation Activity
-

 wefalck got a reaction from BETAQDAVE in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
wefalck got a reaction from BETAQDAVE in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
Somehow I liked the bright steel parts. Many older museum models have such parts left bright - does work for a model, but not possible, of course, in real life.
-
 wefalck got a reaction from Keith Black in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
wefalck got a reaction from Keith Black in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
Marcus, I believe 'maritiem digital' is a sort of portal through which one have access to (some) material from various museums, including, I think, Rotterdam. I have not looked at it for some time though.
Concerning the varnishing, I found this always a bit garish on the Dutch boats that have been converted into yachts. Must be some sort of fashion, but in reality doesn't say anything about the quality of maintenance. A thick layer of varnish on a model too looks much like a cheap souvenir model, where also 'glossy' seems to be taken as a sign of quality. I gather something a bit more glossy than satin would be right. Personally, I would apply some cellulose-based woodfiller, rub this down with very fine (0000) steel-wool and then polish with a felt-wheel in a power-drill. On the hard wood you used this should give a nice sheen whithout adding a perceptible layer of varnish.
-
 wefalck got a reaction from mtaylor in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
wefalck got a reaction from mtaylor in SPERWER by KORTES - FINISHED - 1:30 scale - Friescheboeier Yacht
Very clean work. I like this combination of wood and metal !
Did you glue the steel edge to the lee-board ?
-
 wefalck got a reaction from hexnut in Ligurian Tartane by Javier Baron - FINISHED - scale 1:200
wefalck got a reaction from hexnut in Ligurian Tartane by Javier Baron - FINISHED - scale 1:200
First they looked like made from those binders for plastic bags, these plastic strips with a wire imbedded ... however, it is now clear that the ridge is an etching artefact: the attack of the etching agent does not only happen perpendicular to the metal sheet, but also sideways to some extent. It is particularly pronounced, when etching in a tray and can be reduced by the commercial spray- or foam-etching processes. I have actually tried to play with this effect to achieve certain 3D-effects.
Javier, not using magnifiers may be a wise decision 😏 - when taking photographs, I recognise very well this sobering effect ...
-
 wefalck got a reaction from thibaultron in Scanned bulkhead drawings into vector format?
wefalck got a reaction from thibaultron in Scanned bulkhead drawings into vector format?
Whether plans show the outside of the planking or the frames depends on the kind of plans. 'Real' plans are typically drawn to the outside of the frames, as they were used by the shipbuilder, who is not interested in the outside of the planking at this stage. Model reconstructions and the likes are usually drawn to the outside of the planking, on the other hand. It also depends on whether you talk about wooden or iron ships.
-
wefalck got a reaction from mtaylor in SMS WESPE 1876 by wefalck – FINISHED - 1/160 scale - Armored Gunboat of the Imperial German Navy - as first commissioned
One notes also that the mesh is not square, but rectangular. I will try to pull in one direction every second wire from the fine wire-mesh I bought for this purpose. The wires are only 0.04 mm diameter, so it will be a challenge.
-
wefalck got a reaction from mtaylor in SMS WESPE 1876 by wefalck – FINISHED - 1/160 scale - Armored Gunboat of the Imperial German Navy - as first commissioned
Michael, the link was to an external Web-site that has some drawings on it that came originally from the Admiralty's archives in Berlin.
Well, being short-sighted, I have sort of built-in magnification +4, but that is not good enough anymore at my age (62). I am no using various types of protective glasses that are also available with magnification. For normal bench-work I have plain set that has some loup-inserts at the lower rim. Another pair, for smaller work, has overall a magnification of +3 and for even smaller work I have a set of head-band visors with something like +5 magnification. On the lathe I use a loupe with a light built in for delicate work, which is mounted on an arm like an architect's lamp.
I also own one of those pair of spectacle-frames with little +20 microscopes mounted on it, like the ones surgeons use. While it sounded like a good idea, it turned out to be impractical for bench or lathe work, at least in my configuration. The microscopes are designed for a working distance of about 50 cm, which is ok, when you are standing over a patient in an operating theatre, but too long for working seated at a workbench - here 30 cm or so would be better. Also, the field of vision is rather small. In consequence, I have never really used it.
A few months ago I acquired an antiquish binocular microscope on a pivoting arm that is clamped to the work-bench. The original 20x magnification was too much and I got another set of 10x oculars, which give a better balance of field of vision and depth of field. It is a nice piece of old-time British instrument manufacturing, but I still have to get used to it and find the right adjustment for the eye-pieces. Some people use these also for lathe work, but I think its main use will be for assembly- and detailed paintwork. I wanted to use it together with my micro-milling machine, but somehow I can't get it into a useful position without breaking my neck.
-
wefalck got a reaction from mtaylor in SMS WESPE 1876 by wefalck – FINISHED - 1/160 scale - Armored Gunboat of the Imperial German Navy - as first commissioned
Thank you, gentlemen, for your kind words !
@Pat, some ten years ago I did dabble with home-etching. I wanted to develop this technique for me into an ad hoc workshop technique, kind of chemical machining. Rather than developing A4 sheets of dozens of parts, I wanted to do parts as I was going along. I am not working from a pre-prepared set of buildings drawings - there is a set developed by a very good modeller and professional ship-engineer, Wolfgang Bohlayer, but it was drawn some 30 years ago and since a lot of new information has become available. Rather, I develop the bits and pieces en route, interpreting original drawings and photographs.
In addition, messing around with large volumes of corrosive liquids in a rented appartment is not necessarily something one wants to do. So, I worked with (large) stamp-sized masks and in old film-containers with say 20 ml of solution at a time. With some experimentation, I got the processes reasonably right. The main challenge, however, was the quality of the masks. I never really managed to get the black sufficiently dense and I tried all sorts of printers, laser as well as ink-jet ones. I gather my parts were also rather ambitious, trying to get the most out of the technique with surface etching, rather than simply 'cutting out' parts. Thinking, that for small parts a simple UV-lamp would be sufficient didn't get me very far. Results improved, when I bought a proper exposure box (as used by electronics amateurs for making printed circuit boards).
So, this time I will leave making the mask and the actual etching to some professionals. This means I have to make a lot of drawings in order to fill at least an A5, if not an A4 sheet to make it cost-effective. Still it will be a challenge, as I will be getting to the limit of the technique. For instance, the minimum width for parts is the thickness of the sheet-metal. That is why the wire-mesh can only be surface-etched. Originally, the bars in the grilles would have a diameter of around 5 mm or so, which translates to around 0.03 mm. Another advantage of the home-etching is that one can choose sheet-metal of different thickness for different parts. For cost reasons I will have to settle on a single thickness of 0.2 mm and am designing the parts with this in mind.
Below is a picture of what these gratings look like on one of the russian-kloned Krupp-guns in the Suomenlinna fortress:
Quite flimsy parts at 1:160 scale ...
@jdulaney, I quoted that site at the beginning of my post and the original drawing of the gun originates from there. Indeed, the site points to WESPE-page on my own Web-site.
-
 wefalck got a reaction from popeye the sailor in Varyag 1901 by Valeriy V - FINISHED - scale 1:75 - Russian Cruiser
wefalck got a reaction from popeye the sailor in Varyag 1901 by Valeriy V - FINISHED - scale 1:75 - Russian Cruiser
Well done ! What's the radius of it ? Just to get a better idea of the scale.
-
wefalck got a reaction from popeye the sailor in Varyag 1901 by Valeriy V - FINISHED - scale 1:75 - Russian Cruiser
Nice metal-work ! How did you do the bearding/rail on the sponsons ?
-
wefalck got a reaction from popeye the sailor in Varyag 1901 by Valeriy V - FINISHED - scale 1:75 - Russian Cruiser
Thanks, that confirmed my assumptions.
-
wefalck got a reaction from mtaylor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
I gather in the part of the World I am currently living in, the 'golden' would be pronounced something like 'do-raad', with a short, open 'o'.
BTW, why are these vents collade 'dorade-vents' ? Haven't heard this term before.
-
wefalck got a reaction from mtaylor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
Ahh, haven't thought about sinking a round mill into the wood block and then cutting it into half. Yes, of course, you also need symmetrical parts persumably for both sides of the deck-house.
You are right about the machineability of cast Plexiglas (type GS as opposed to XT for the extruded one). My father used to work for a daughter company of Röhm GmbH, the original manufacturer of Plexiglas™. Thus I had access to the material and their extensive application handbook, which deals with all sorts of machining and (hot) shaping etc. Therefore, also a certain affinity to that material. Being chemically close to acrylic paints, I found it also paints well with these.
Actually, etching fluids are not particularly 'toxic', but, of course, they can eat holes into tools, workplaces and the skin. I am rather cautious working with them in a rented city appartment ... that's why I will give this work out this time.
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
Very nice sheet-metal work on a type of vents that was new for me. The real challenge for me would have been the making of the hollow hardwood formers ...
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
I think my great-grandfather and my grand-aunt would have commended you on the leatherwork - they ran a glove-factory (until they had to give in to the Asian competition). Very neat.
-
 wefalck got a reaction from Piet in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
wefalck got a reaction from Piet in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
That's the trouble of working at such a large scale: you can/have to represent all the details, but things are only an eighth of size ... 😏
Good job on the 'leathering' !
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
I love this metal-work, looks like the real cast thing !
One thing that occurred to me: the open end of the shackles looks a bit wide, which results in the shackled being pulled in an oblique direction to the bolt; in real life this could result in the bolt being bent, so that one cannot unshackle it anymore ...
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
Nice solution indeed, it looks much more ship-shape now 👍
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
Some sort of wooden bolsters left and right atop the holes might do the job. Isn't there any respective information on the prototype ?
-
wefalck got a reaction from Piet in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
That's Dutch style, the setting-up of the forestay. However, I had exactly the same thought as 'druxey'. The Dutch drill(ed) holes through the stem (which is normally then wider at the top as for those of other nations), which is akin to a fixed dead-eye.
I don't comment on the quality of the work, it speaks for itself ...
-
wefalck got a reaction from popeye the sailor in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
I gather in the part of the World I am currently living in, the 'golden' would be pronounced something like 'do-raad', with a short, open 'o'.
BTW, why are these vents collade 'dorade-vents' ? Haven't heard this term before.
-
wefalck got a reaction from mtaylor in What rigging goes where? Was it standardized?
A certain standardisation and composing gangs of men of different levels of knowledge and experience. Most parts were too heavy to handled by one sailor alone, so one would group experienced and unexperienced sailors together. Experience comes very fast with the nine-tailed cat being around ...
There were no formal qualifications and exams for sailors of non-officer grades. They were moved on in hierarchy, if their superiors were satisfied with their qualities.
-
 wefalck got a reaction from paulsutcliffe in What rigging goes where? Was it standardized?
wefalck got a reaction from paulsutcliffe in What rigging goes where? Was it standardized?
A certain standardisation and composing gangs of men of different levels of knowledge and experience. Most parts were too heavy to handled by one sailor alone, so one would group experienced and unexperienced sailors together. Experience comes very fast with the nine-tailed cat being around ...
There were no formal qualifications and exams for sailors of non-officer grades. They were moved on in hierarchy, if their superiors were satisfied with their qualities.
-
 wefalck got a reaction from Chasseur in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
wefalck got a reaction from Chasseur in Bristol Pilot Cutter by michael mott - 1/8 scale - POF
I gather in the part of the World I am currently living in, the 'golden' would be pronounced something like 'do-raad', with a short, open 'o'.
BTW, why are these vents collade 'dorade-vents' ? Haven't heard this term before.
-
 wefalck got a reaction from KeithAug in SMS WESPE 1876 by wefalck – FINISHED - 1/160 scale - Armored Gunboat of the Imperial German Navy - as first commissioned
wefalck got a reaction from KeithAug in SMS WESPE 1876 by wefalck – FINISHED - 1/160 scale - Armored Gunboat of the Imperial German Navy - as first commissioned
@Pat, I have been thinking of a similar route for the mill/lathe. When I looked at this a few years - technology may have evolved since, the 'shutter speed', i.e. the number of frames per second, was a bit to slow for machine work. You get the image with some delay. That would not matter though for inspection work or slow manipulations.
I also had at some stage a screen projector, i.e. a microscope that projects the image onto a screeen. I thought of using it in the same way as the mentioned digital version. Perhaps it was not adjusted well enough, but in the end I did not find it very useful, also because it took up a lot of bench space. So it was sold again.
@Valeriy, you are right the grating in your picture looks quite new (where was this taken ? There must be other places with Krupp-klones or original Krupps around the former Russian Empire). This particular one looks like a restoration. However, as one of the few detail pictures of the WESPE-class guns shows, this is the original pattern:
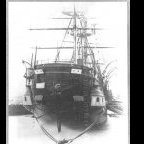
This pattern of grating can be also see on the large-scale instruction model that was made for the Danish navy at about the same time:
Krupp was happy to sell his guns to Denmark who has been in war with the German states only a dozen years earlier. The Danes armed one of their first armoured battleships with these 30,5 cm guns. The good thing about this is, that the Danish archives in this way preserved some material on these guns. The lower carriage, however, is different from that of the WESPE-class, because it was housed in a revolving turret, rather than in an open barbette.
@paulsutcliffe - thanks for your kind words !