


AON
-
Posts
2,875 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Everything posted by AON
-
 Top timbers that thin will likely catch on something (shirt sleeve) and snap off
Top timbers that thin will likely catch on something (shirt sleeve) and snap off -
all columns installed moving on to the next challenge

-
I've noted that the columns seem to be referred to as pillars or stanchions, dependant on where you look. The ones I installed below the Orlop deck were simple square sectioned. These now being installed between the Orlop and Gun decks are square for the first and last 12" of their height and have the corners chamfered or bevelled in between. The ones that will install on top of the Gun deck will be square sectioned for the first and last 12" and turned round in between with some steps creating a ball type shape at the top and bottom of this centre length. I find that having measured the gap between decks is making the installation much quicker.

-
All main gun deck beams have been installed. Working on making the support columns.
-
Curious: What CAD program are you using to create your 3D model?
-
Thanks for not drawing attention to them! I am certain I can make them disappear with smoke and mirrors .... or a well placed deck plank.
-
Pictures tell the story... Arms installed. Now to get the other beams placed , then the columns then the ..... and the list goes on.




-
It's all wizardry!
-
Just coming through the other side of a rather unseasonably cold week. Below is my set up for cutting my notches. One short timber sample of each size carling. I marked the centerline and inside carling edges when originally mounted on the model. I didnt mark most outer edges. Pencil and mini square to complete marking the locations. I use the sample pieces to locate the outer edge accurately and then draw my lines. I use my vernier, set at 0.04"(2.5" at 1:64 scale), to scribe the depth into the top of the beam at each notch. If I overshoot my cut I will approach 3" depth which might be more accurate. I use my 1/4" chisel to press in at the edge limits of the notch. My notches are mostly bevelled as opposed to proper square pockets of which I have some in the deck hook and beam arms. I set the end of my beam against the dead stop (clamped block) so I do not need to hold the piece down by hand to keep it from sliding on the cutting matt. Slice in once from one side, turn it around, slice in the other side, use mini files to clean up, use mini chisels to re-sharpen the filed corners of the notch if they got rounded off. Double check my notch width with the sample pieces. Use my eraser to remove the pencil marks. This works for me , and I find I am a bit steadier on this deck having had the orlop to practice on. Below are the first group of beams installed. Once they are all in I will fit and install the column posts, carlings, knees, ledgers and stairways.


-
Thanks, but the question is can I do it again?
-
It is difficult to get anything done on this build when the sun is out. I have 10 of 26 beams notched. I should have taken a photo of that process... will do the next time I set up outside on the patio. Reassembled the three beams at the bow and dry fitted the arms so they could be notched for the carlings. Progress is slow... but it is summer.

-
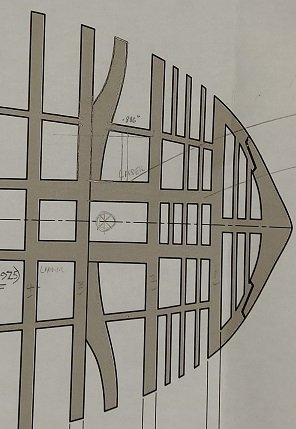
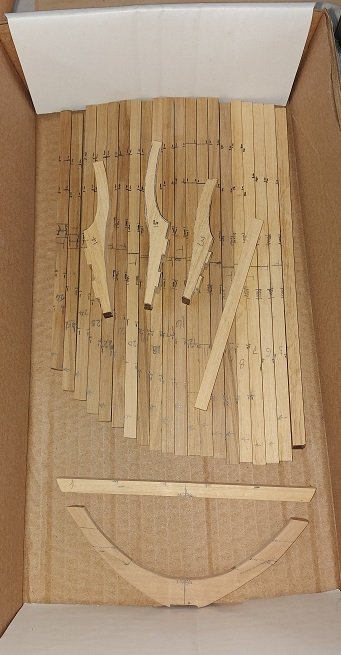
Been a couple weeks since I posted. I had completed the deck hook in three pieces. I marked all the carling locations and started removing the beams when I realized I hadn't made the three beam arms Here my templates were laid over top. The beam arms (pairs still rubber cemented together) are made and all stored with the beams in a box. I must now cut the notches ... cleanly this time Oh, and I prepared stock for the carlings and ledges. I will also need to install the knees between the beams after they are re-installed. I been preoccupied starting to make Christmas gifts in the shop. Had to start early and have to be sneaky about it so no one accidentally sees their gift.



-
Cat whiskers go to a fine point. Paint brush hairs are cut blunt and thicker at the ends. Which ever is appropriate for the job at hand.
-
One fellow working with CA on tiny parts used cat whiskers as an applicator for tiny deposits. If you know someone with a house cat the whiskers fall off regularly and new ones grow in so if they spot them on the floor ask them to save you a few. They are quite fine and stiff!
-
I know I'm standing back quite a distance but it looks damn good from Ontario! 🤣 Will you be using any of the techniques shown at one of te NRG Saturday Zoom workshops. They have a video on the website if you want a refresher.
-
Yes, that is what I am now watching. Interestingly.... I have a electric soldering gun with heat adjustment and a variety of tips, including a hot wire cutter!
-
all gun deck beams fitted (tack glued in place) Working on the deck hook and eking (spelling?) pieces at the bow then I'll mark the centerline and carling locations, pop them off and notch them.

-
Kevin We have a member in the MSON club with one. They used it to make their copper tiles. Would you like me to dig up the name and send you his contact info? Alan
-
I had a few machinist tools I used regularly in a different life. Two dial verniers, a tee micrometer depth gauge set and the spring loaded telescoping (hole) gauge set. Occassional I find a use for them in retirement.
-
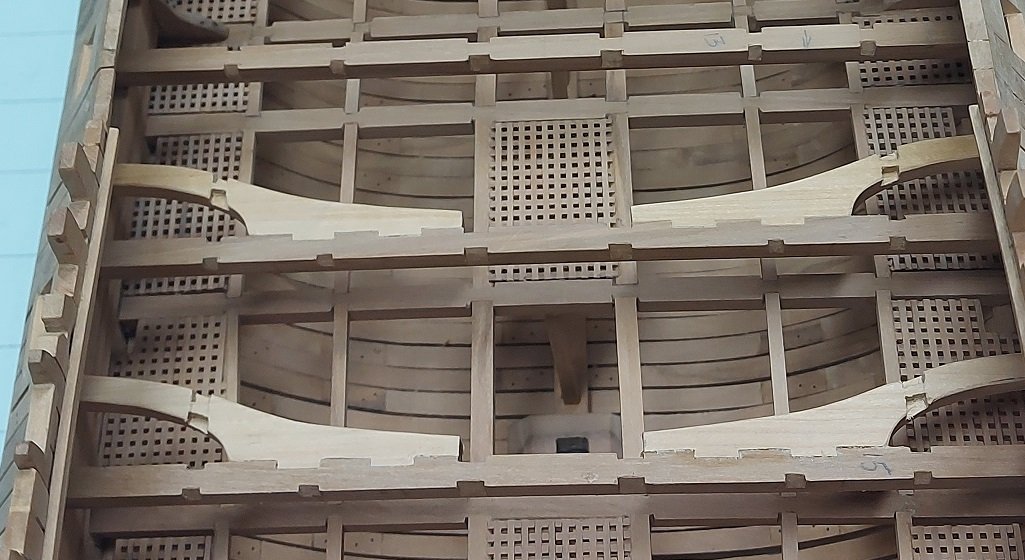
Gun deck beams fitted and tacked in place. I used the small square to align the aft edge with the beam below so the gun deck hanging knee misses the standard orlop deck knee below. (The first beam aligns with the one below. The second and third do not. Those after do again) Telescoping gauge used to measure the gap between the orlop and gun deck beams for the height of the columns. These beams are slightly fancier, square at the top and bottom and some turning in between. Quite a bit to do before columns!


-
Just recovering from another eye injection, 44th to date. This one was the best reaction/experience to my recollection and so I hope it means I might be getting better as opposed to the doctor has finally got enough experience 🤣 The last thing I did on my build was add the columns under the orlop deck beams (photo below). These were not fancy, simply 9" square at the base and slightly tapered upwards, but I didn't bother with the tapering detail. (I also started fitting the gun deck beams but no photos as yet) I am now contemplating the purchase of a slightly used Soling 1 metre R/C sailboat as our club (Model Shipwrights of Niagara) has had a few members out sailing on the local recreational canal this summer and I've been out taking photos and videos of the events. I've got all my costs figured out, and my accountant is on board with the expense. I'll be test driving it on Tuesday morning. If interested you can view a 4 minute video of the club's first r/c boating event here: https://vimeo.com/957260258?share=copy

-
Yes I did, but your method seems so much better than what I did. I hope to remember what you've recommended for the next time!





