HOLIDAY DONATION DRIVE - SUPPORT MSW - DO YOUR PART TO KEEP THIS GREAT FORUM GOING! (Only 72 donations so far out of 49,000 members - Can we at least get 100? C'mon guys!)
×
Rik Thistle
-
Posts
867 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Everything posted by Rik Thistle
-
 OC, Patrick, Thanks for the comments. I had a quick look at the history of the Sherman kit before I started building it and saw it had been about for decades. I didn't realise it was Airfix that had created the original moulds. I did see that Matchbox were involved somewhere along the line .... https://www.scalemates.com/kits/revell-03299-sherman-firefly--1324065 I'm now fascinated by the websites that keep track of a kit's history...they are doing a good job. It's quite amazing how a product can be milked for so long, but if it has a market then fair enough. The details on the parts seemed reasonably sharp so I guess the original moulds have stood up well - they wouldn't make new moulds, would they? For the few £s I paid for it, I'd say I got decent value out of it. Regards, Richard Edit: Found the Airfix timeline also on Scalemates...https://www.scalemates.com/kits/revell-03299-sherman-firefly--1324065/timeline I wonder how Revell and Airfix can sell the same product, but are separate companies?
OC, Patrick, Thanks for the comments. I had a quick look at the history of the Sherman kit before I started building it and saw it had been about for decades. I didn't realise it was Airfix that had created the original moulds. I did see that Matchbox were involved somewhere along the line .... https://www.scalemates.com/kits/revell-03299-sherman-firefly--1324065 I'm now fascinated by the websites that keep track of a kit's history...they are doing a good job. It's quite amazing how a product can be milked for so long, but if it has a market then fair enough. The details on the parts seemed reasonably sharp so I guess the original moulds have stood up well - they wouldn't make new moulds, would they? For the few £s I paid for it, I'd say I got decent value out of it. Regards, Richard Edit: Found the Airfix timeline also on Scalemates...https://www.scalemates.com/kits/revell-03299-sherman-firefly--1324065/timeline I wonder how Revell and Airfix can sell the same product, but are separate companies? -
Thanks Alan, It was a fun build and I learned a little about building plastic models. Looks like I'm probably off to North Africa for the next kit...it should be warmer there. Richard
-
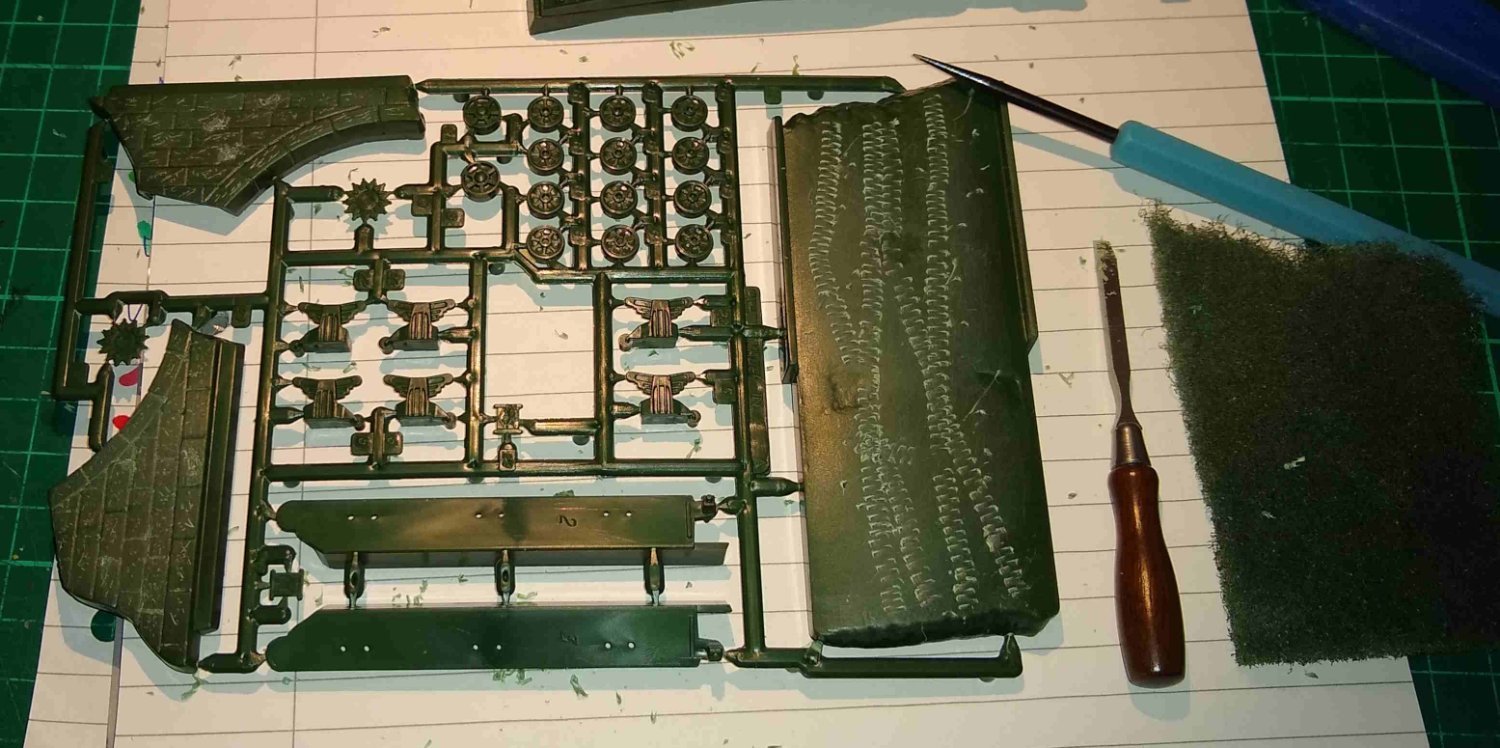
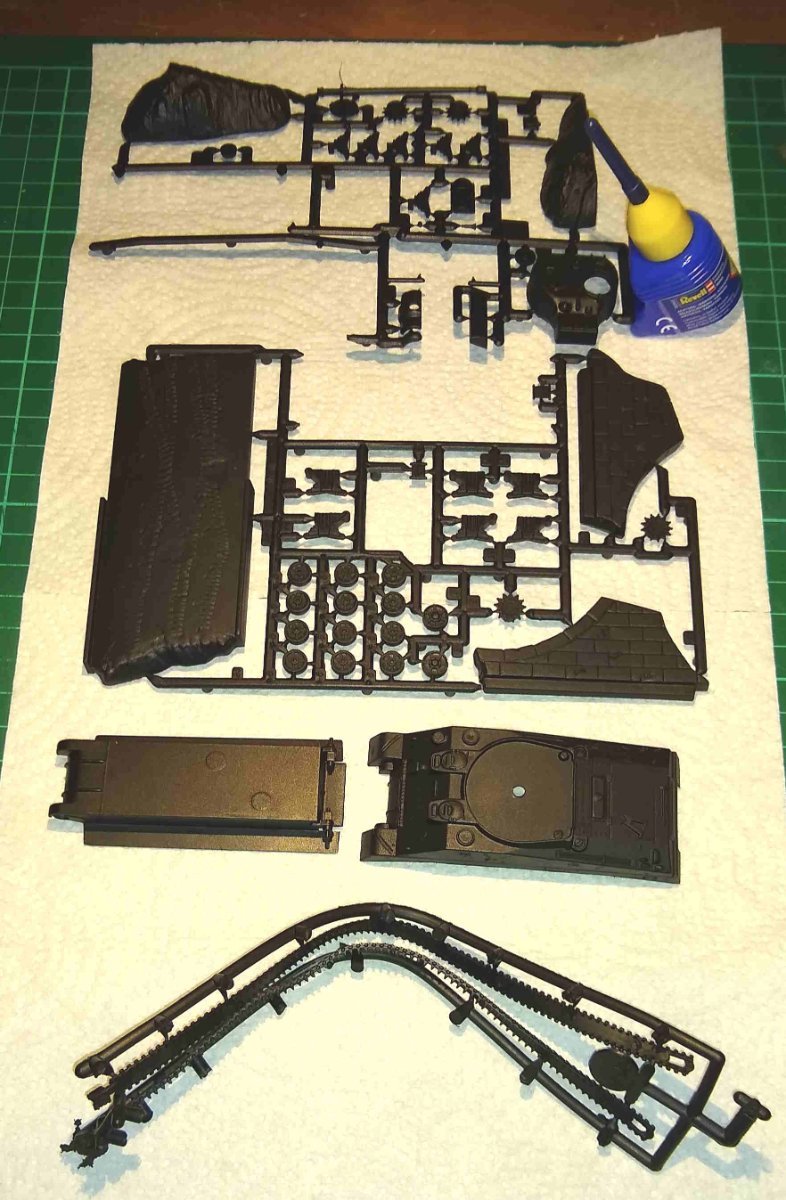
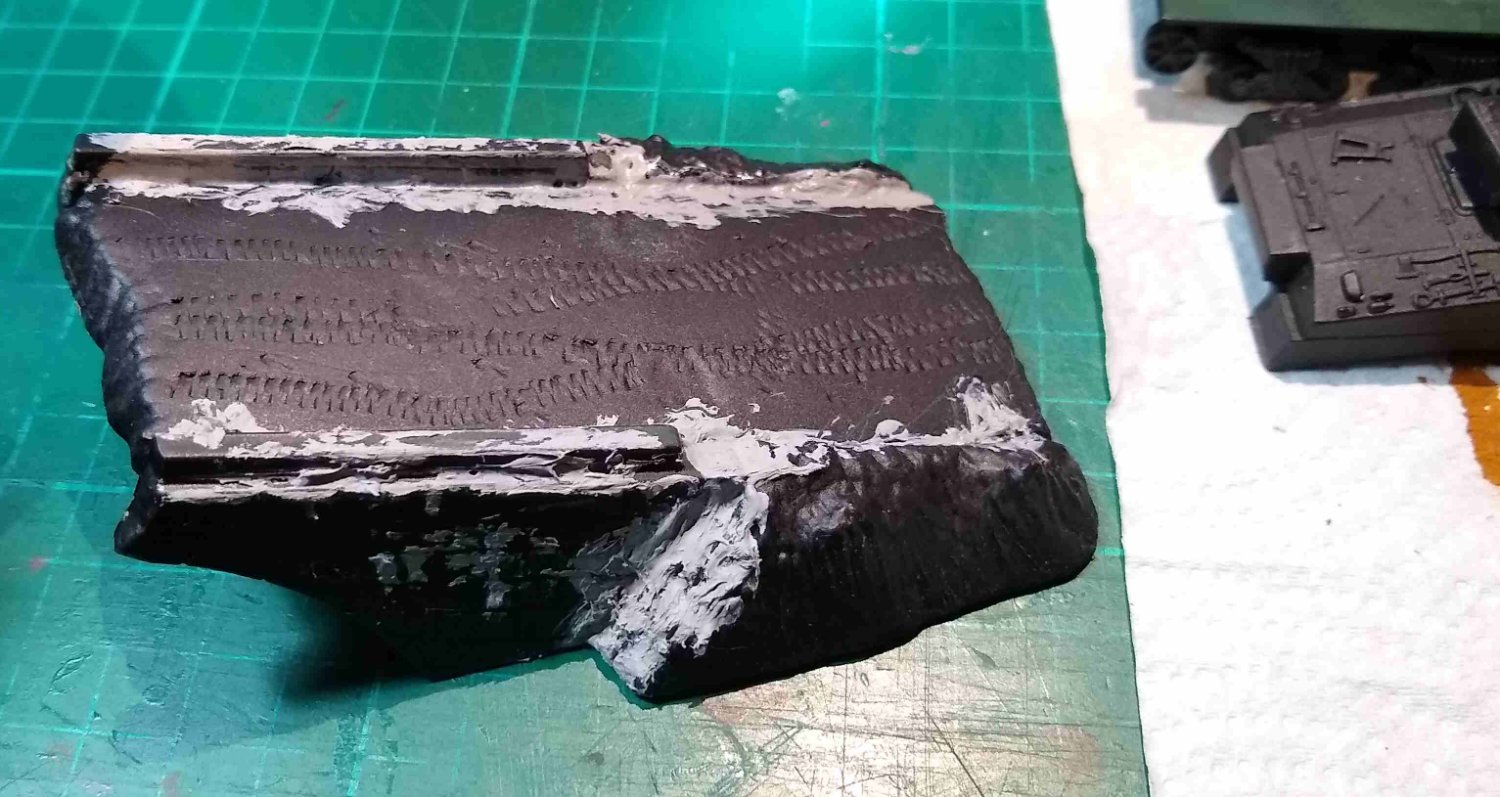
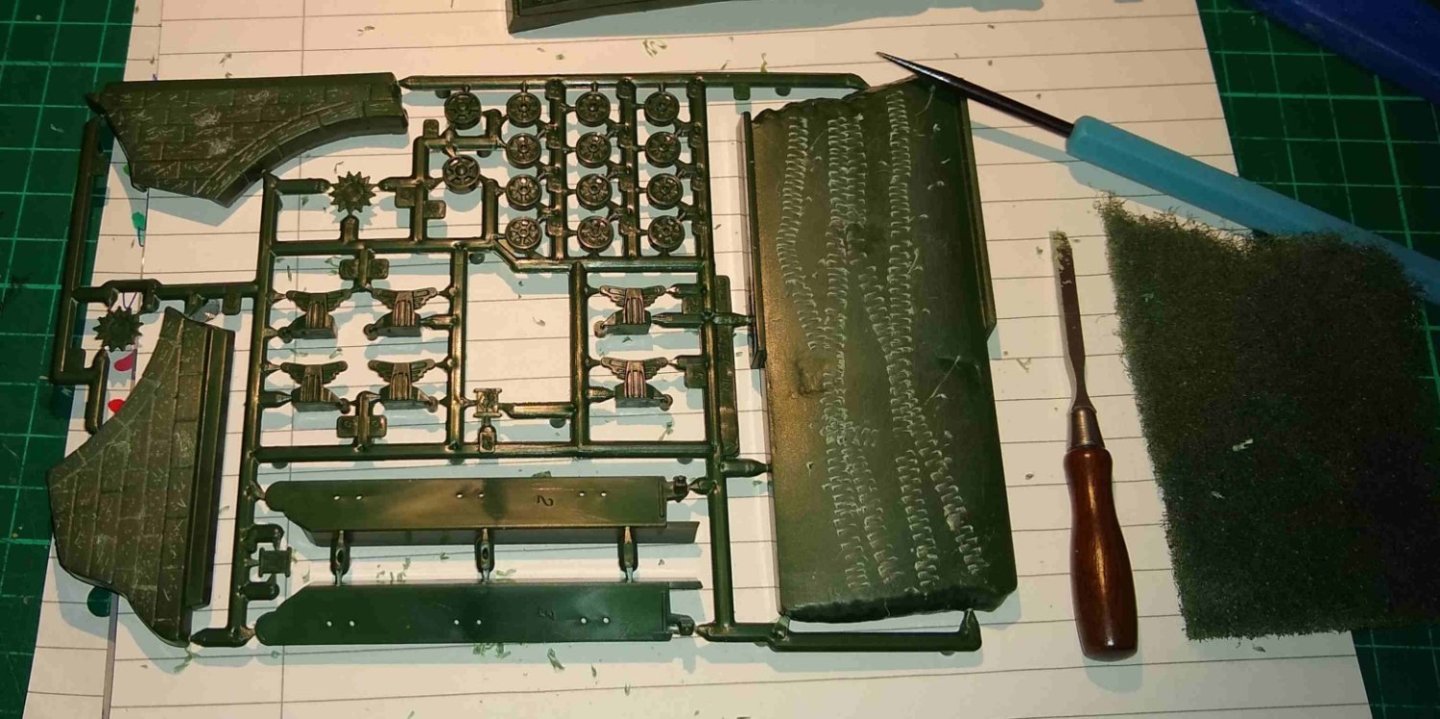
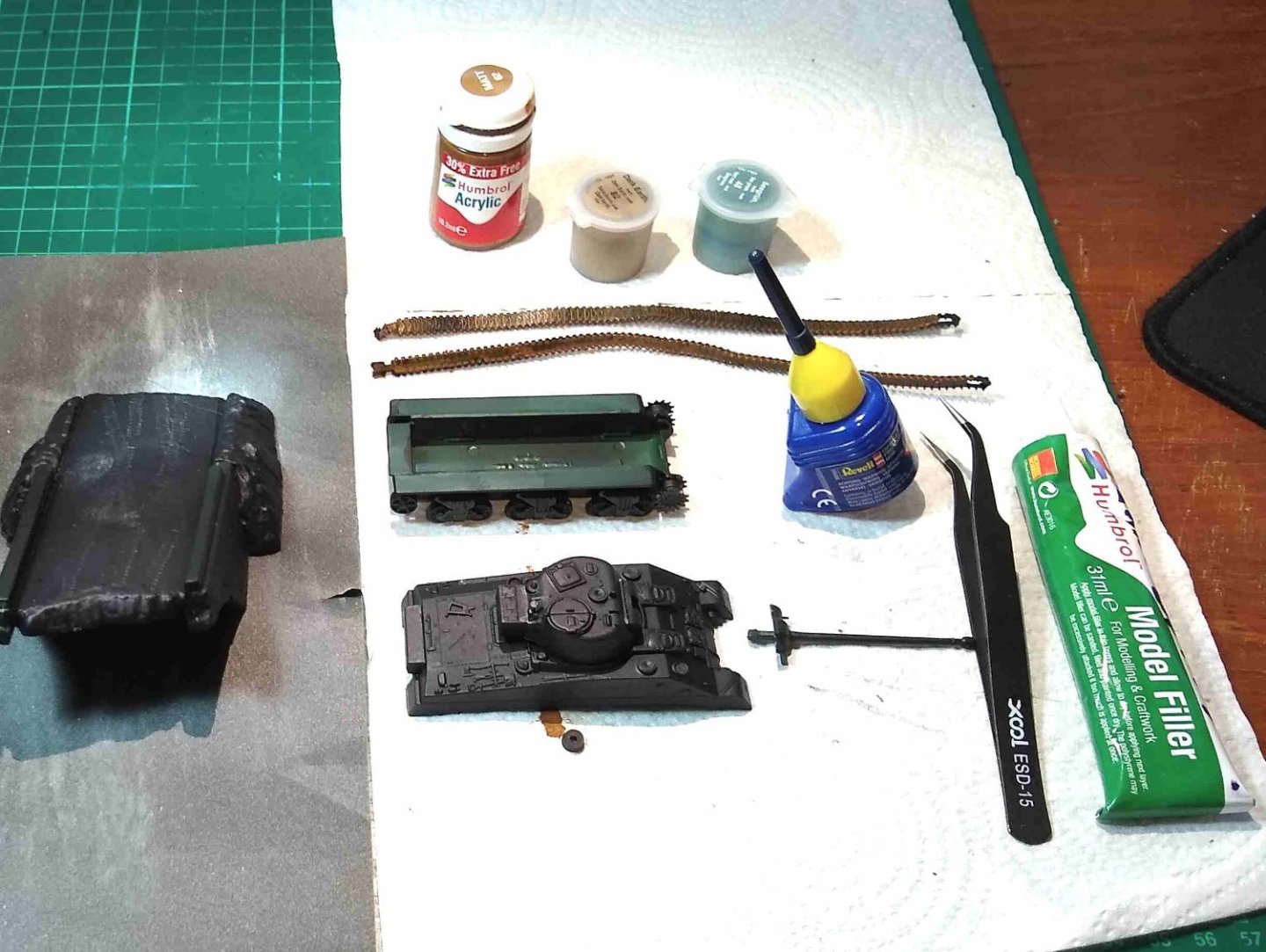
Having read through a number of the excellent plastic kit builds on this site I felt I should try my hand at it. I found the diorama compositions and weathering particularly interesting. I built Airfix kits as a child but haven't been near one for decades. However RGL - Greg, on his Panard EBR11 build .... https://modelshipworld.com/topic/35001-panard-ebr-11-by-rgl-finished-hobbyboss-135/ .... was kind enough to point me to Night Moves https://www.youtube.com/@NightShiftScaleModels/search?query=guide .... for some tips. I felt I should start at the bottom in terms of skill level required and financial outlay, so sourced the Revel kit below. It comes with two paint colours, glue and a paint brush. My attempts to scruff up (weather) the plastic and use a small chisel to simulate tank tracks across the bridge...those tracks eventually mostly got lost after I dumped a lot of soil on the bridge. After washing the plastic in warm soapy water (to remove mould releasant) I applied a coat of matt Black spray paint. Drilling holes in the 'wheels' so they would sit properly on the axle stubs. As an aside, the Revell glue smelt really bad, as in toxic bad. The USB fan to the left was used to try to direct the fumes away from me, plus an open window. The cannon parts about to be assembled on to the tank body. And talking of toxic smells, the Humbrol putty (to the right) was even worse. Filling in cracks and gaps with the putty. And starting to add a bit of colour, plus a piece of dead Ivy that would become a 'tree'. Tree planted, and tank (now camouflaged) eyeing up the bridge. Transfers added. They are for the '2nd Fife and Forfar Yeomanry', Rheinland, 1945. And the finished article. Yup, I threw every colour known to man at the diorama, and even a bit of plastic grass 😉 Above, I took quite a lot of pics of the finished diorama, but decided on this one since it shows the tank mostly in profile, with the tree adding balance on the left. Part of a knot fell out of the base half way through, but I feel it adds character...at least that is what I am telling myself. Edit: I painted the base Black. And being on a roll, I then decided to then buy the kit below. Regards, Richard












-
Yes, Egilman...the Shaper!...I've had my eye on it for a while.... who knows? 😉 I'm currently trying my hand at small, beginner-level military dioramas....very beginner level. It's many decades since I built plastic models and things have moved quite a bit since then....especially the 'weathering' of them, which is fascinating....but its a long learning curve. Anyway, winter is arriving here so the machine shop will see much reduced activity till Spring. Thanks again for the comments and kind words, Richard
-
Chris, You are indeed a friendly neighbourhood moderator 🙂 Thank you, Richard
-
Dear MSW, I've just realised I entered my 'PM Research Drill Press by Rik Thistle - FINISHED -1895 - 1:12' ( https://modelshipworld.com/topic/35068-pm-research-drill-press-by-rik-thistle-finished-1895-112/#comment-1001205 ) in 'Modeling tools and Workshop Equipment' .... it should have been in 'Non-ship/categorised builds'. How can I correct this? Thanks, Richard
-
Pin Vise vs. Hand Vise?
Rik Thistle replied to Balclutha75's topic in Modeling tools and Workshop Equipment
The set of 4x pin vices that Ryland mentioned earier is useful since it allows your most commonly used drills to be left in each vice. And finger tightening is sufficient. However, once in a blue moon, the nut jams on the collet and is a devil to get off. The only other drawback is the other end of the pin vice can get a bit sore on the fingers if doing a lot of rotations. The vice with collets hidden inside is much more pleasant to use (ie rotate) but, as mentioned, sometimes needs a good bit of force to grip the drill bit. It is also slightly bulkier. I have both types...I'd say it's a 50:50 split decision, depending on the use case. Richard -
Hi Paul, Thank you. Yes, the slot for the drift was a little challenge. I should really add some Accessories to the drill eg Drift, Vice, Clamps for the ground level T-Slots, lubricant can etc....one day 😉 I've now run out of ideas what project to do next. I think I'm happiest with a max of 6 months or so project length, nothing too large (the Stuart Beam was as about as big as I'd go), I find Aluminium and Brass are more pleasant to work with...and I'm running out of shelf space in my study. I've got a few books of model plans so will have a look through those and see if anything catches my eye. All for now, Richard
-
Mark, Thanks for the kind words. It was an enjoyable project to work on. I think the elegant (but functional) lines of the machine makes it a very pleasing shape to look at. Richard
-
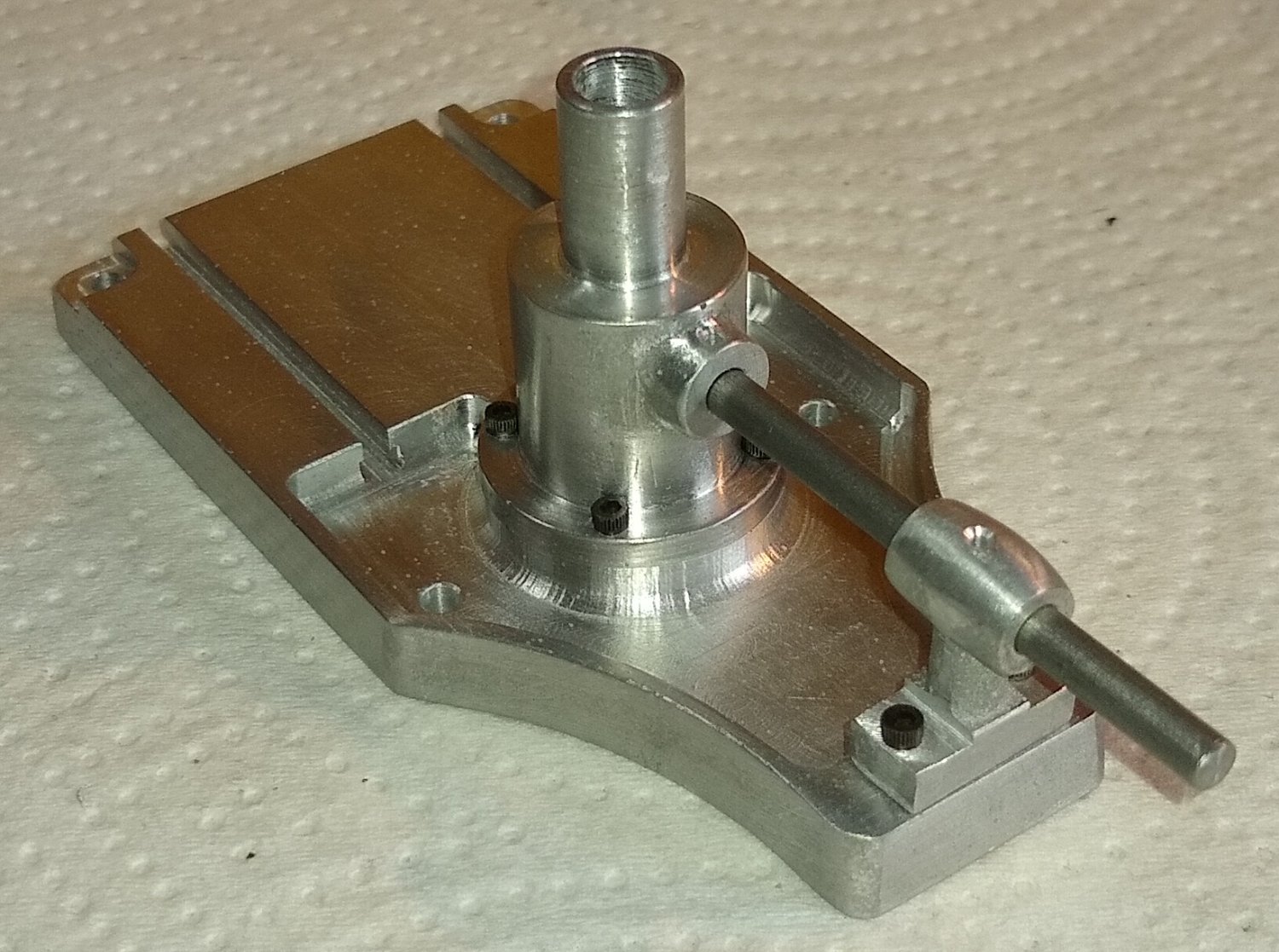
Hi all, A final post to wind up the build of the PM Research Drill Press model shown below. My parts, back from the paint shop. I had run out of my usual Satin Black spray and couldn't find the same brand with a reasonably short delivery time, so went with a different brand. I don't like it as much, but it will do for the time being. The drill, ready for some action. All the levers, gears etc work. I guess I should have made a small vice for the table? The finished model. And now moved to the 'workshop' to assist the Stuart Lathe and PMR Milling machine. The build was reasonably short but had enough little puzzles to keep my mind working. I'm really not sure what to do next - I've now done a couple of steam engines, three workshop machines and, earlier, two ships/boats. So off to have a good think and look around 🙂 Thanks to all for the Likes etc. Best regards, Richard





- 17 replies
-
- 10
-

-

-
Hi Paul, Good to hear from you. I watched the first few parts of Joe Pie's build and just had to try to follow his treatment of the base since it seemed so right. It was a bit taxing but worth doing. But I didn't watch his later episodes since I felt I should do my own thing, rightly or wrongly ;-). I've realised that very small taps are most vulnerable to lateral forces ie I always try keep them totally co-axial with the hole, usually using a home-made pointed locator in the chuck wrench top. With the tap's deceptively small root diameter it's amazing that they do as well as they do. I have a spray bottle with Paraffin in it always at hand for use on Ali. Certainly, with Mild Steel say, I try to make the tapping hole a tad bigger. Regards, Richard
-
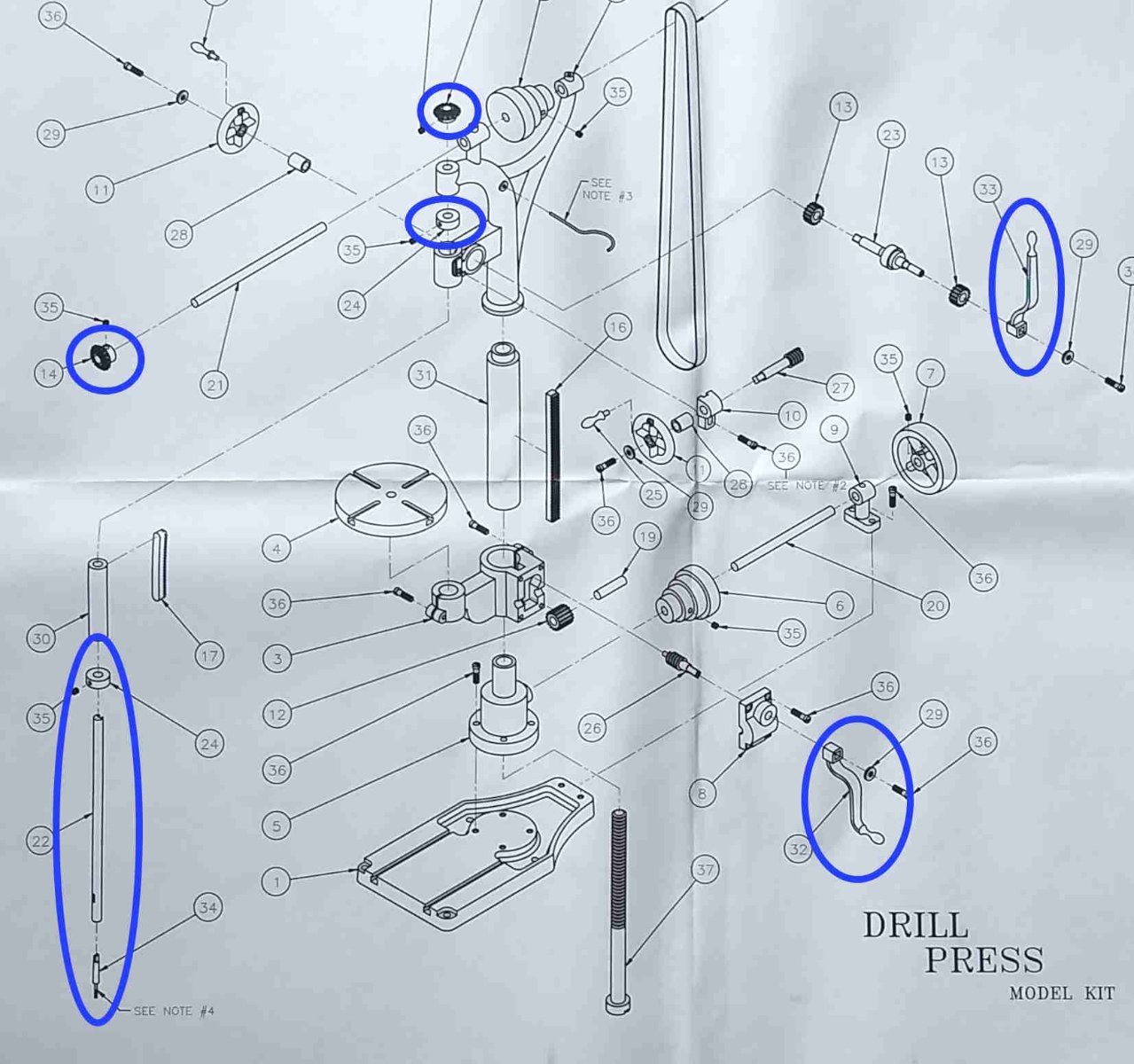
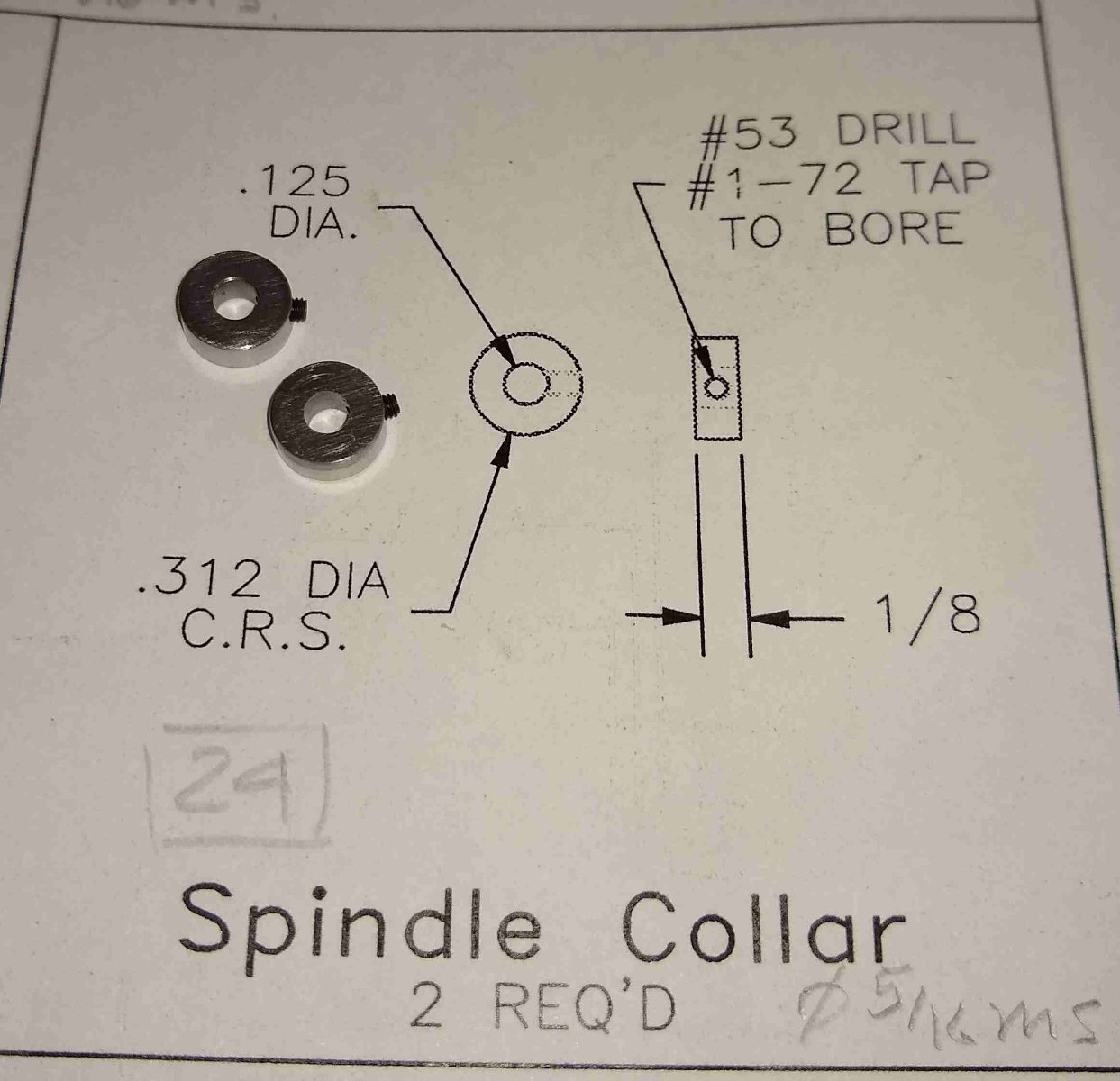
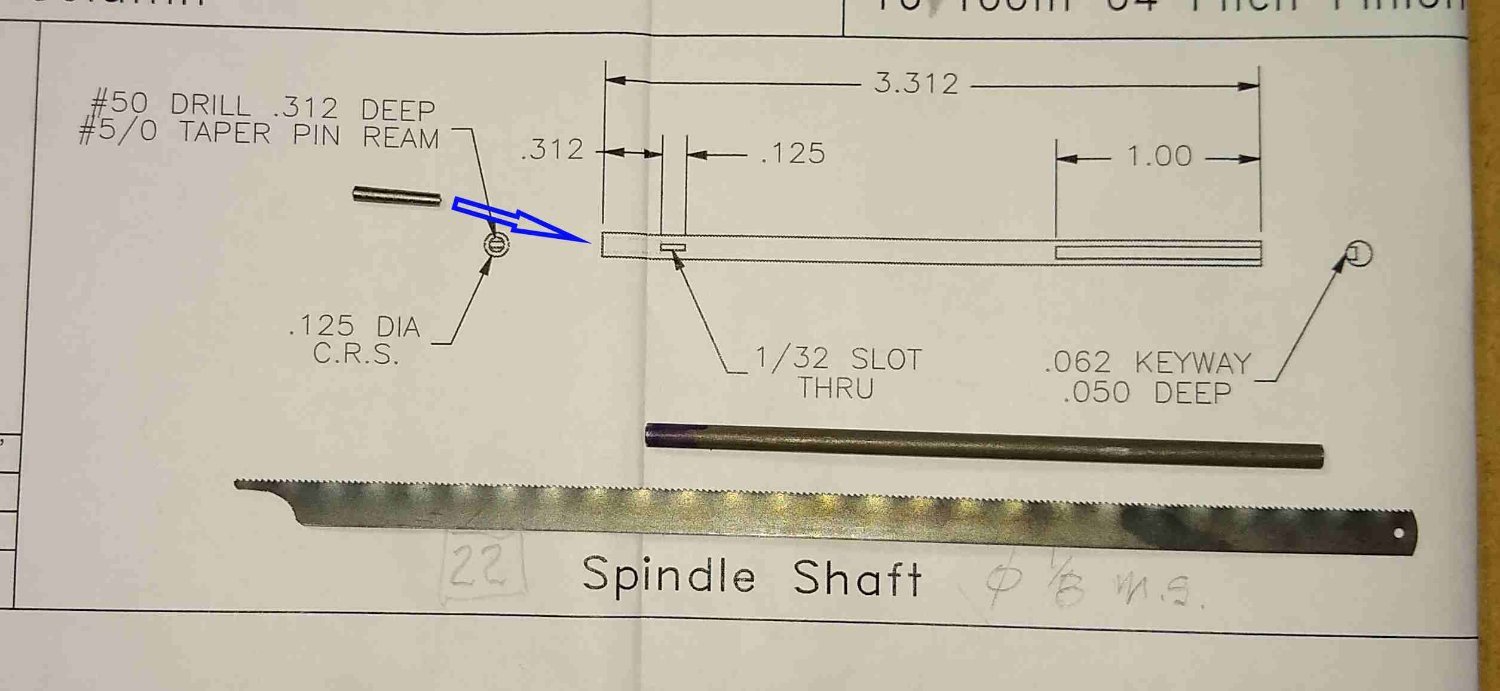
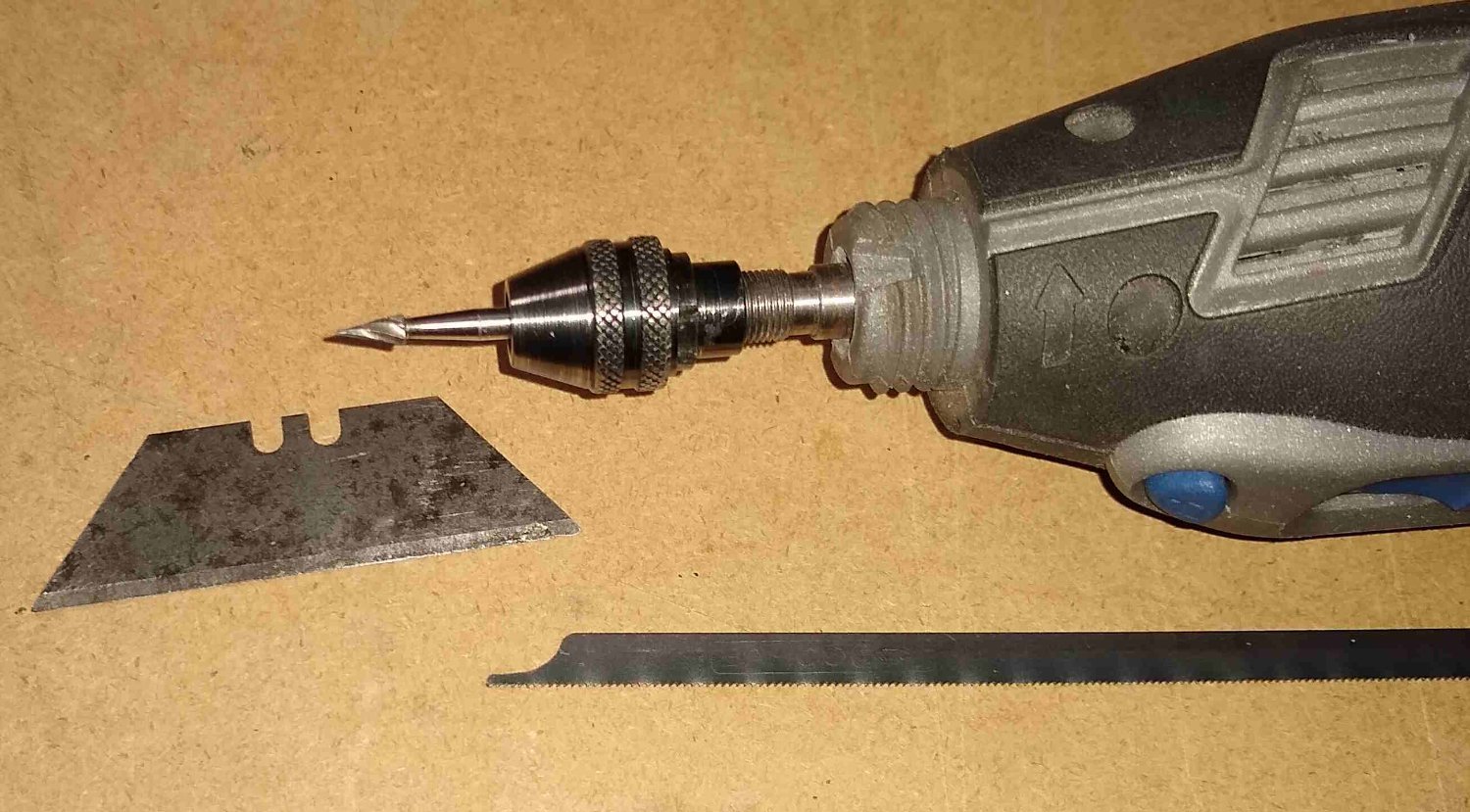
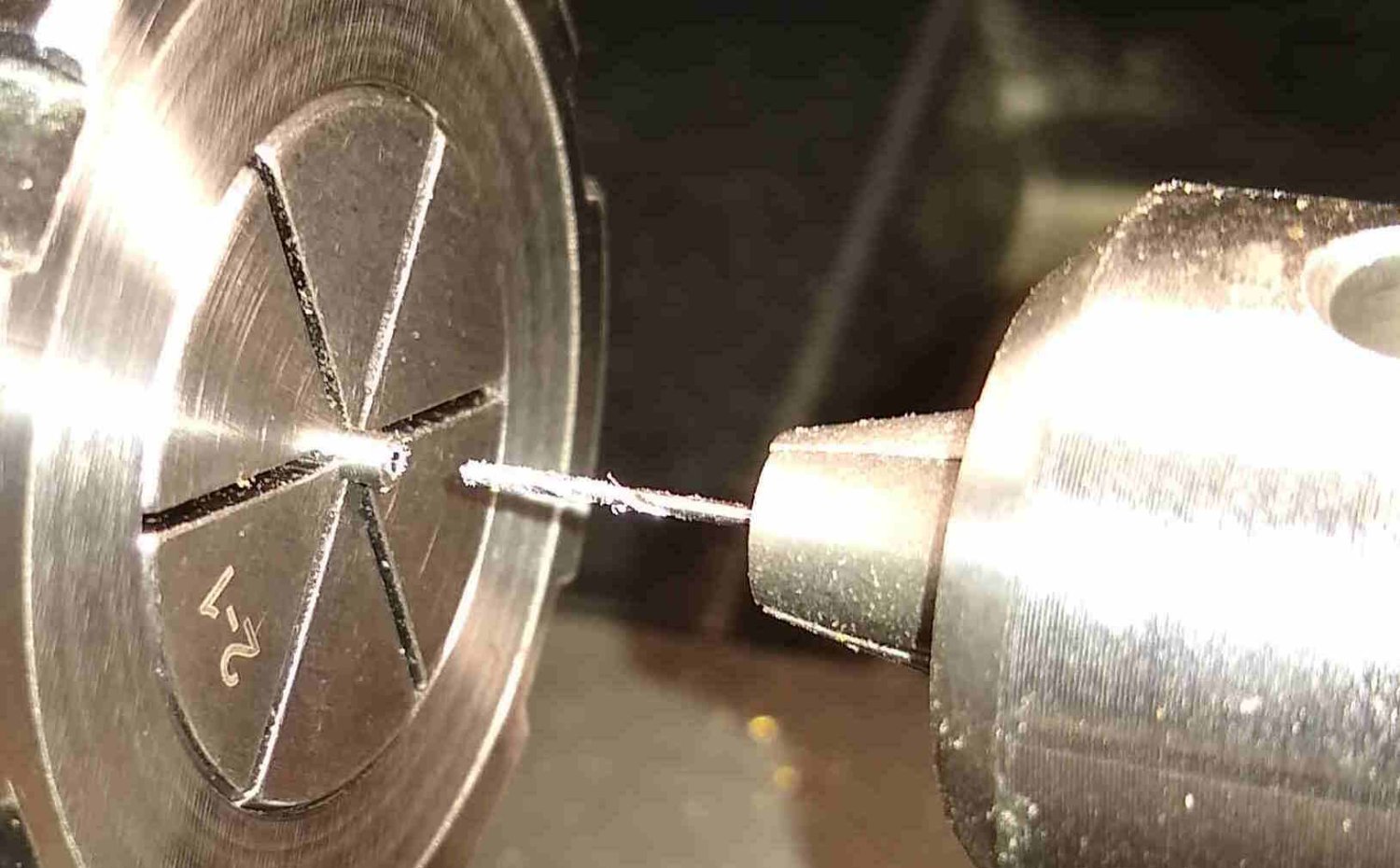
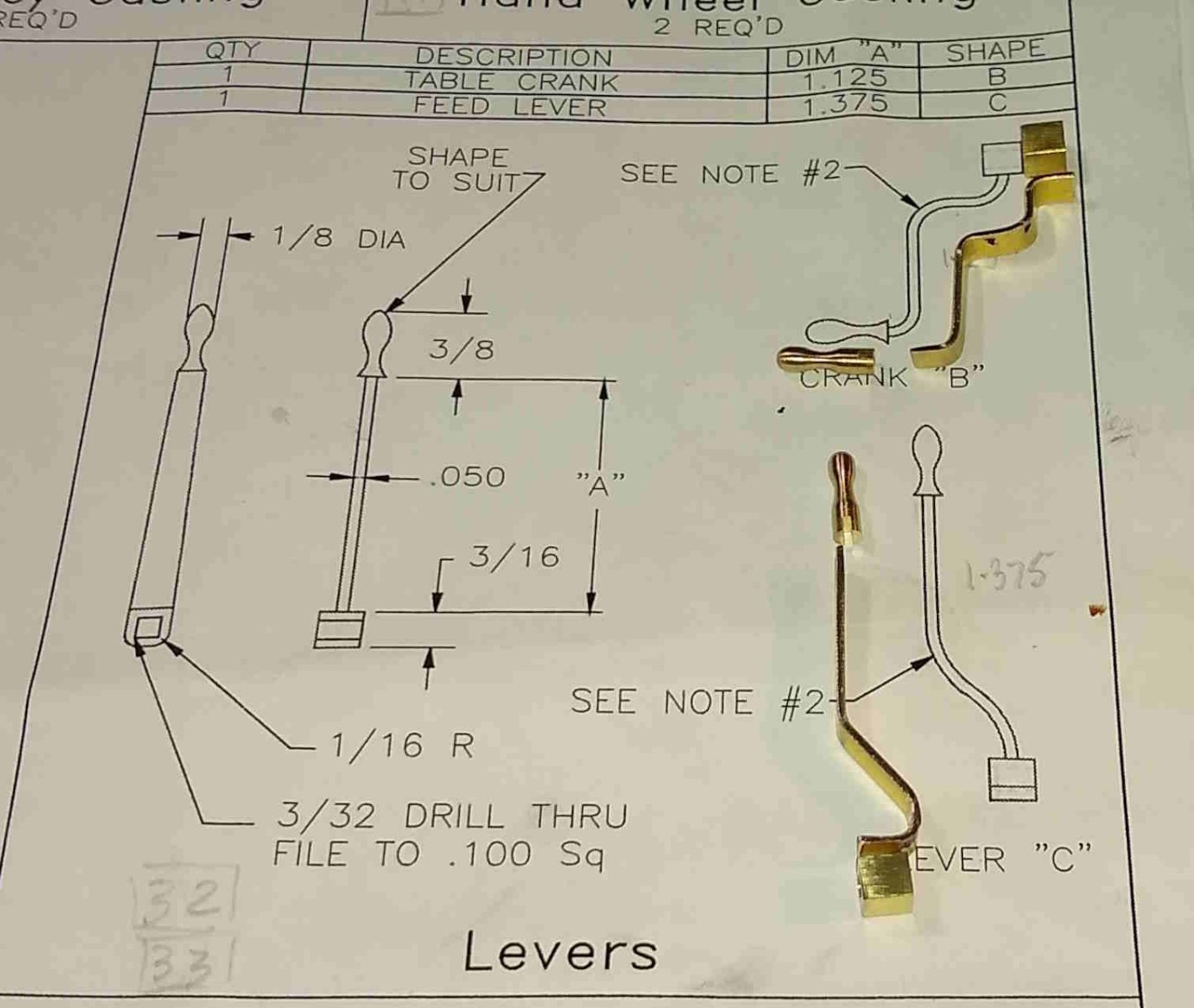
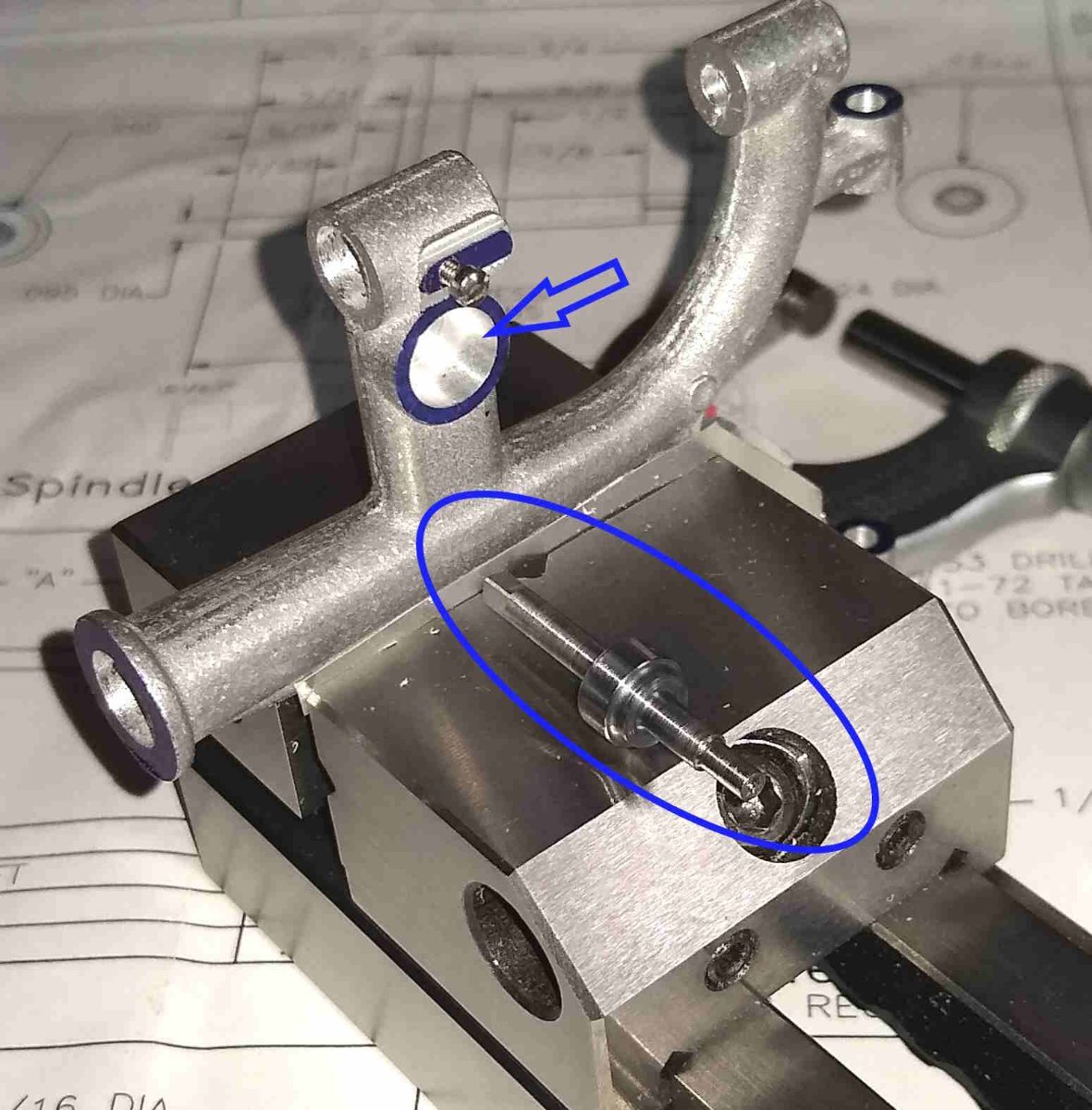
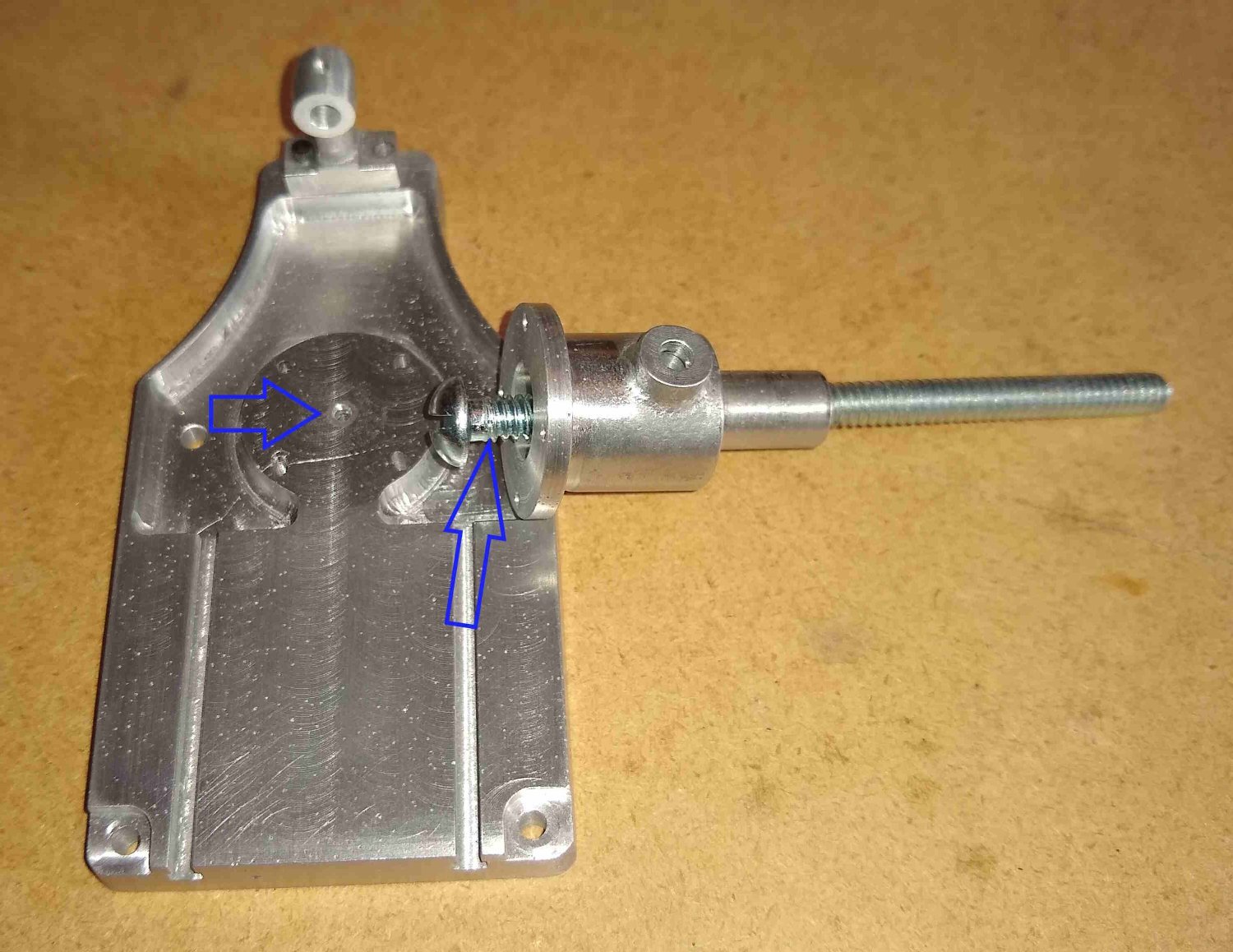
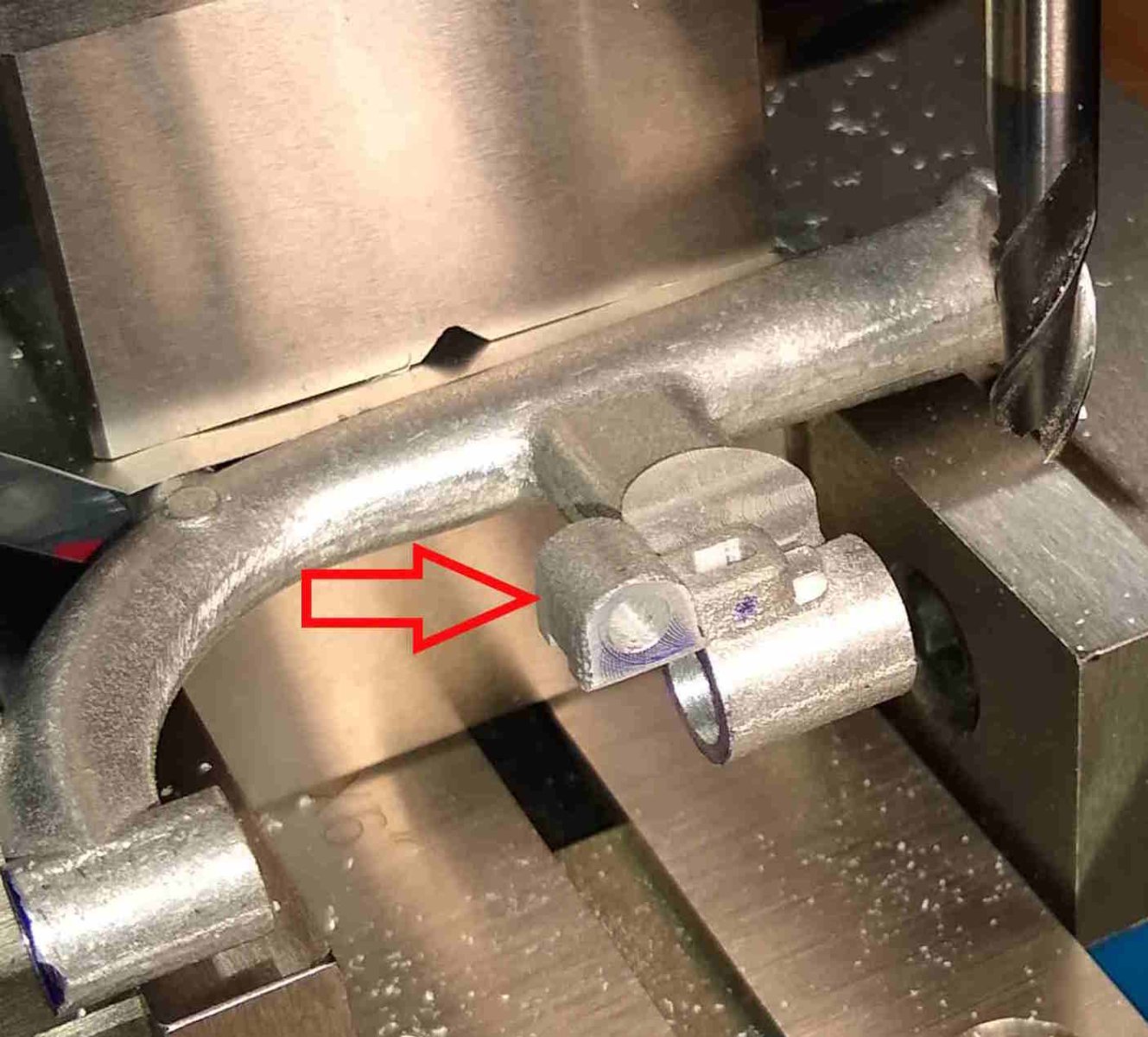
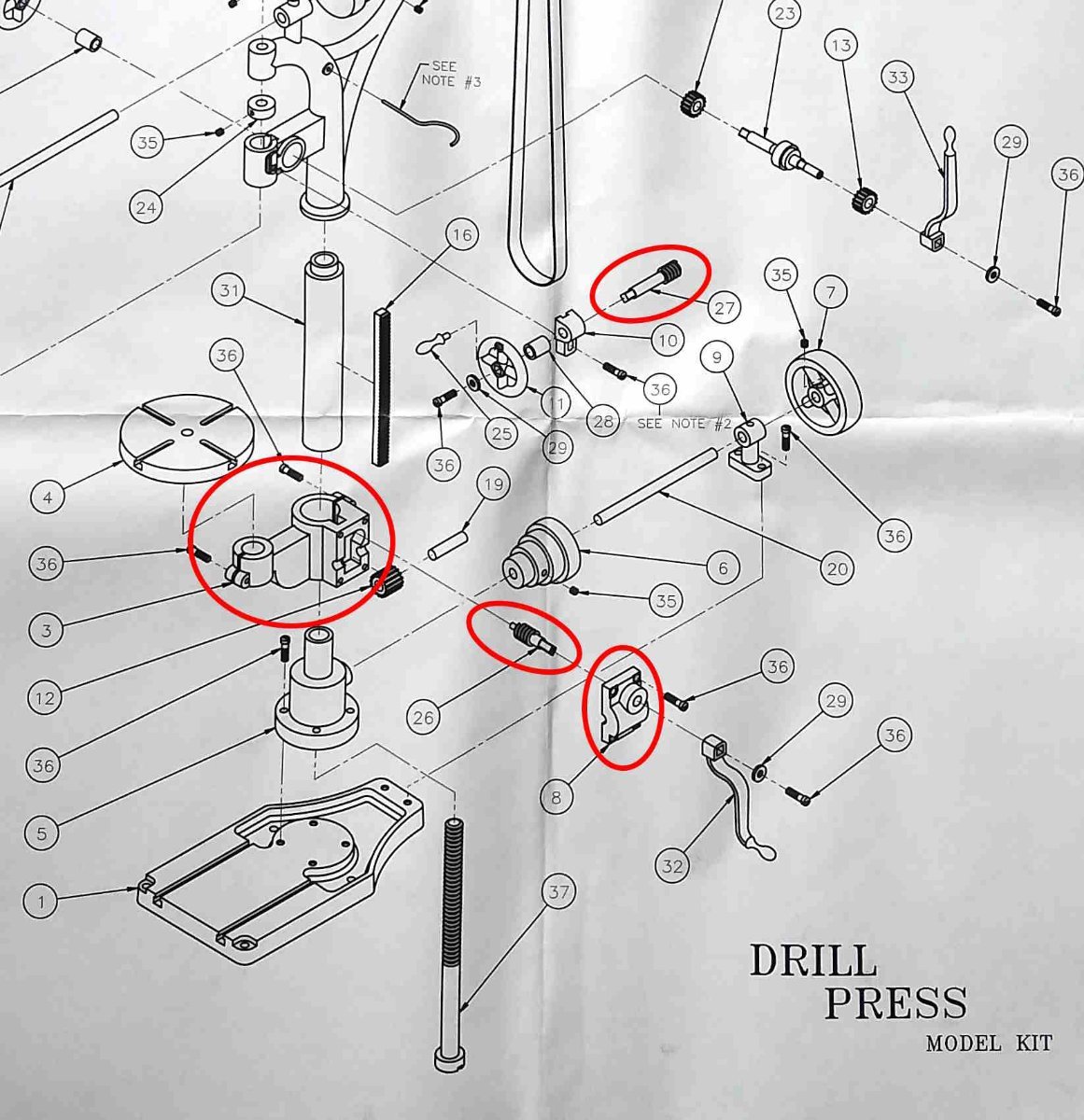
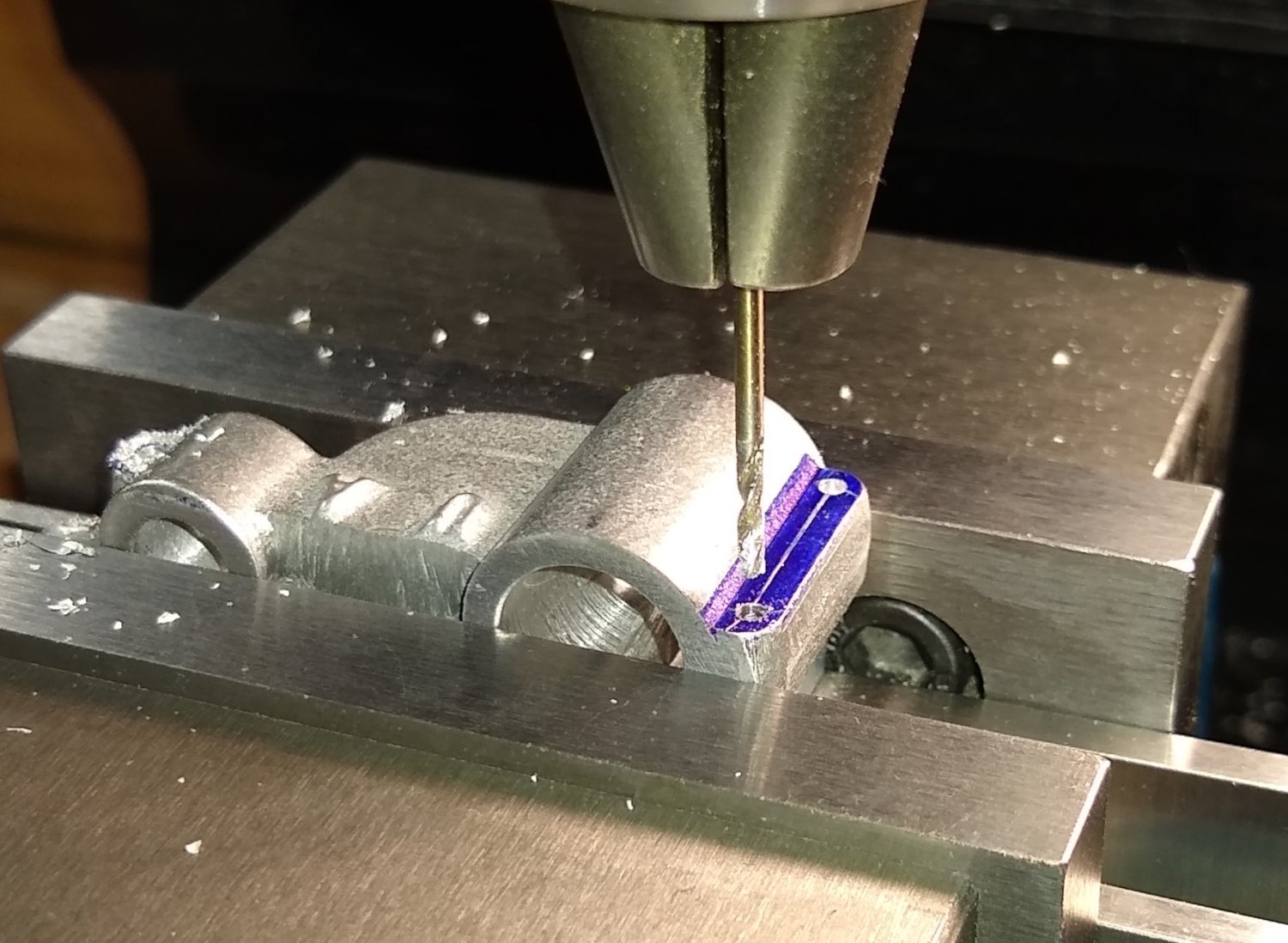
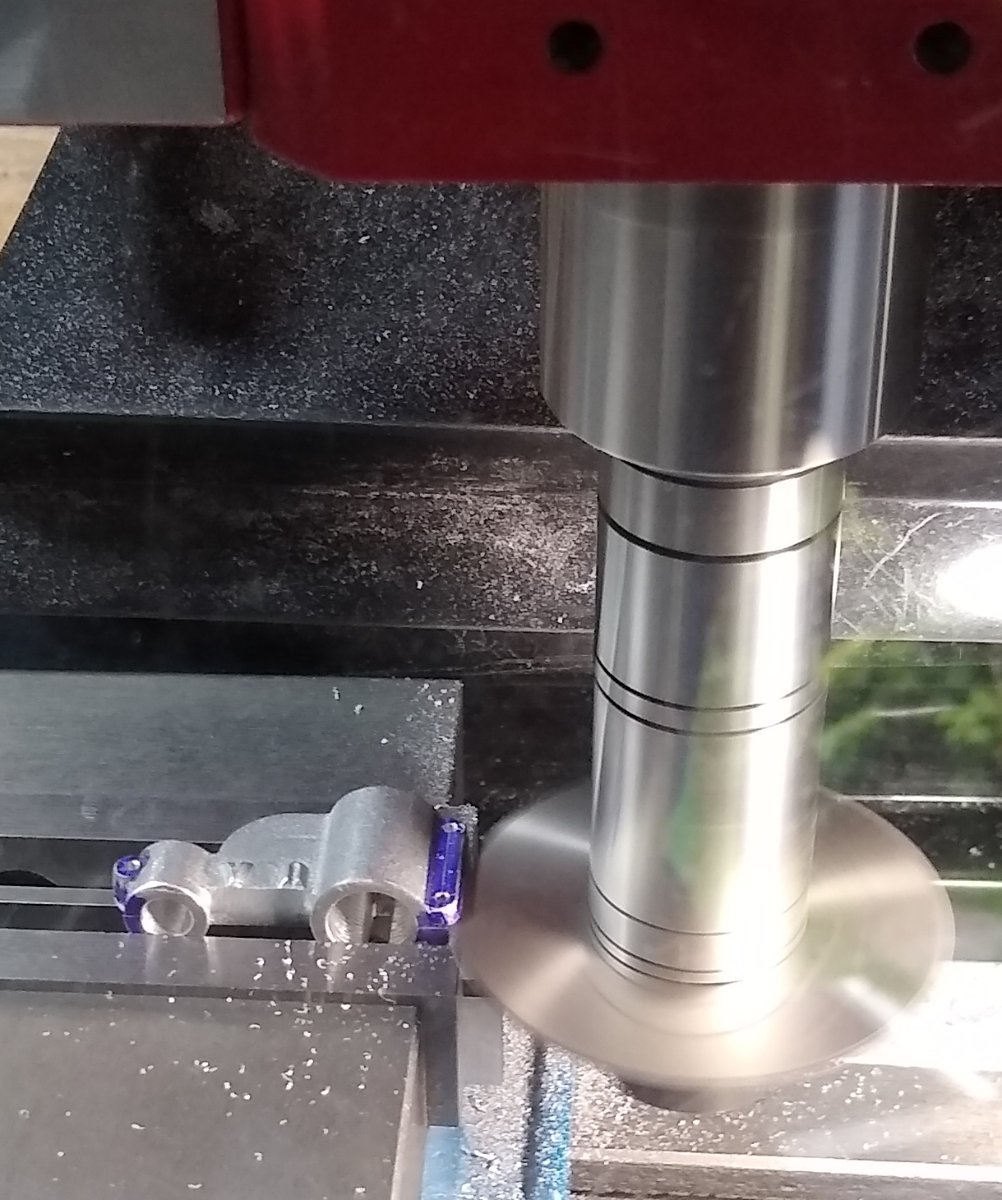
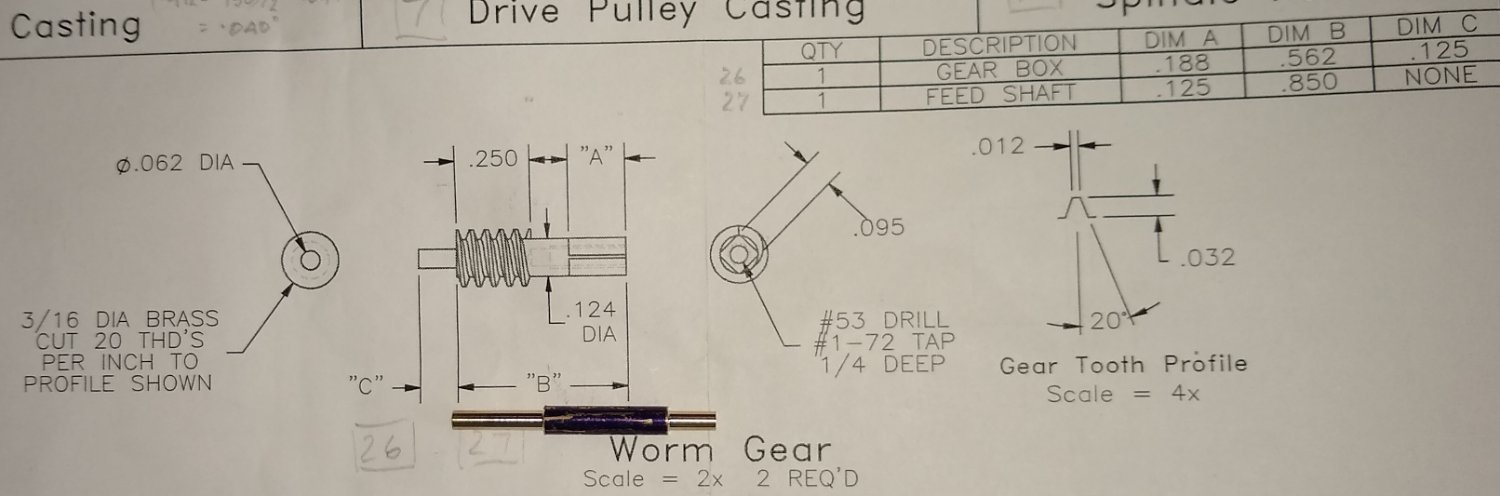
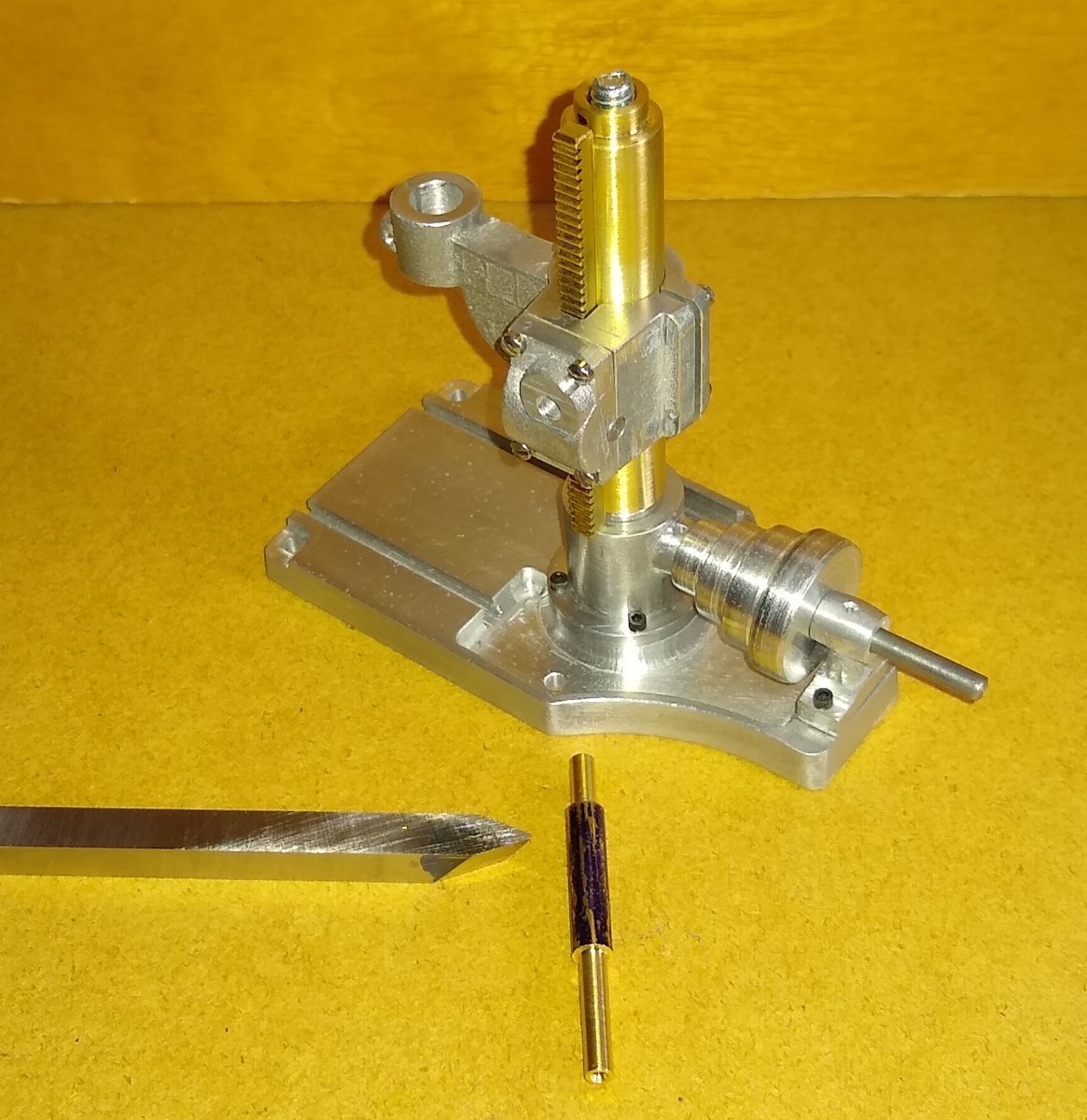
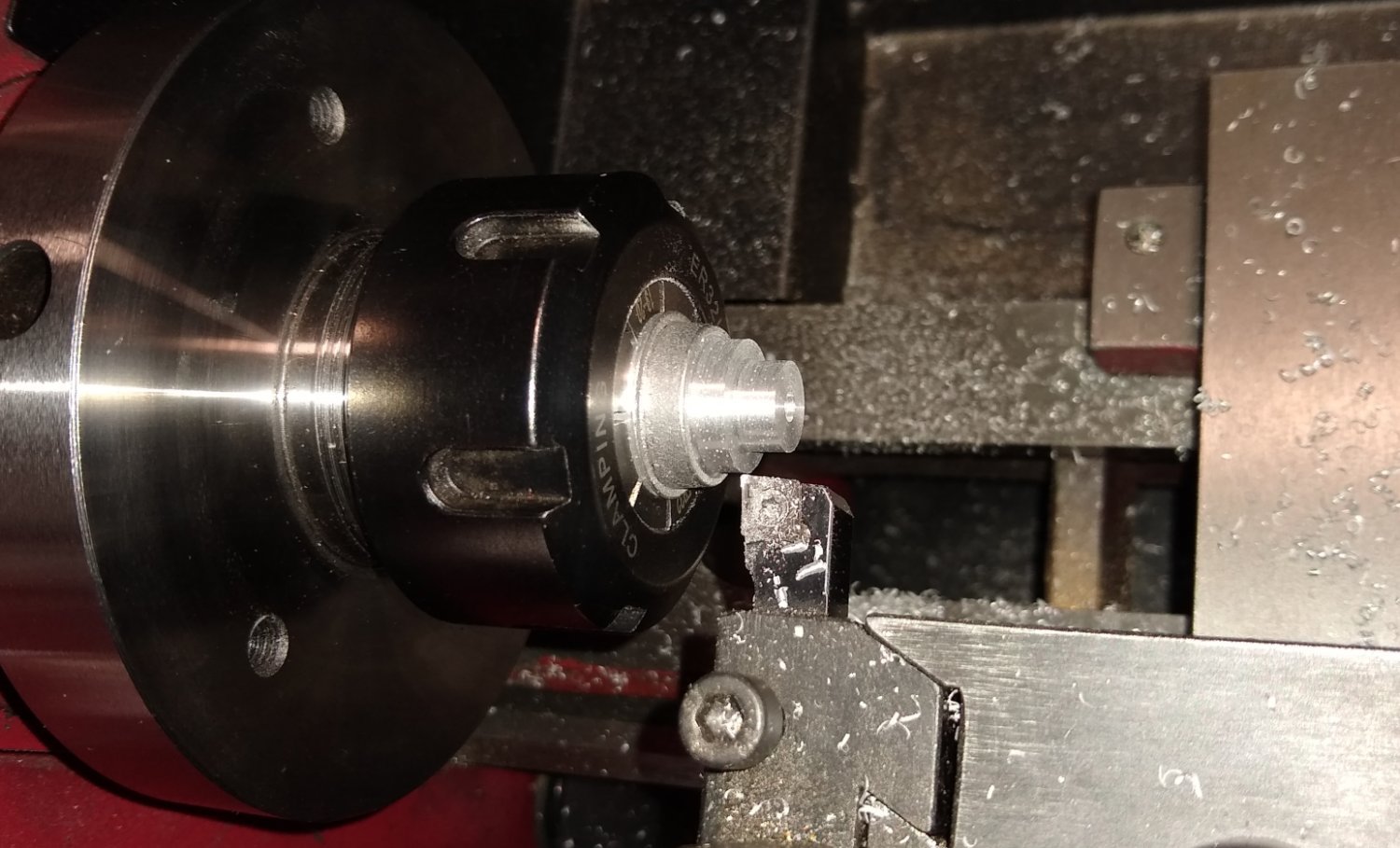
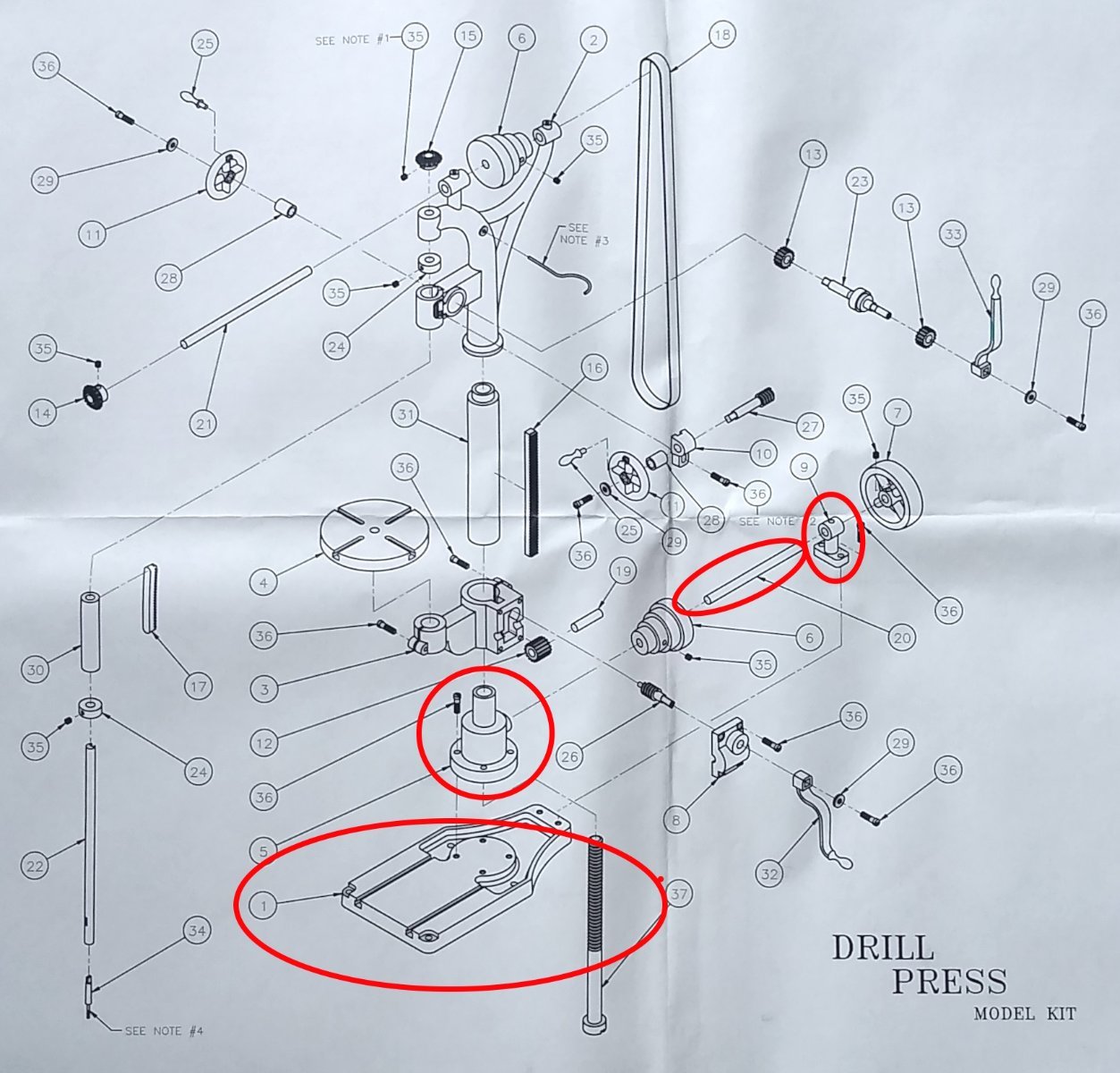
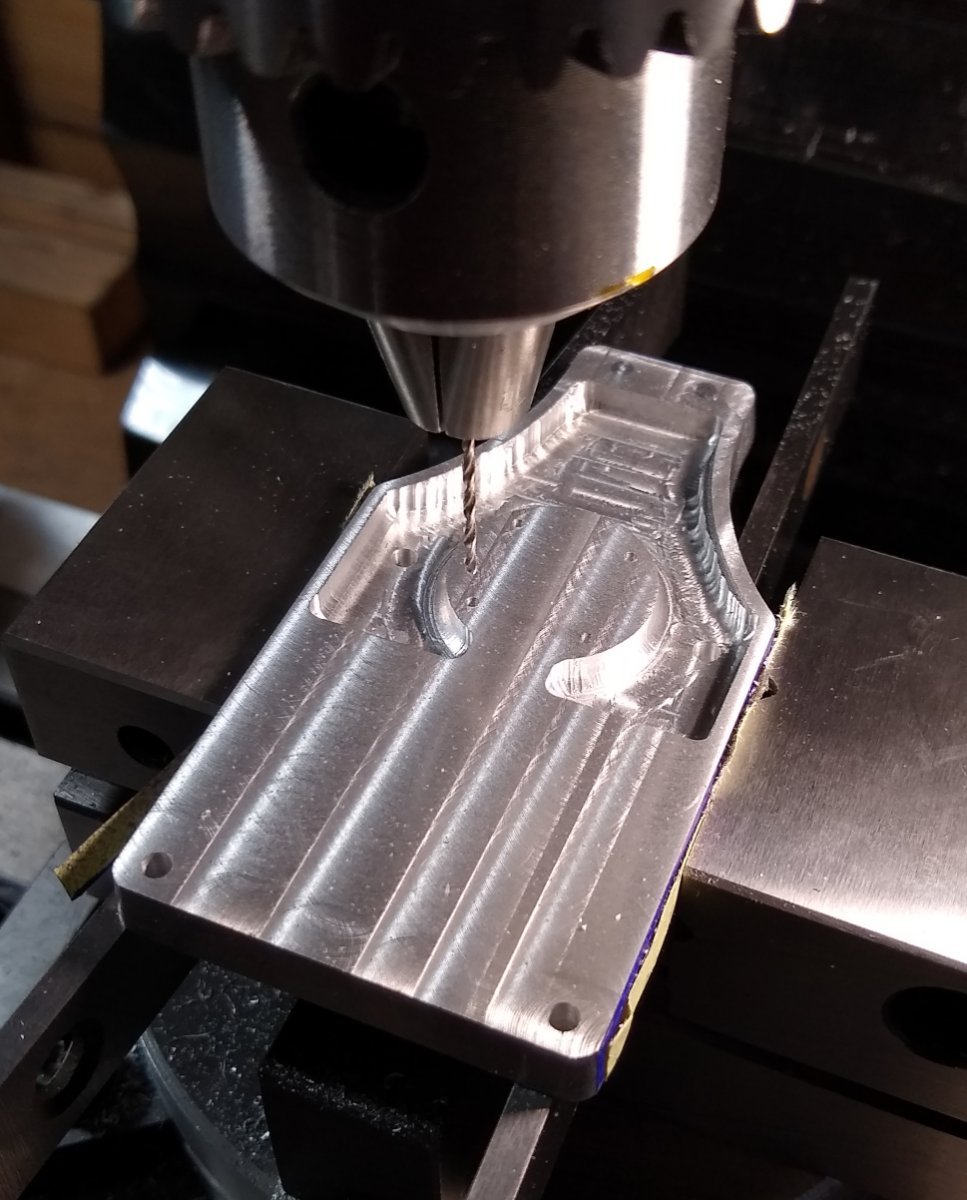
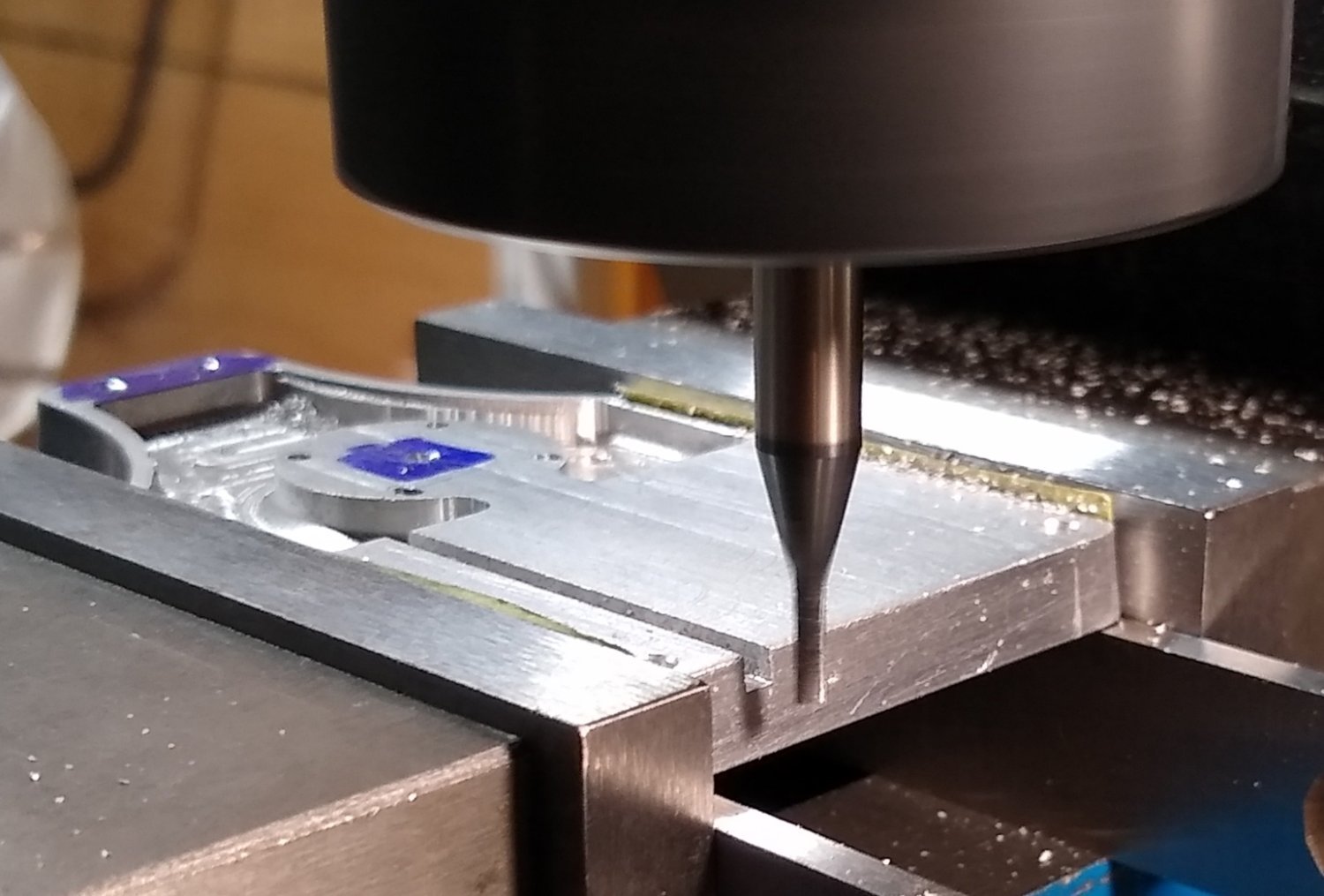
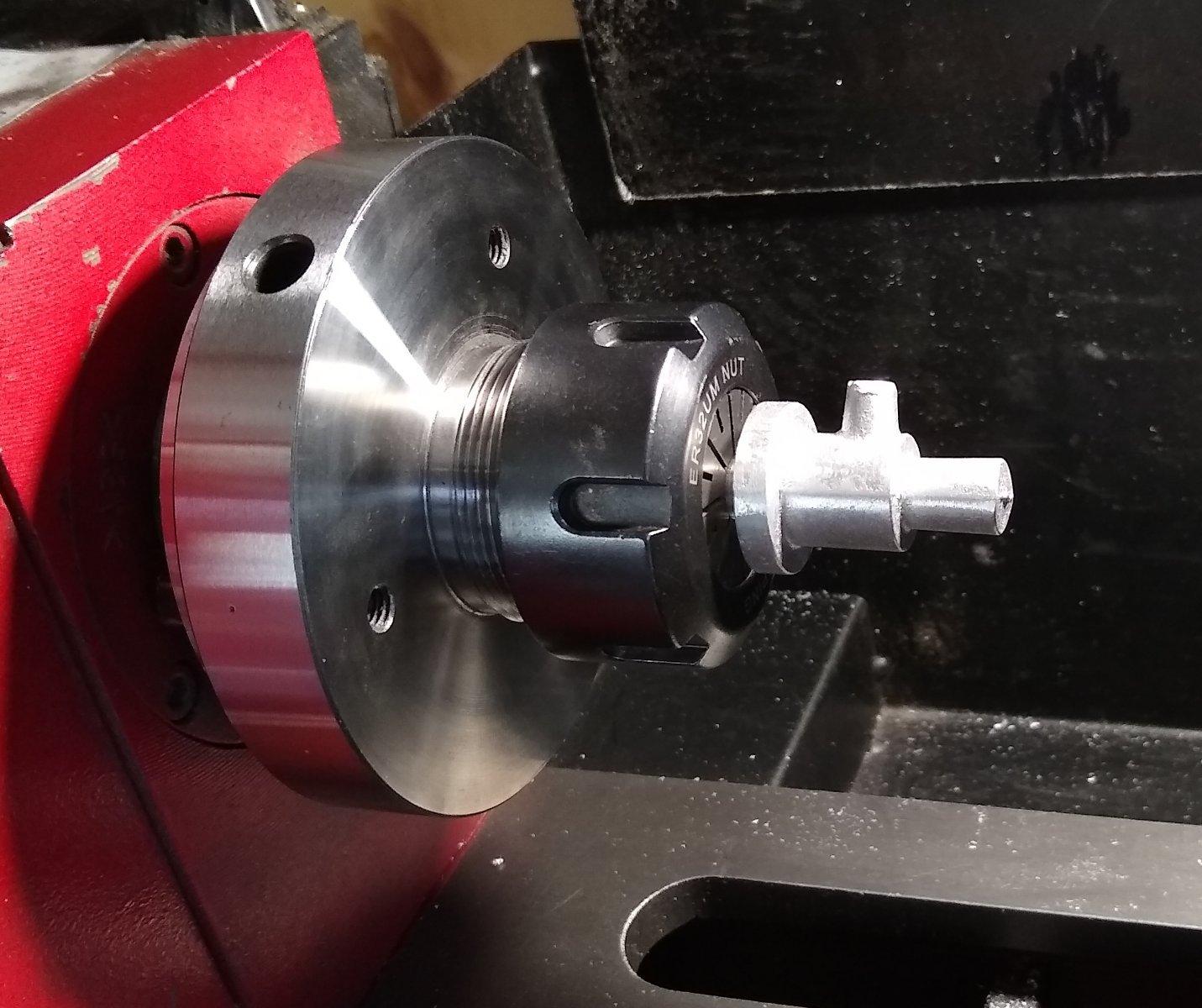
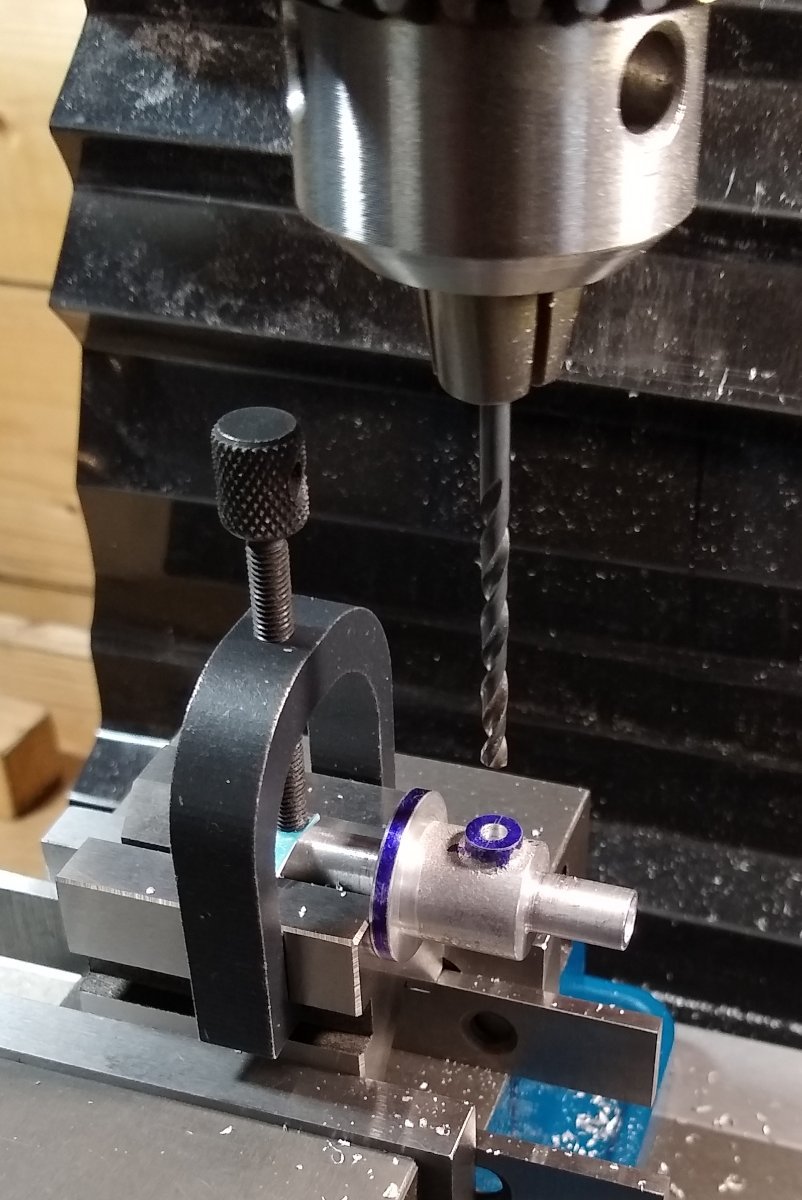
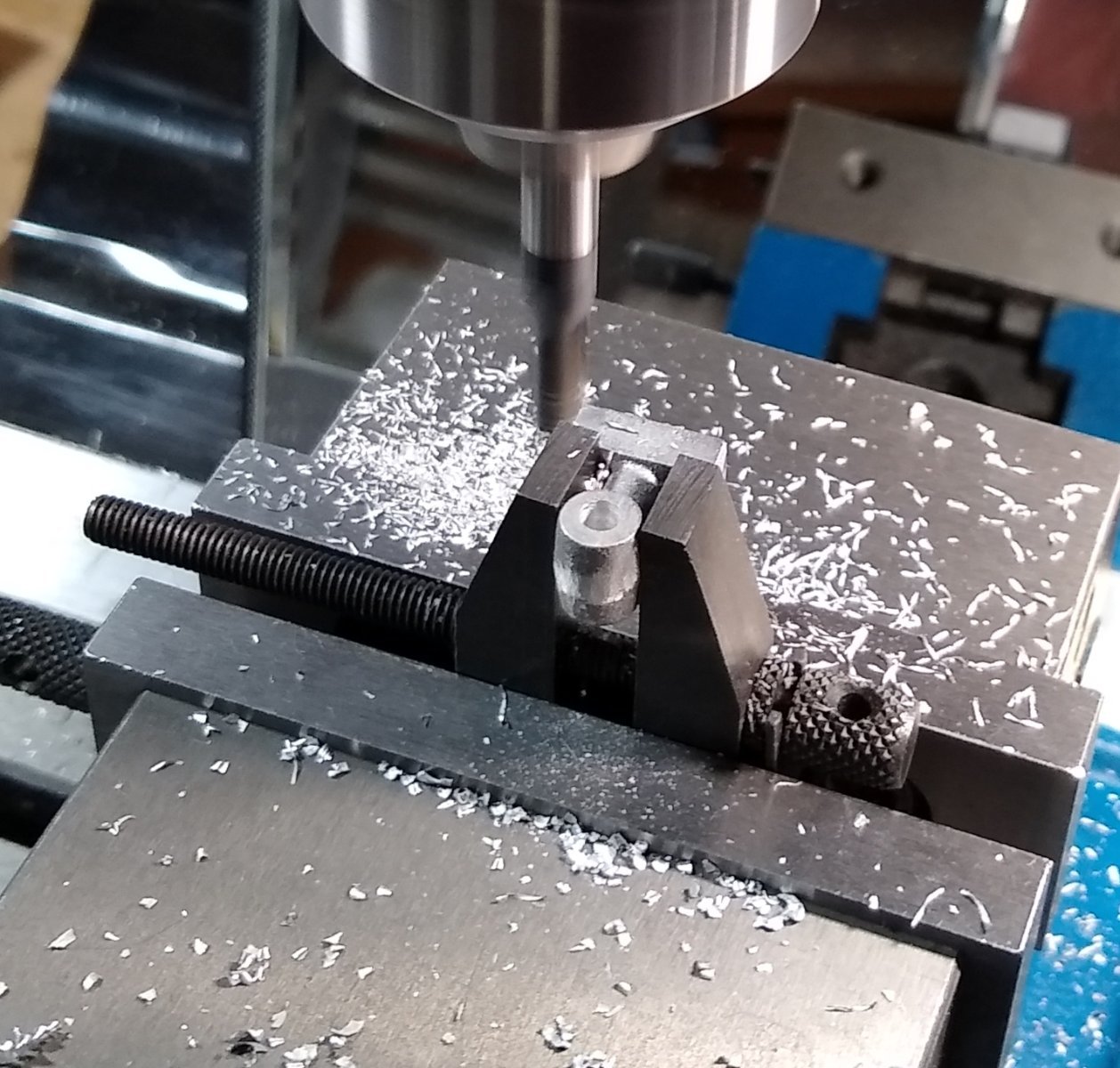
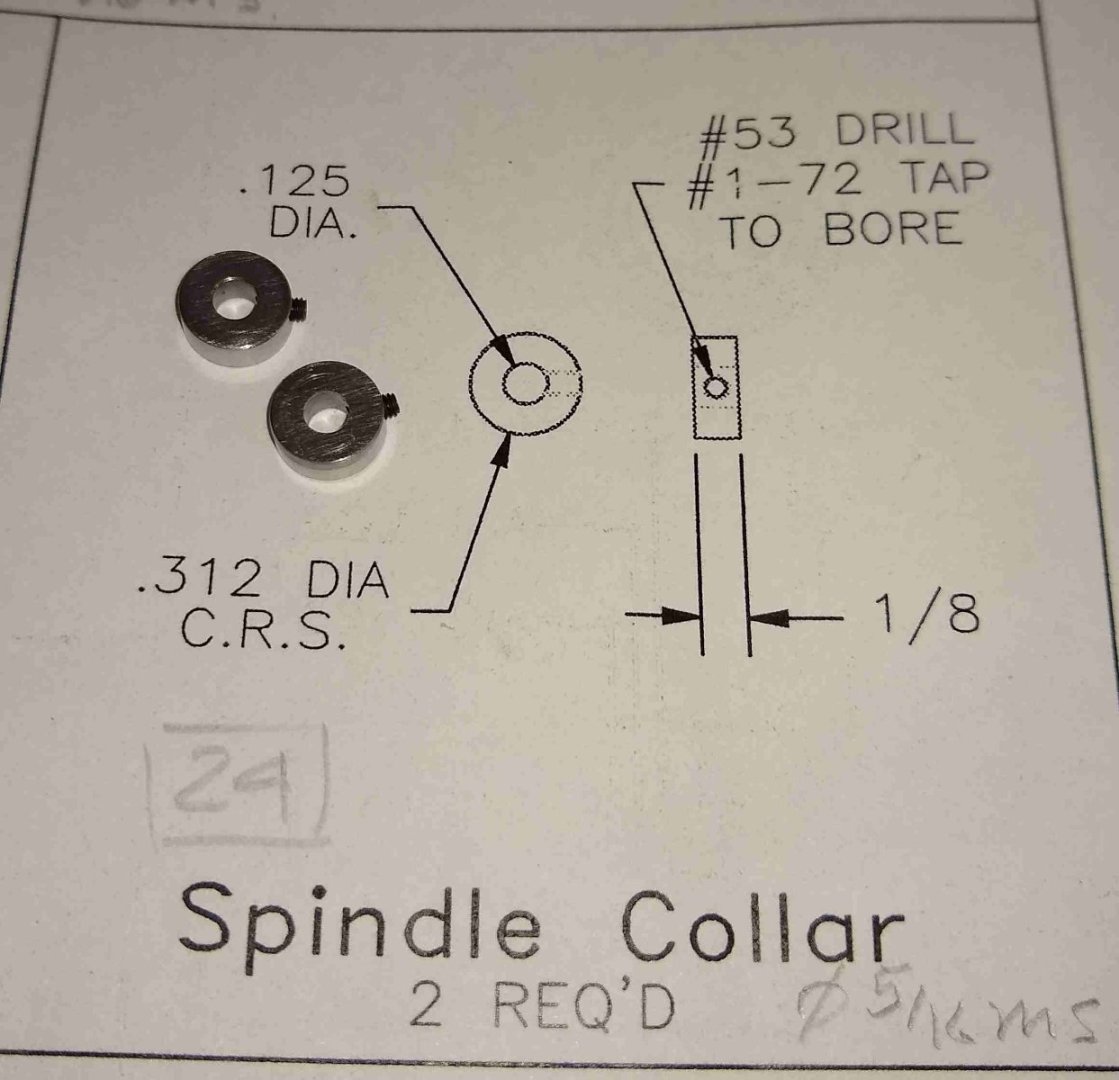
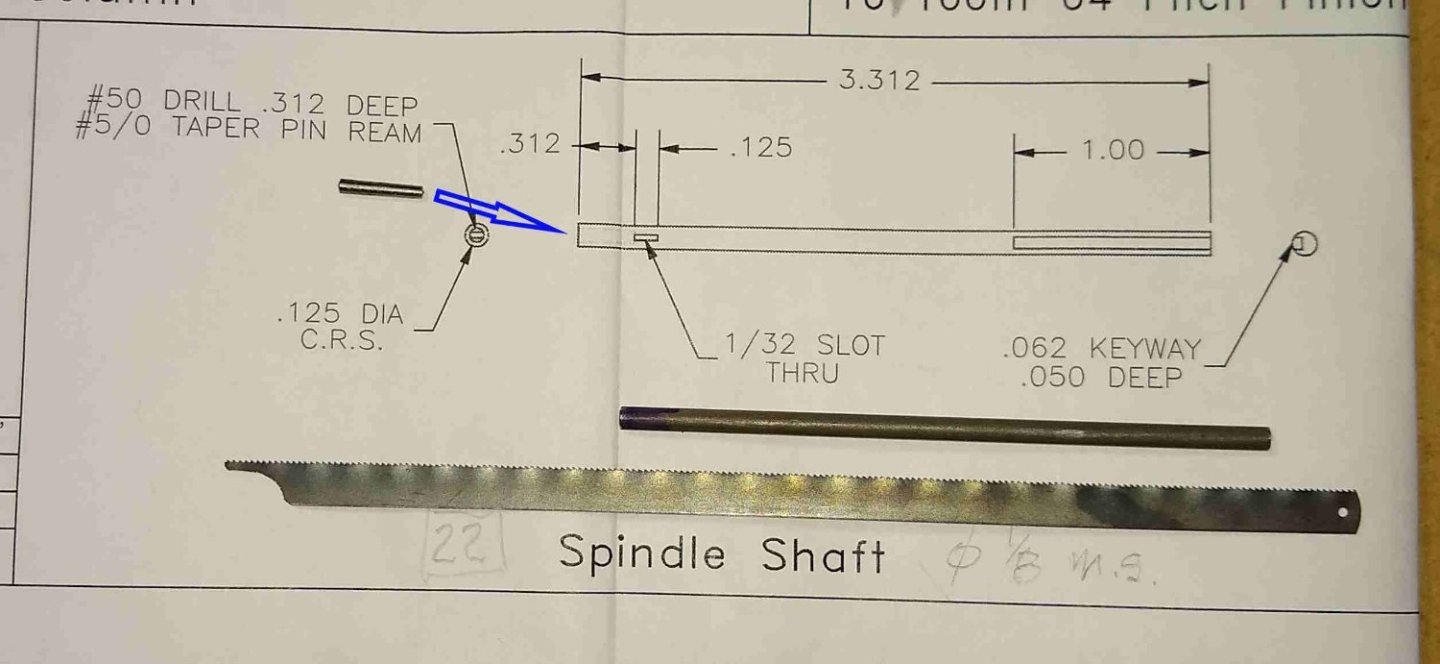
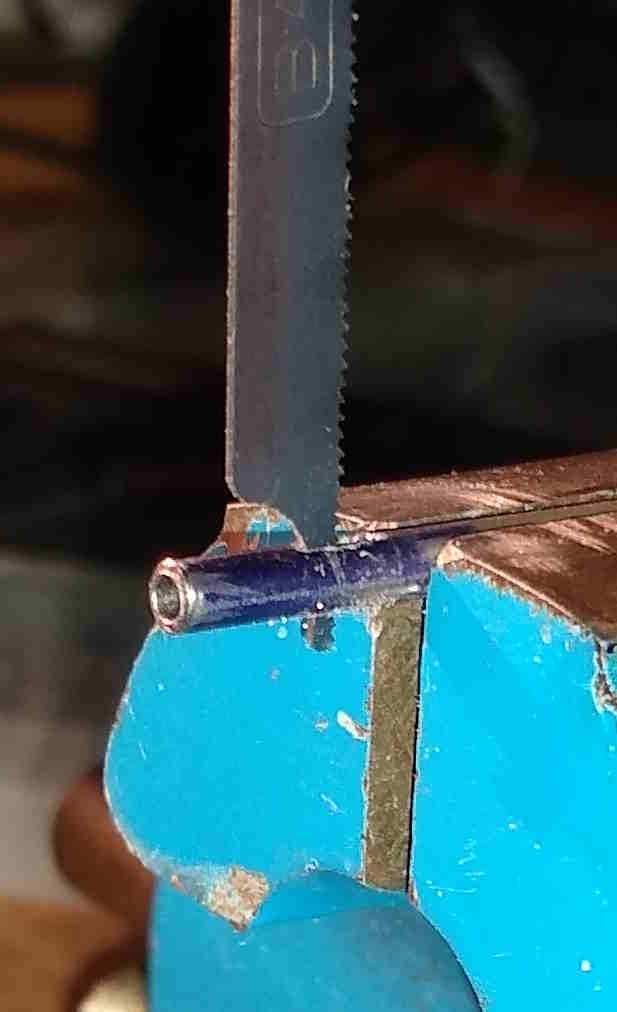
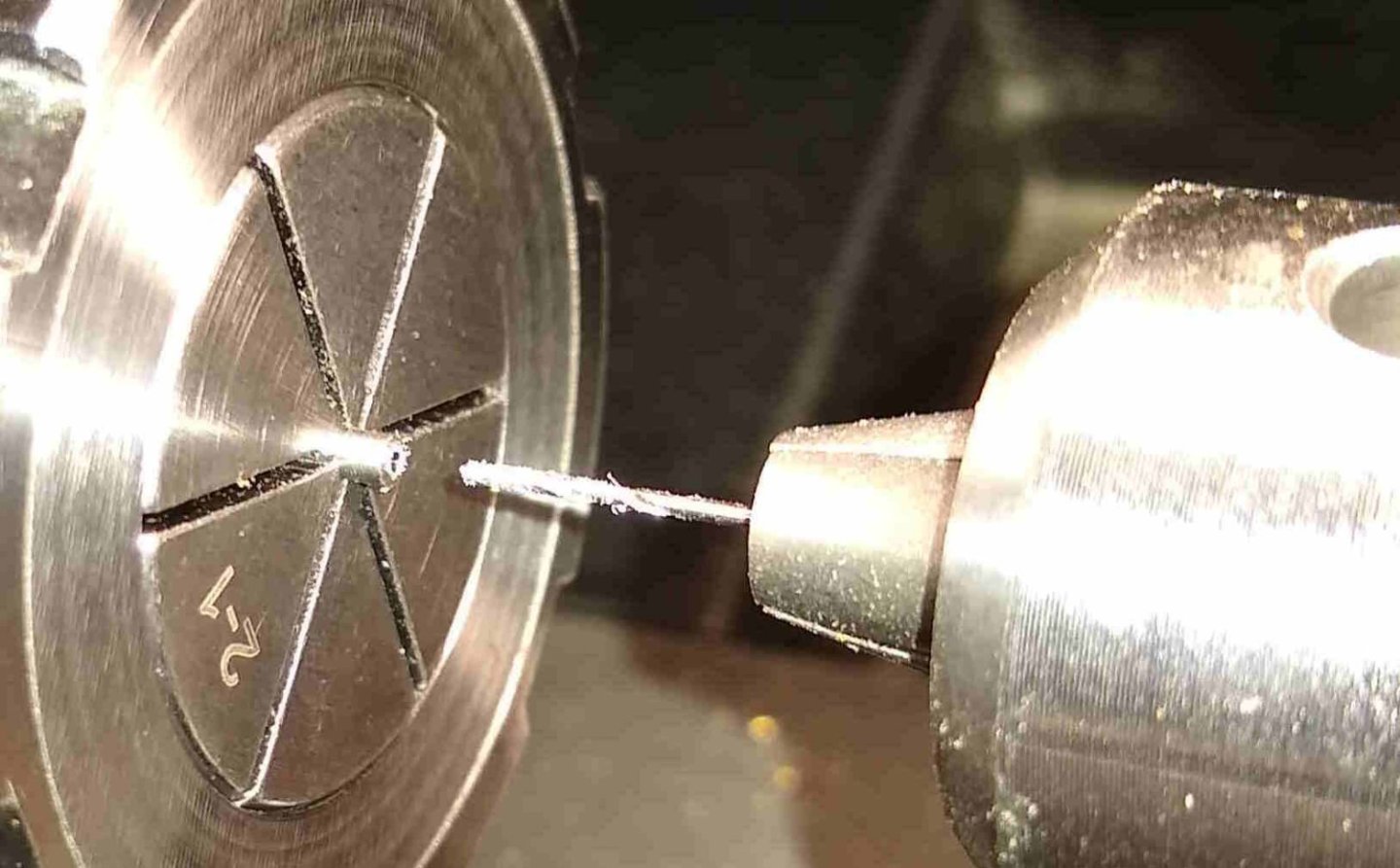
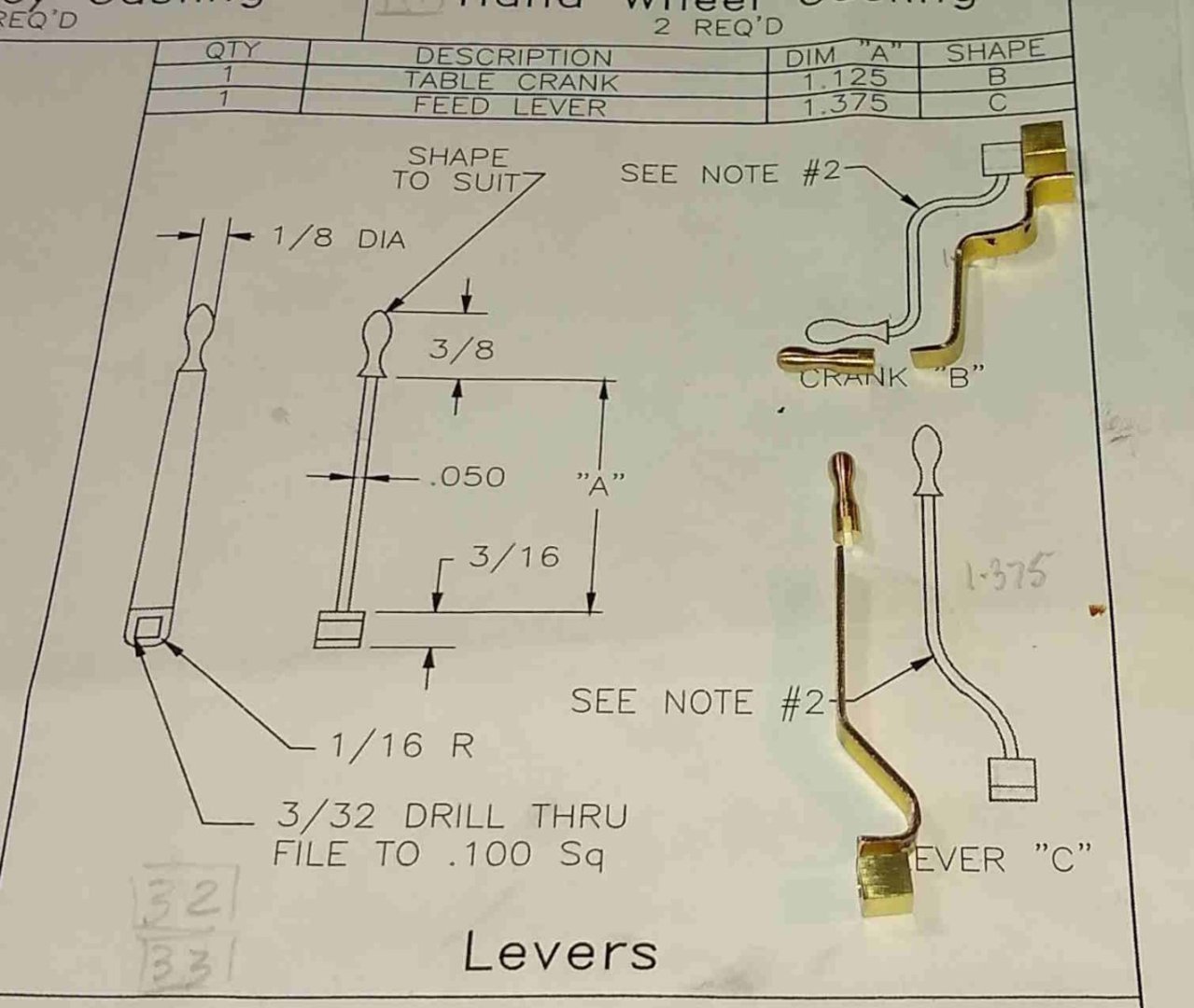
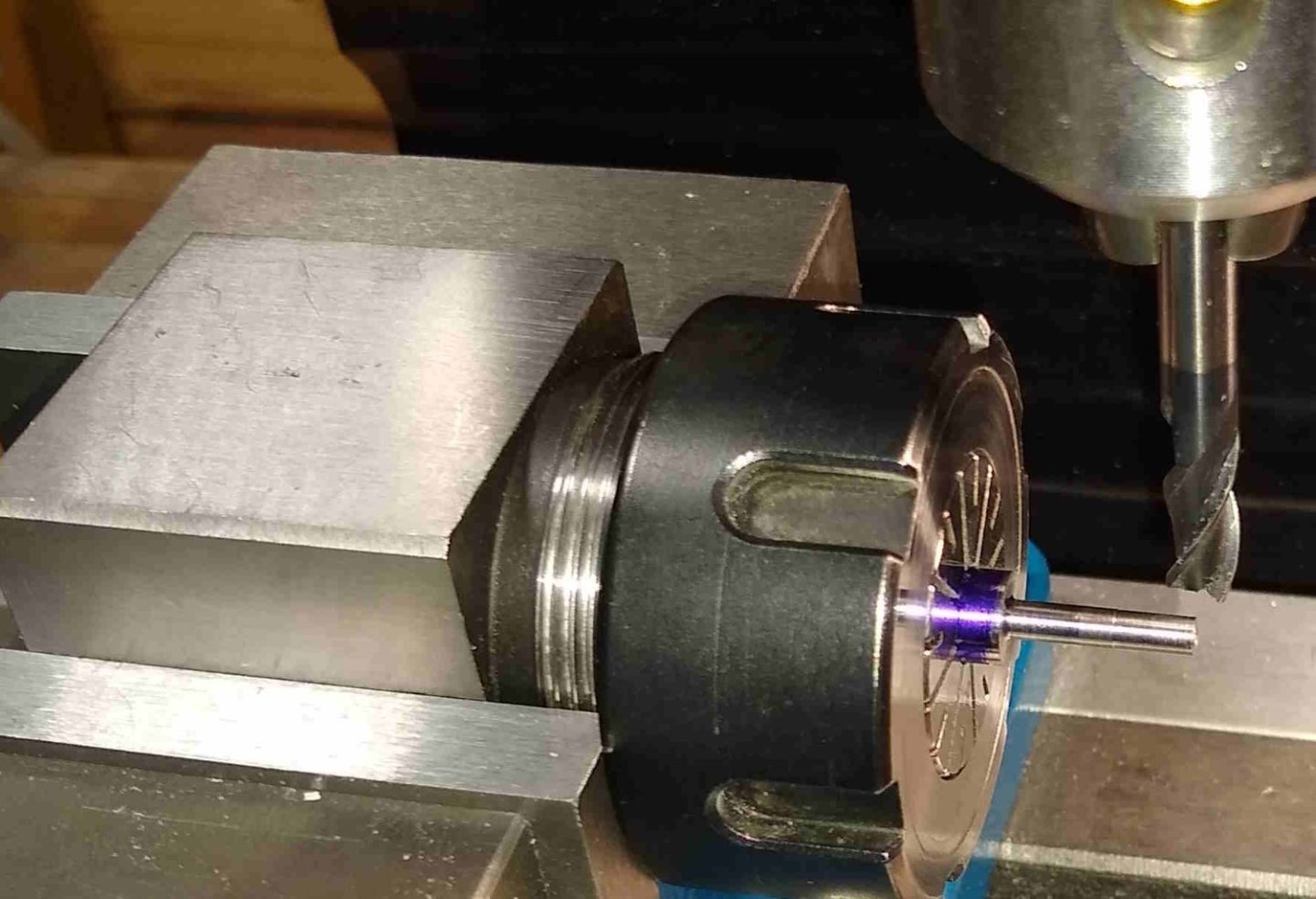
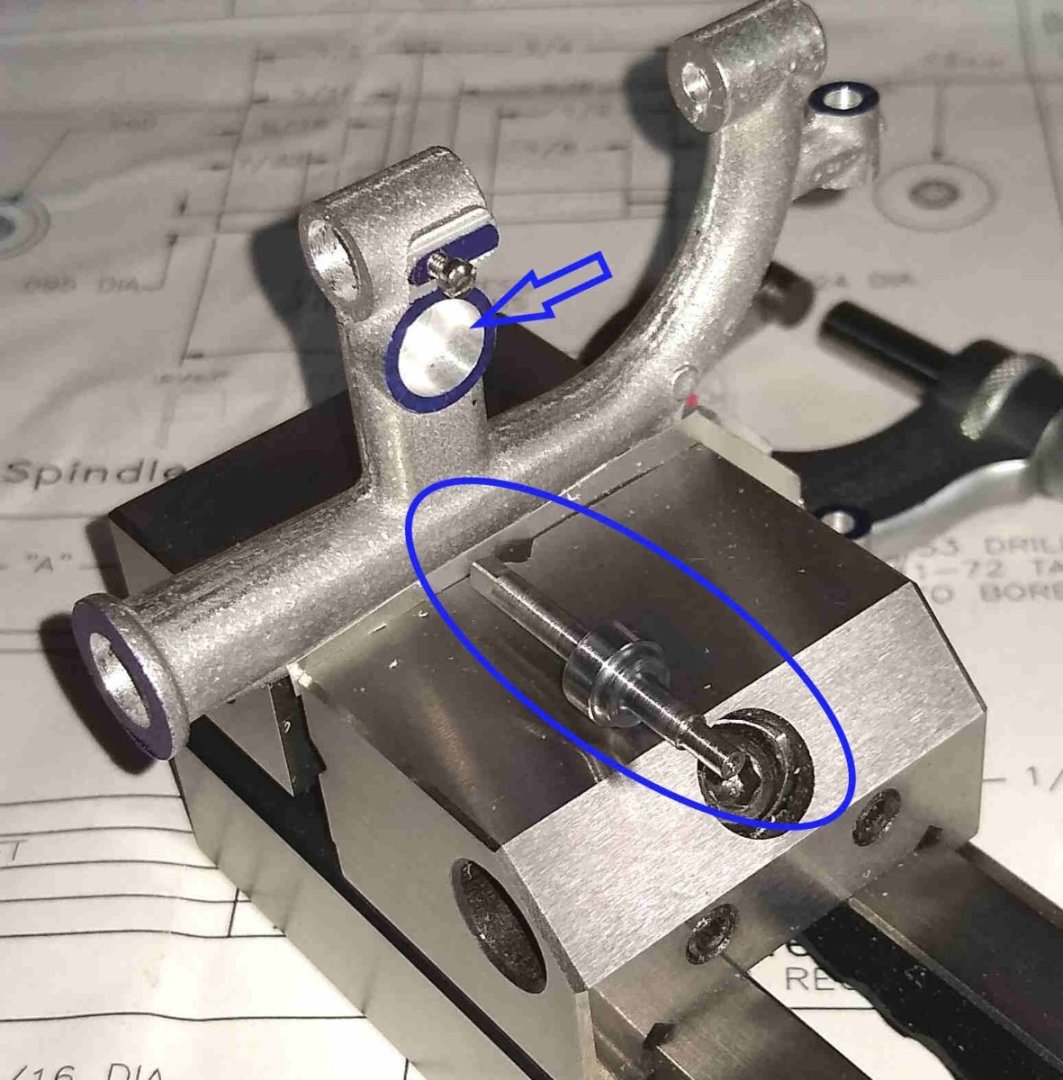
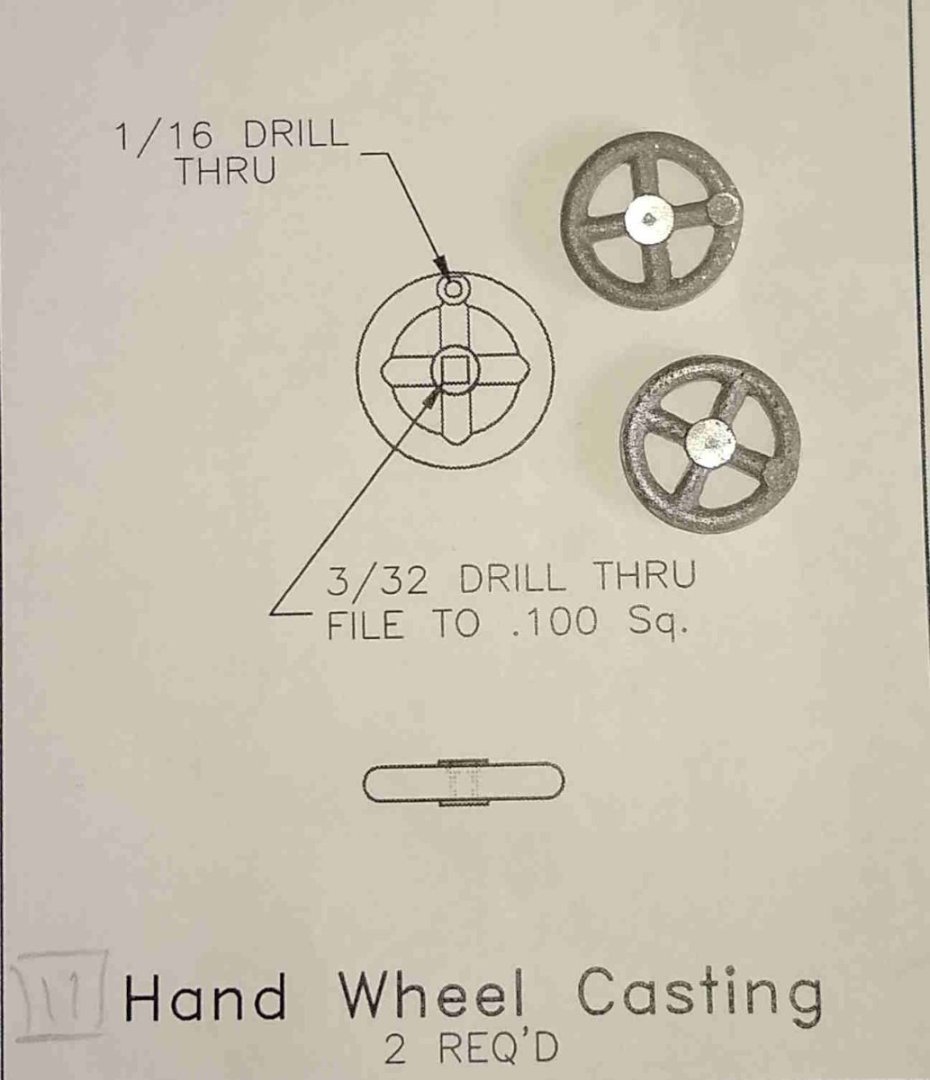
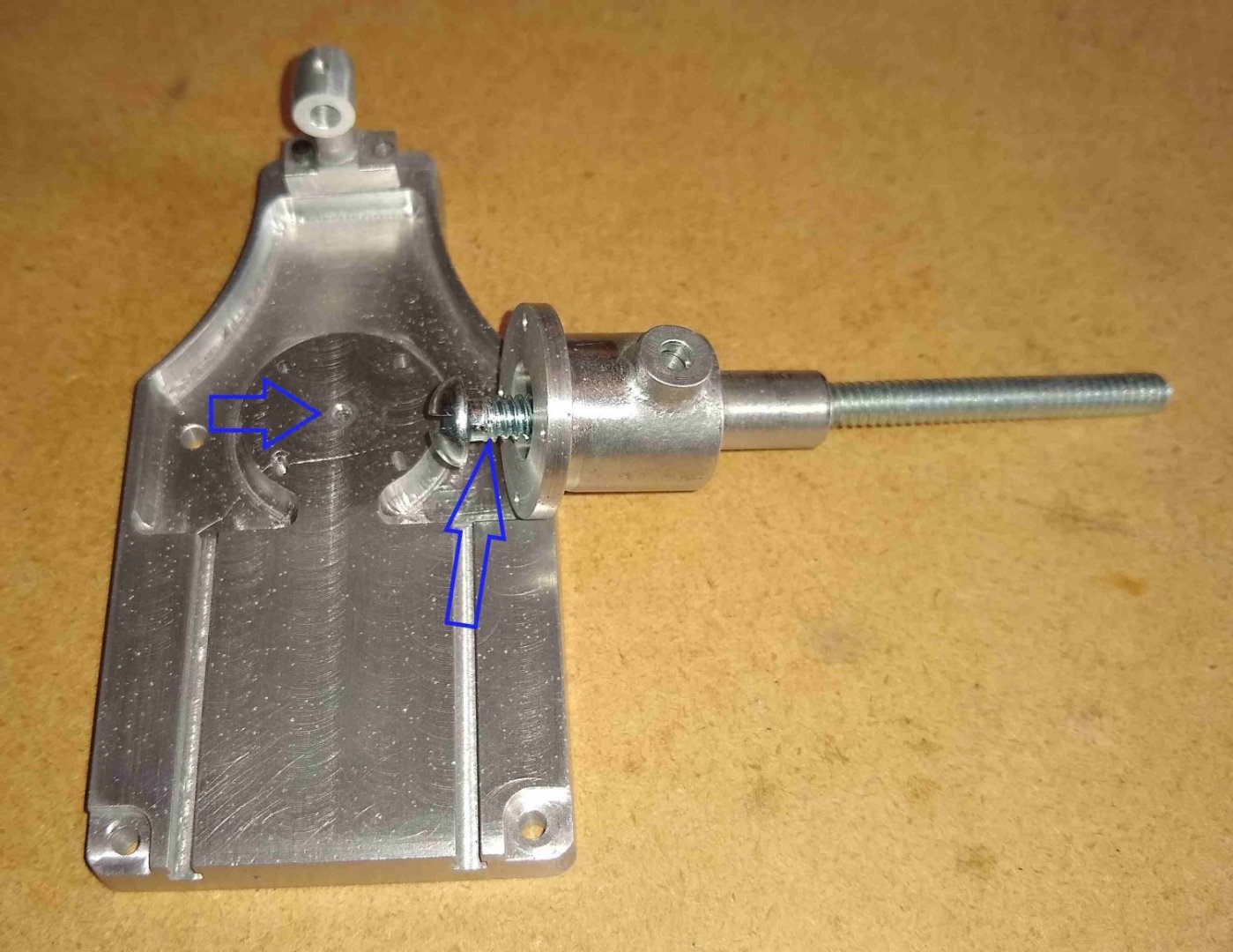
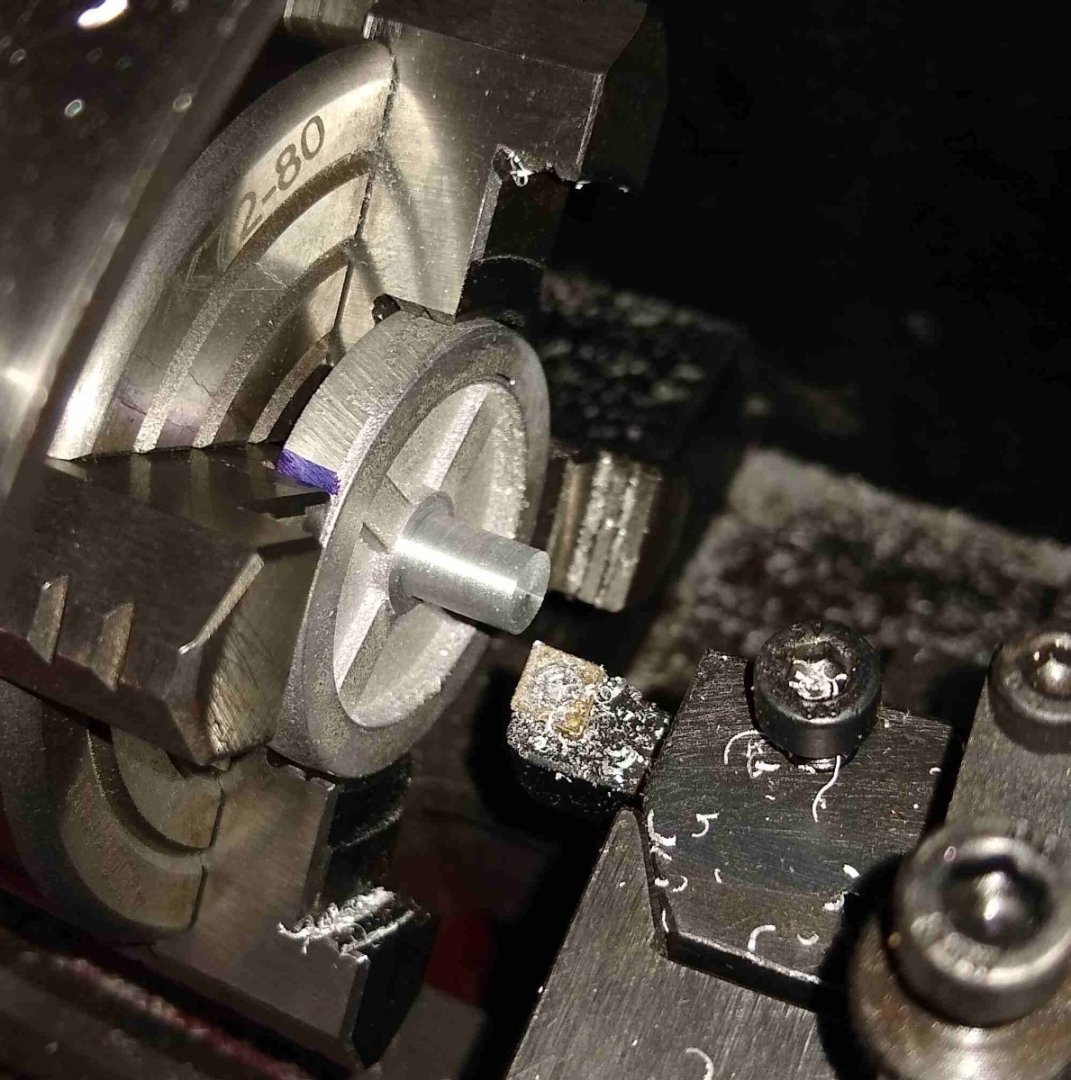
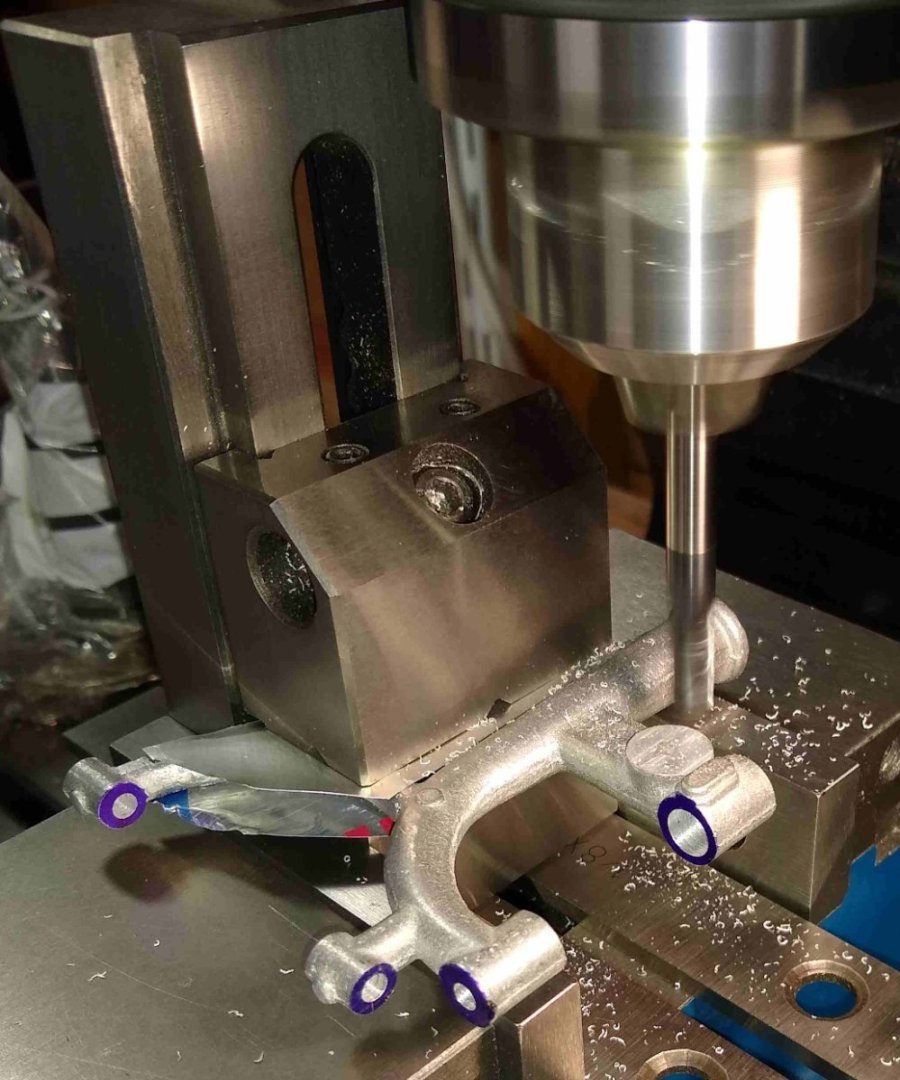
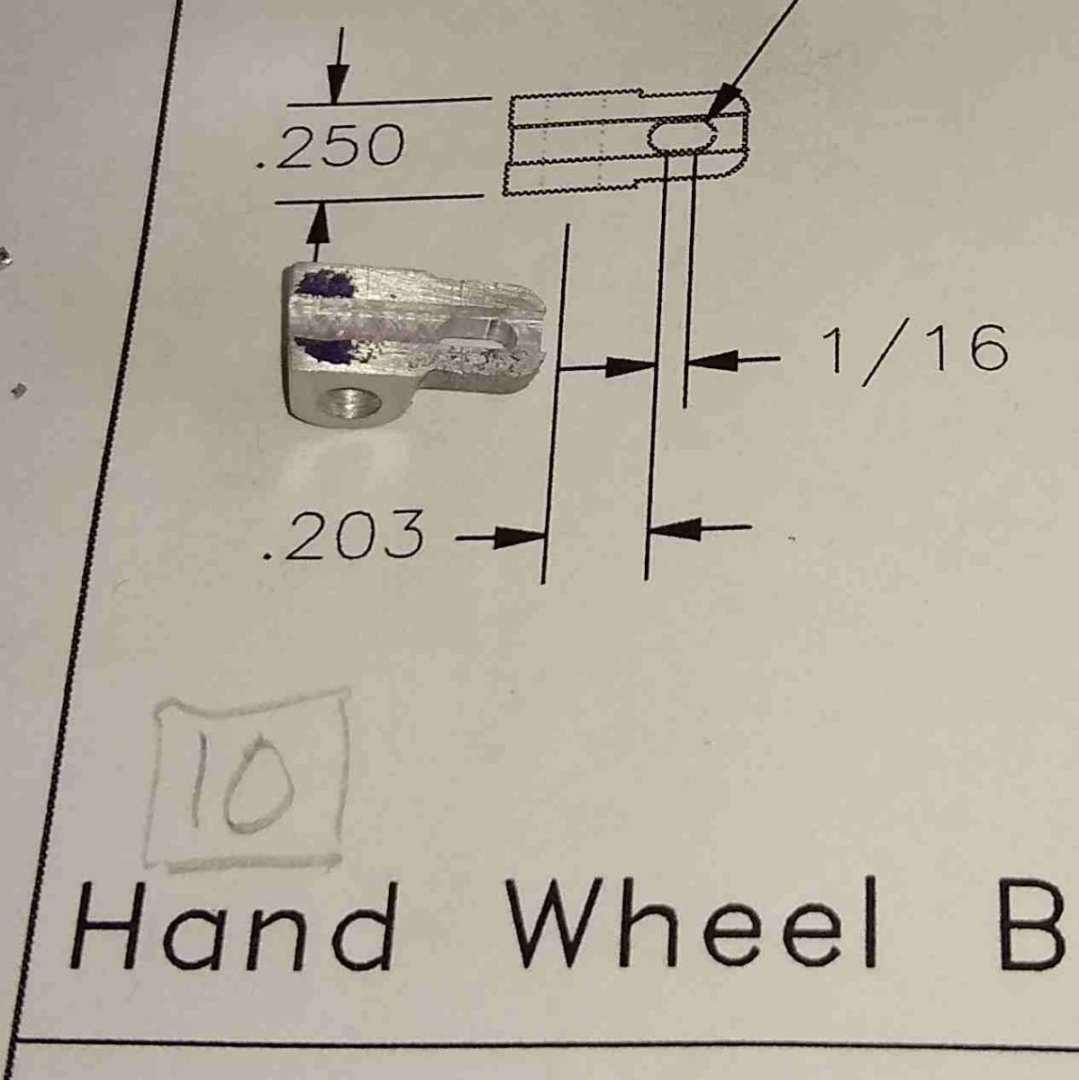
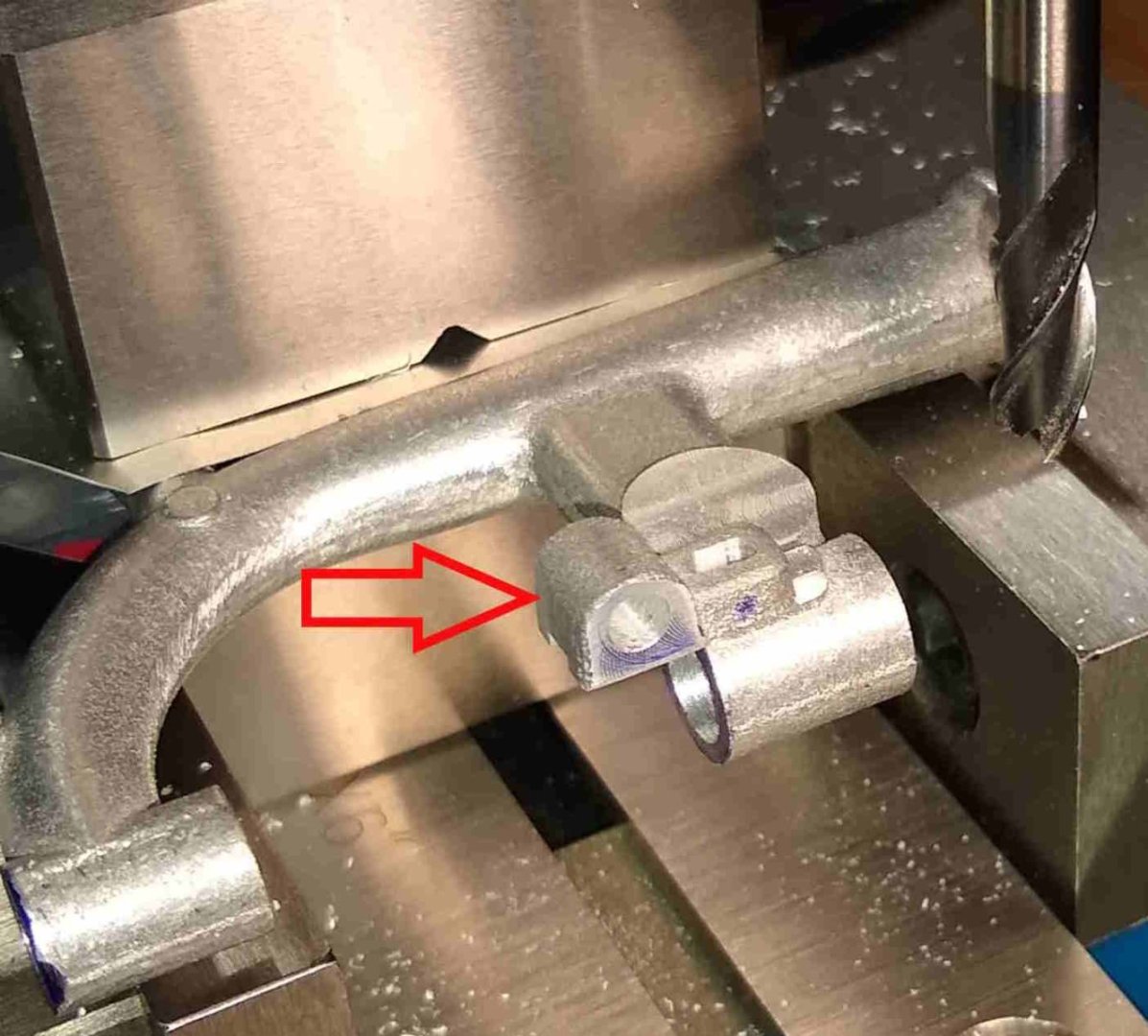
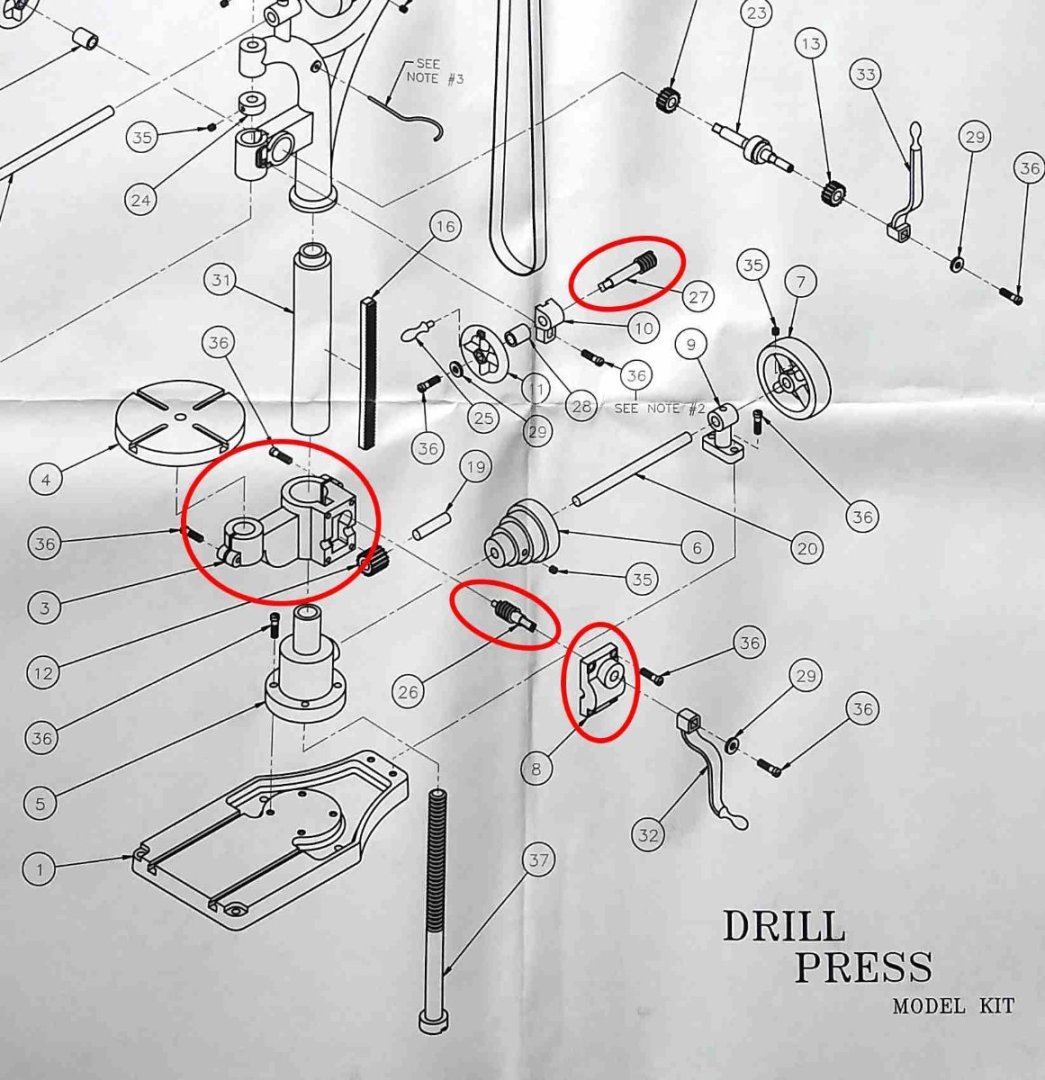
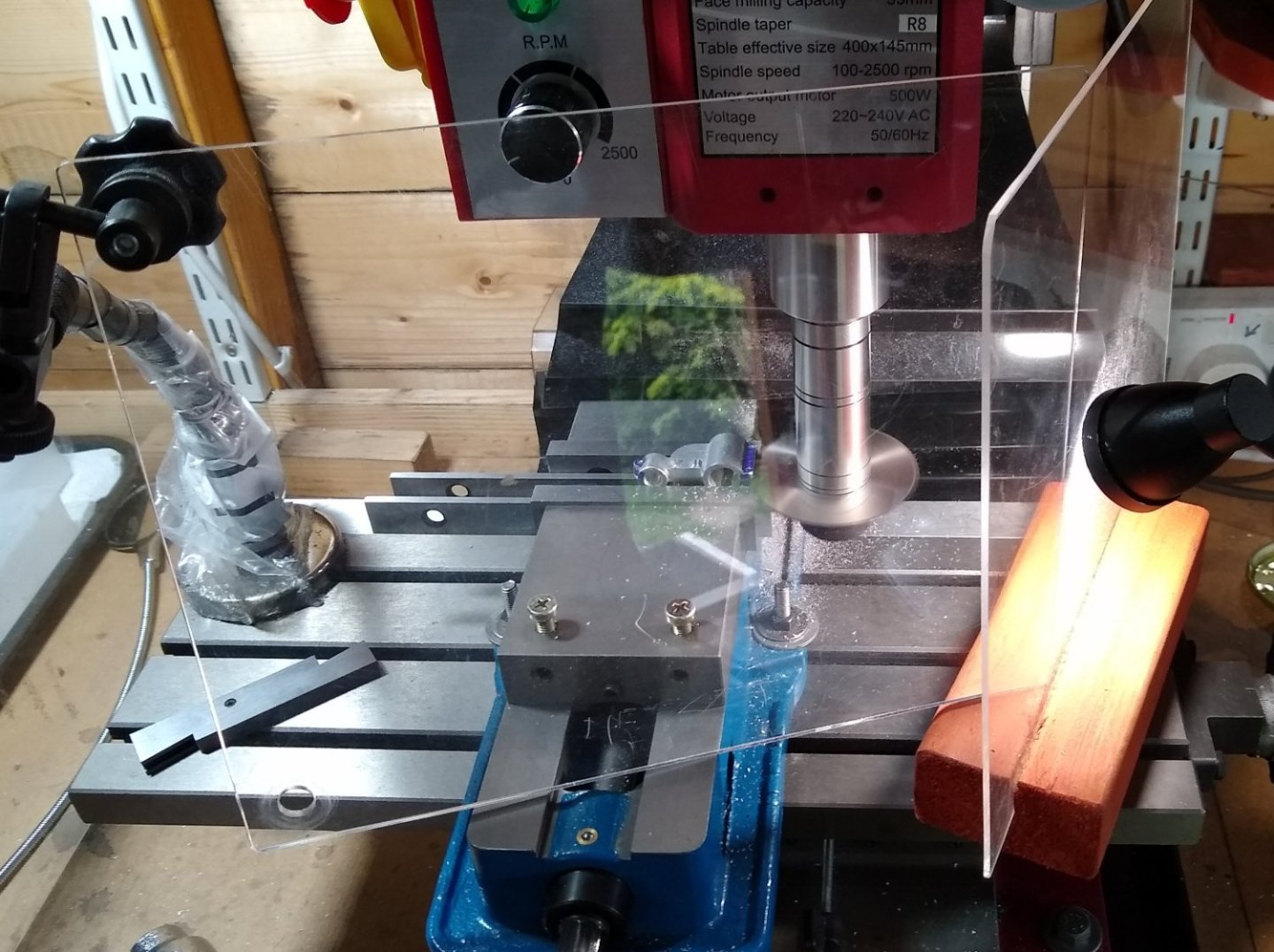
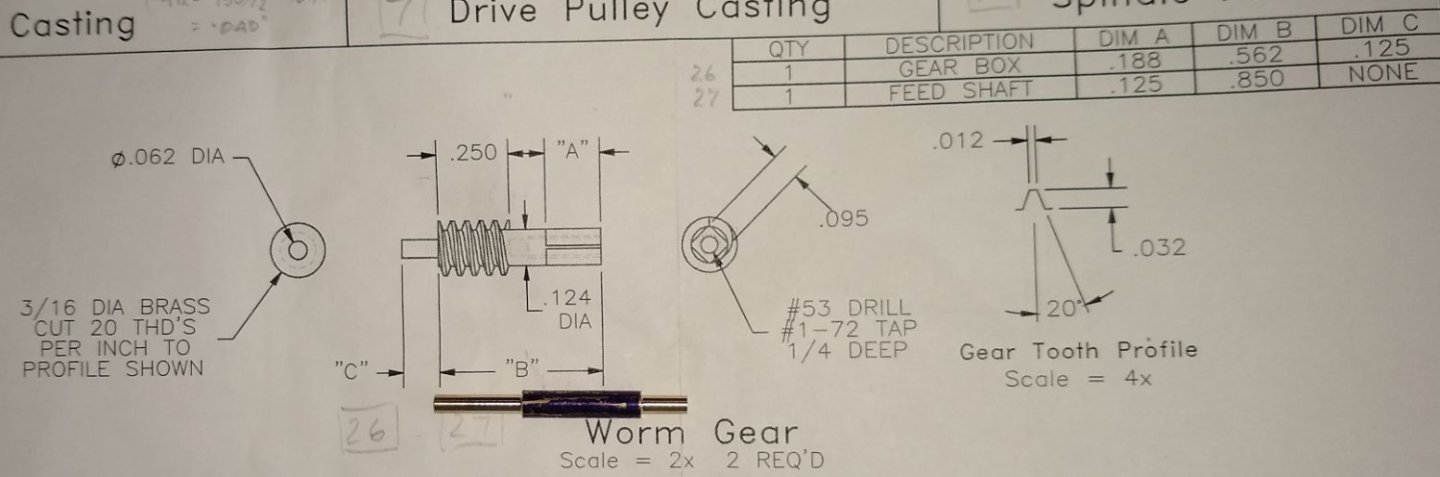
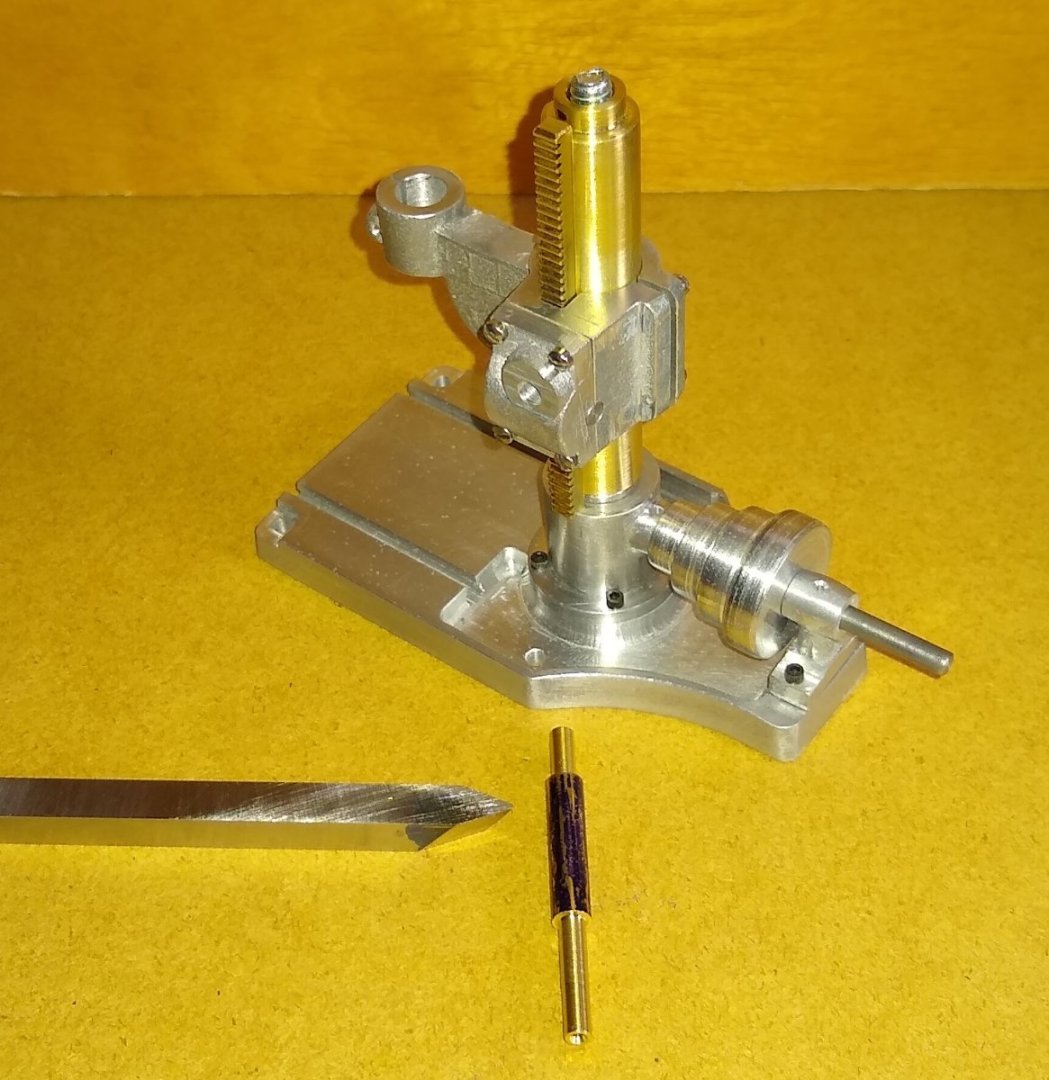
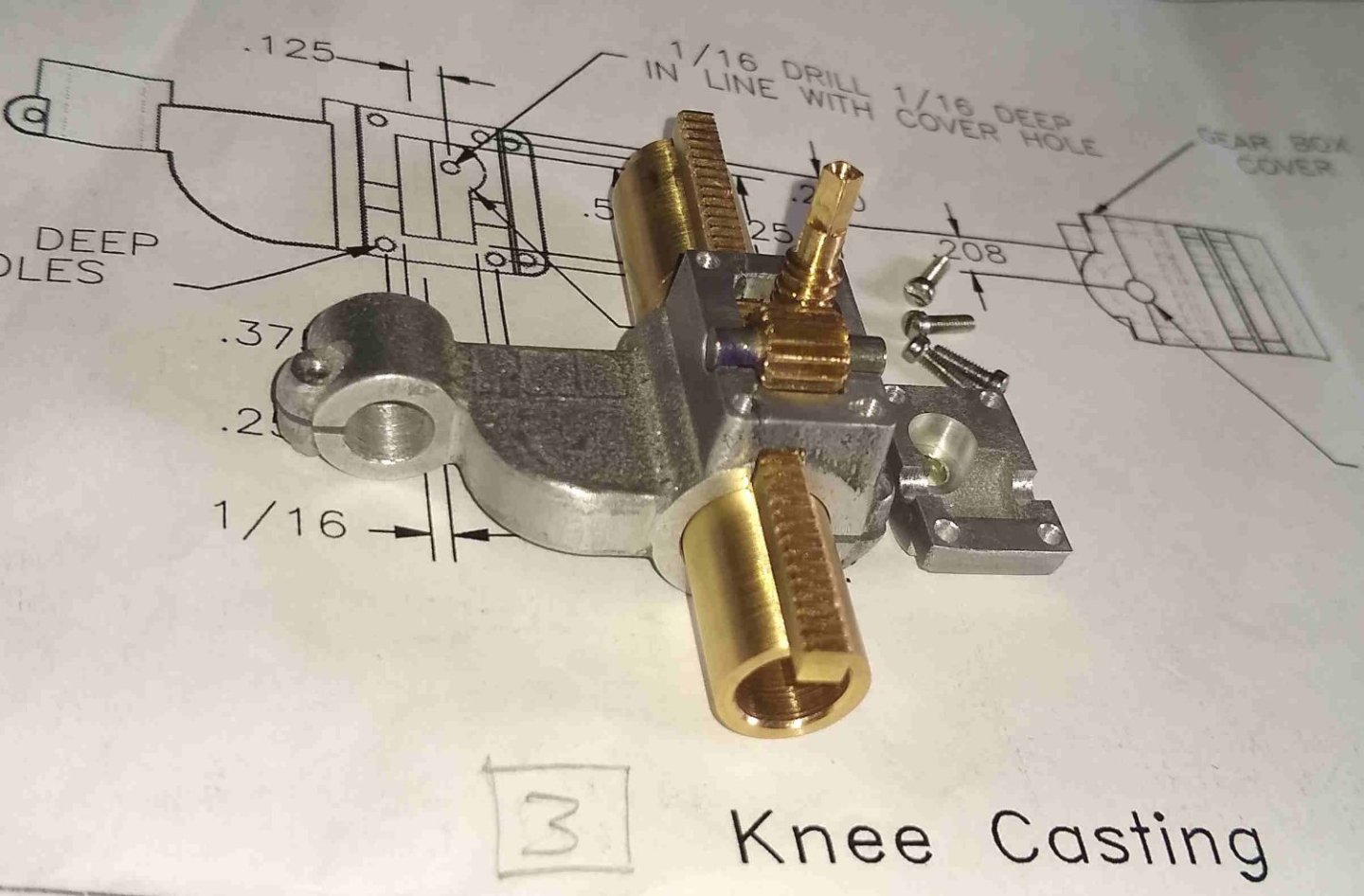
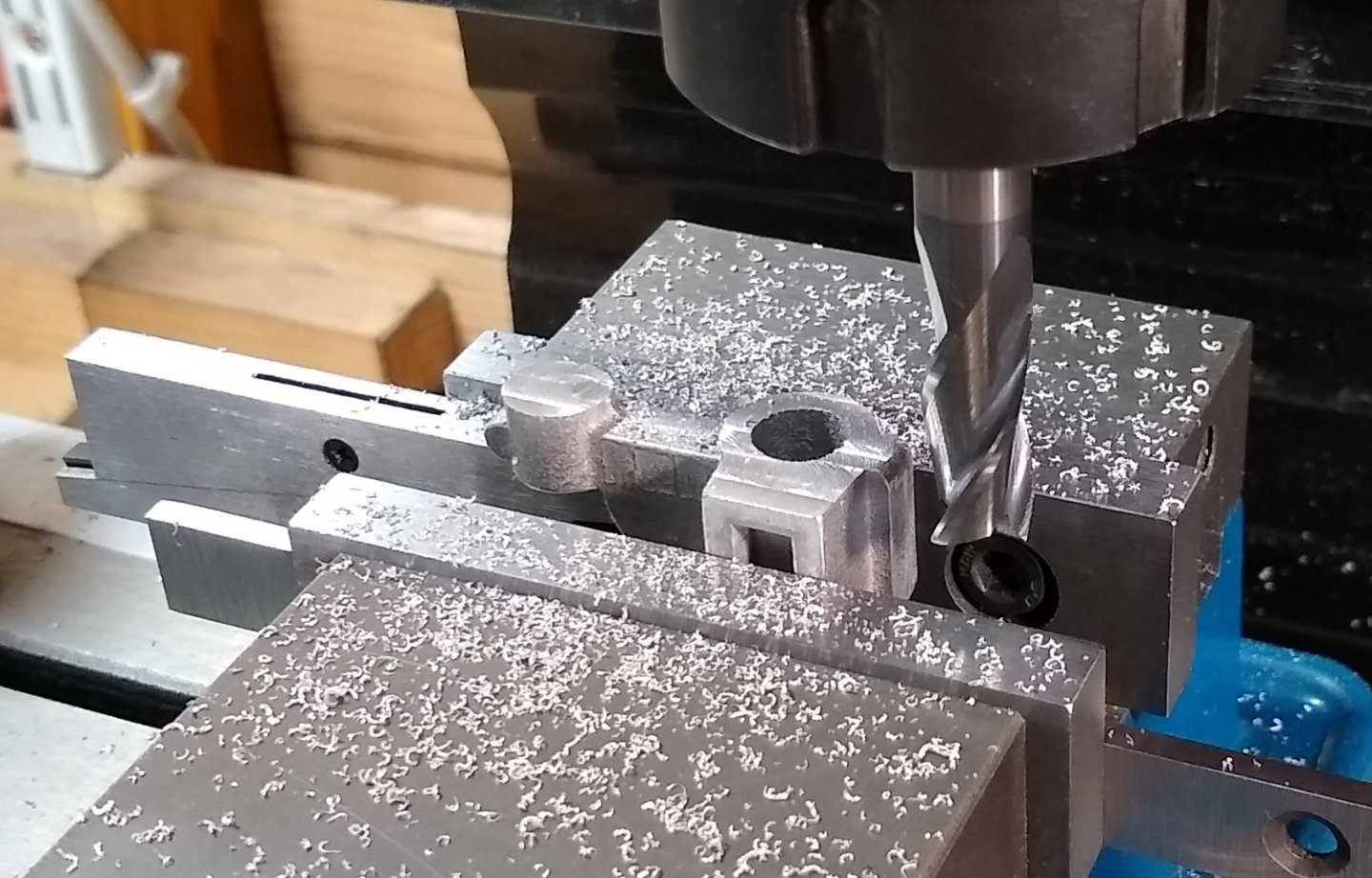
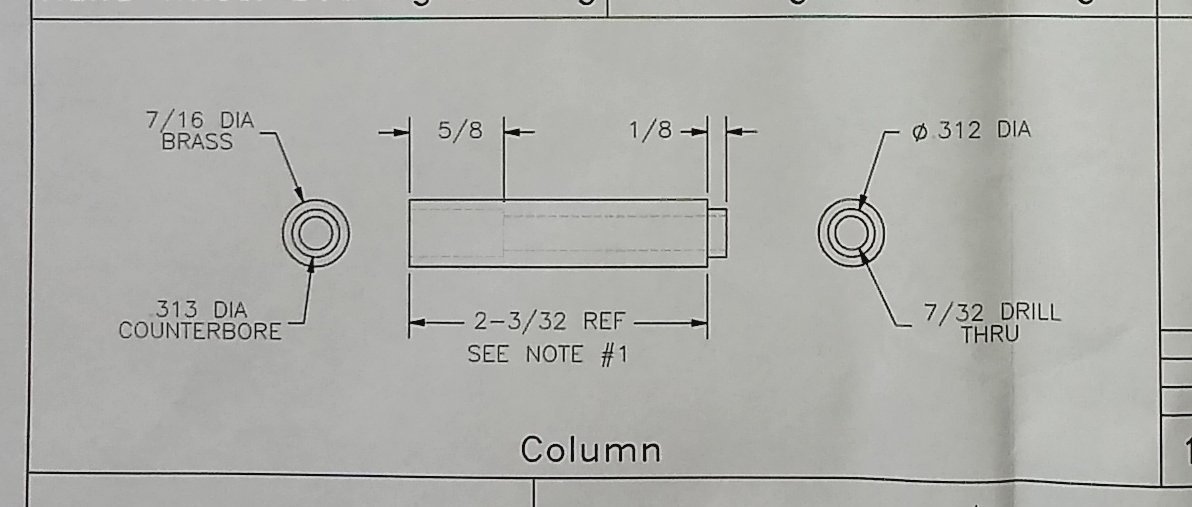
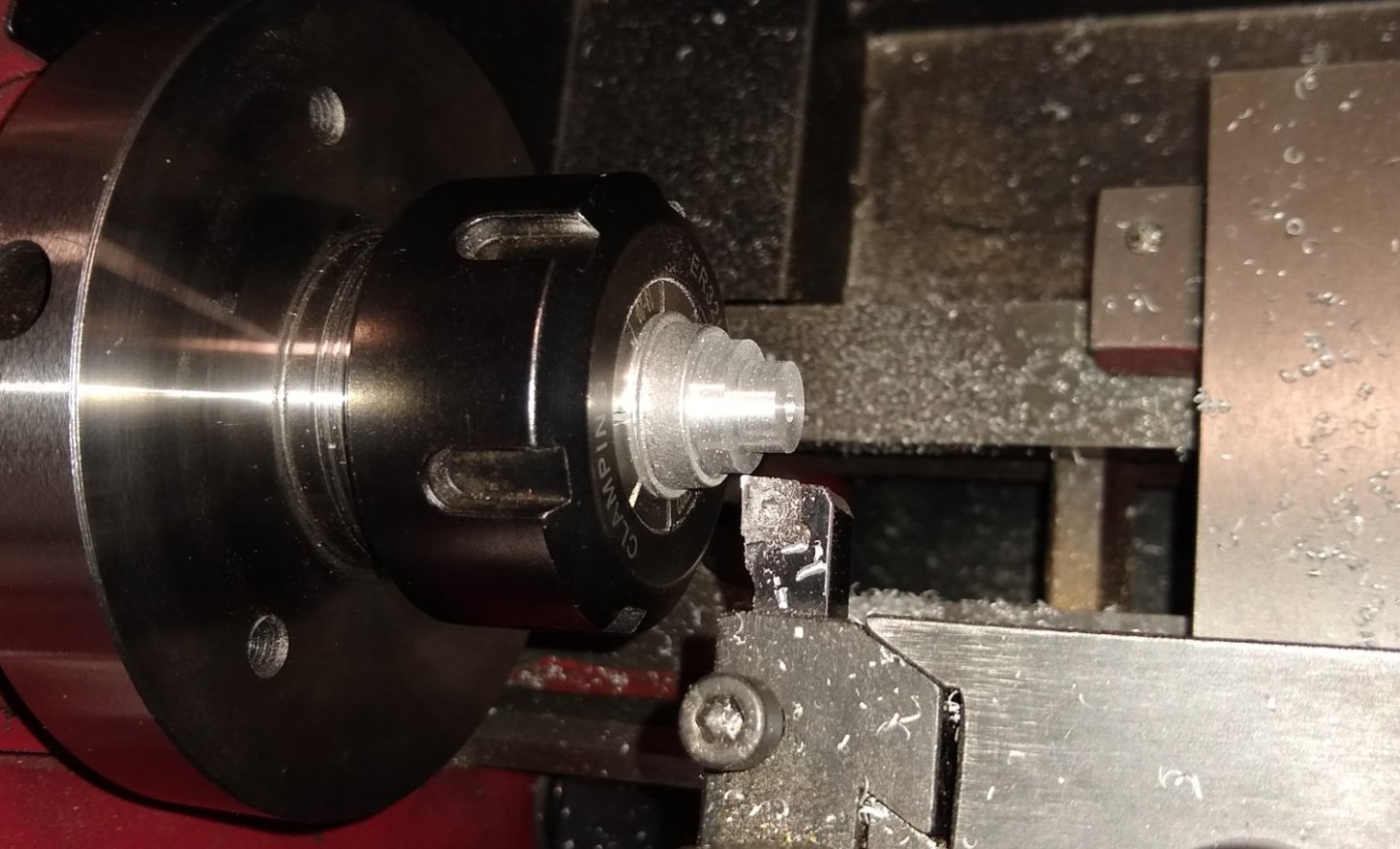
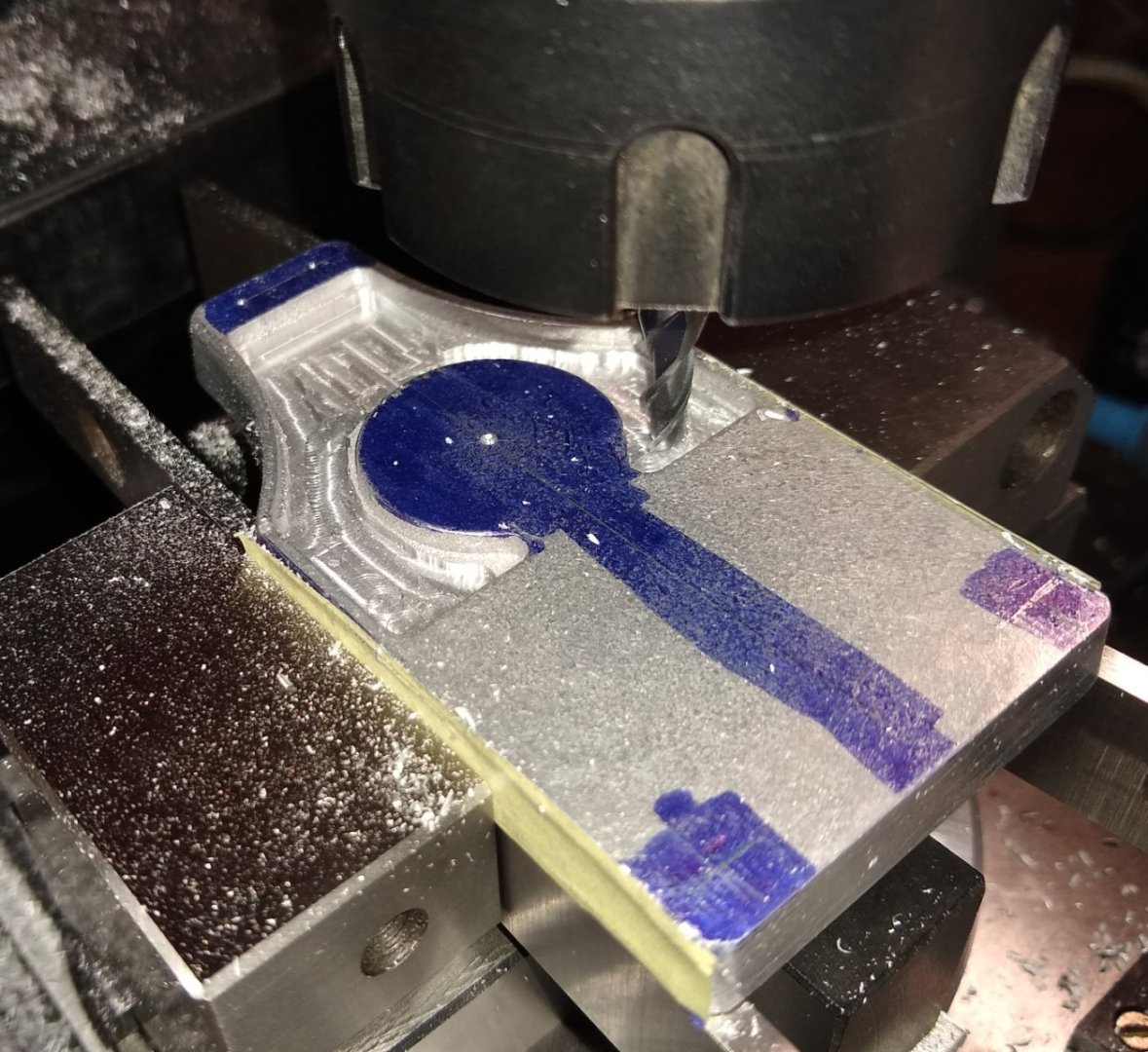
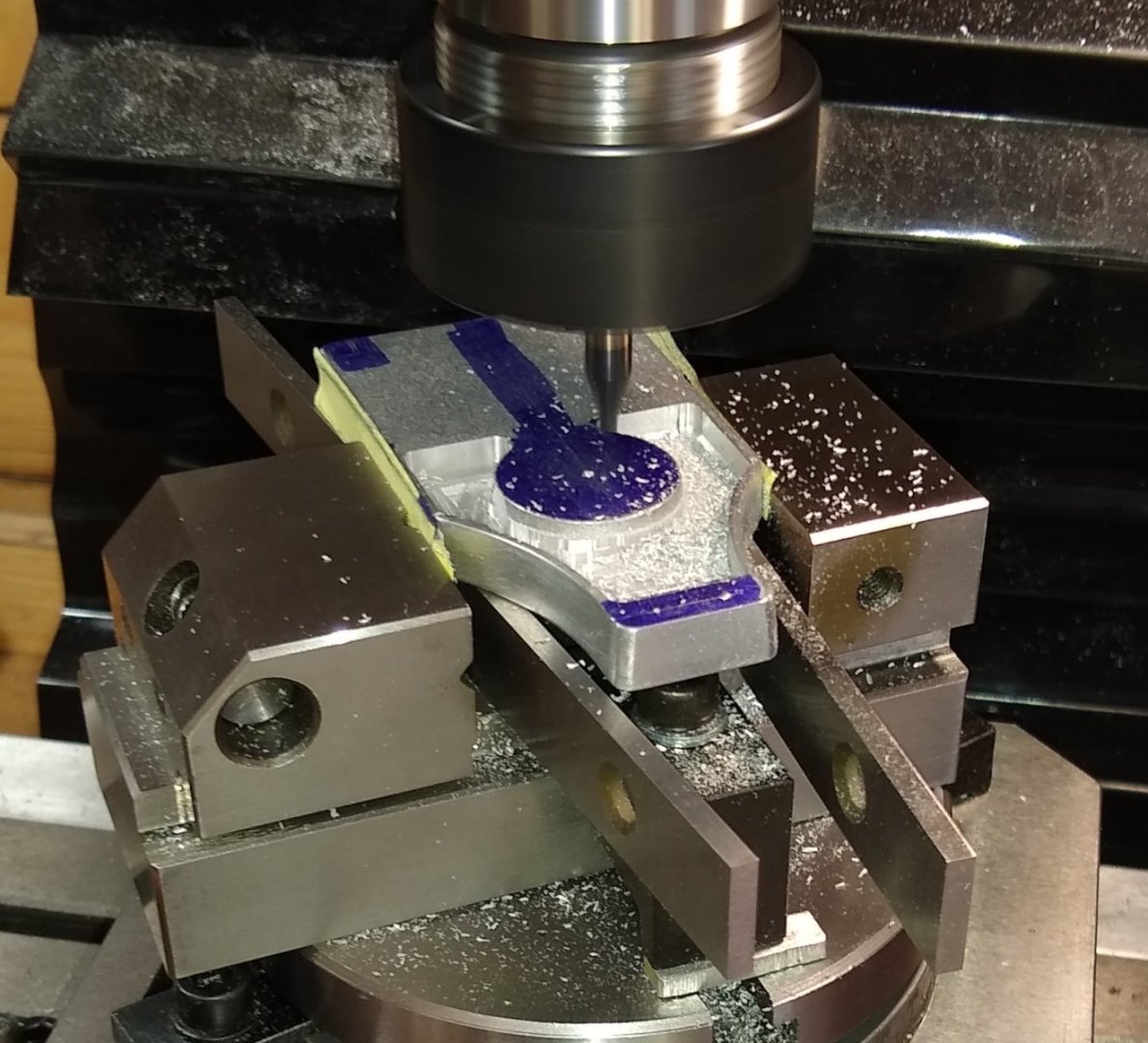
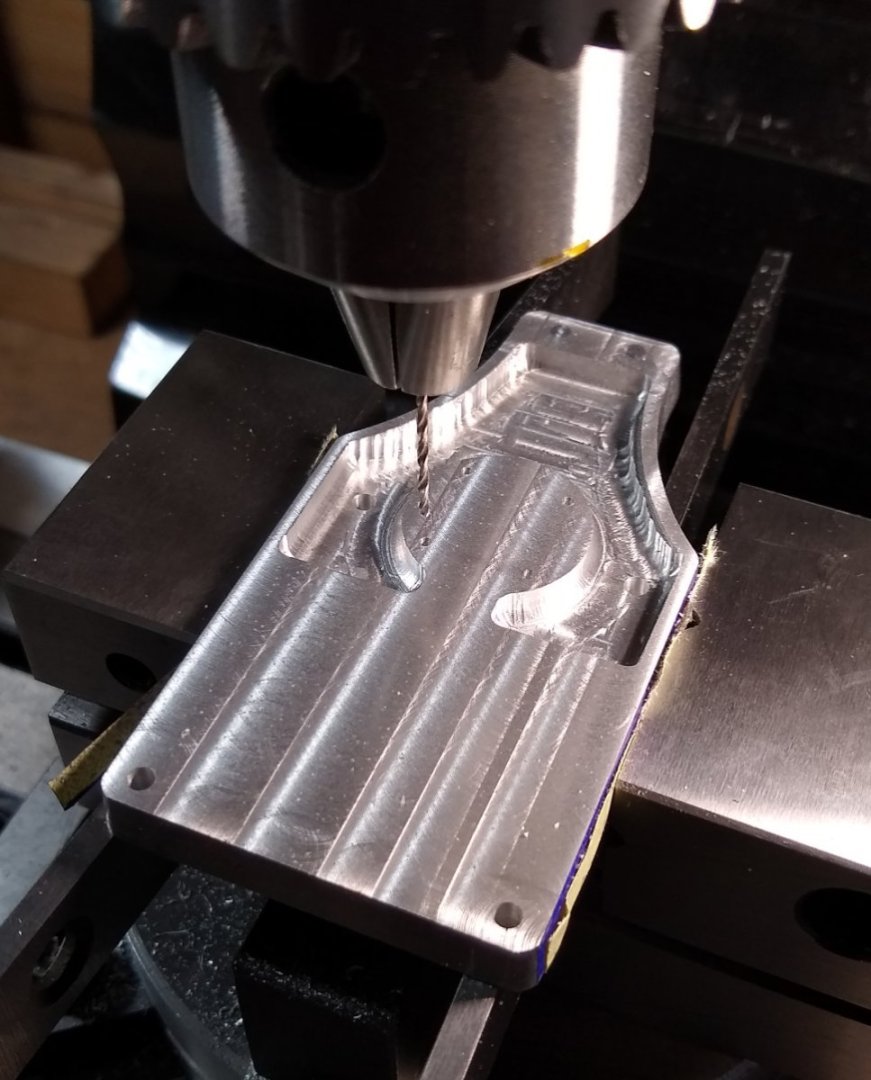
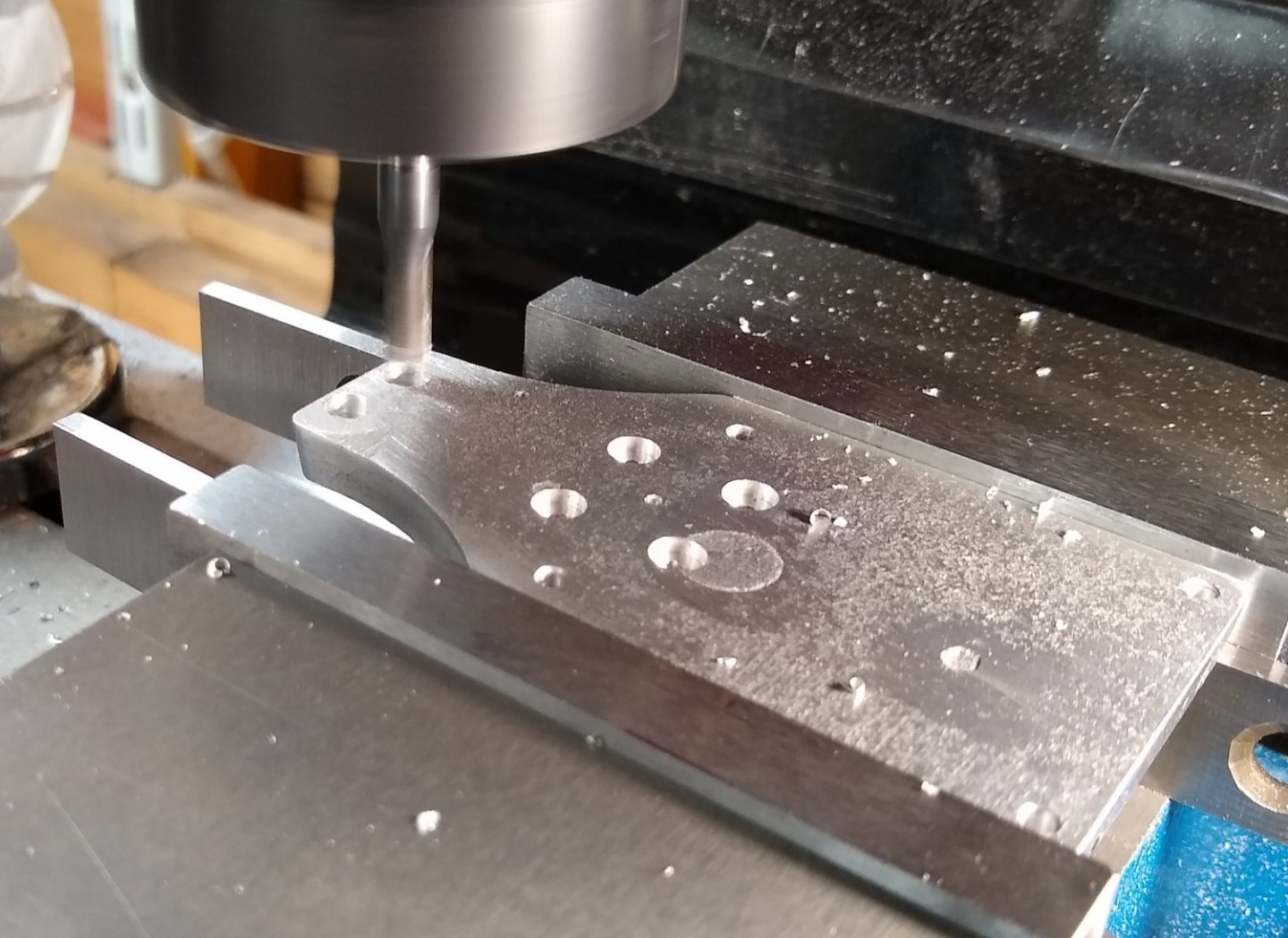
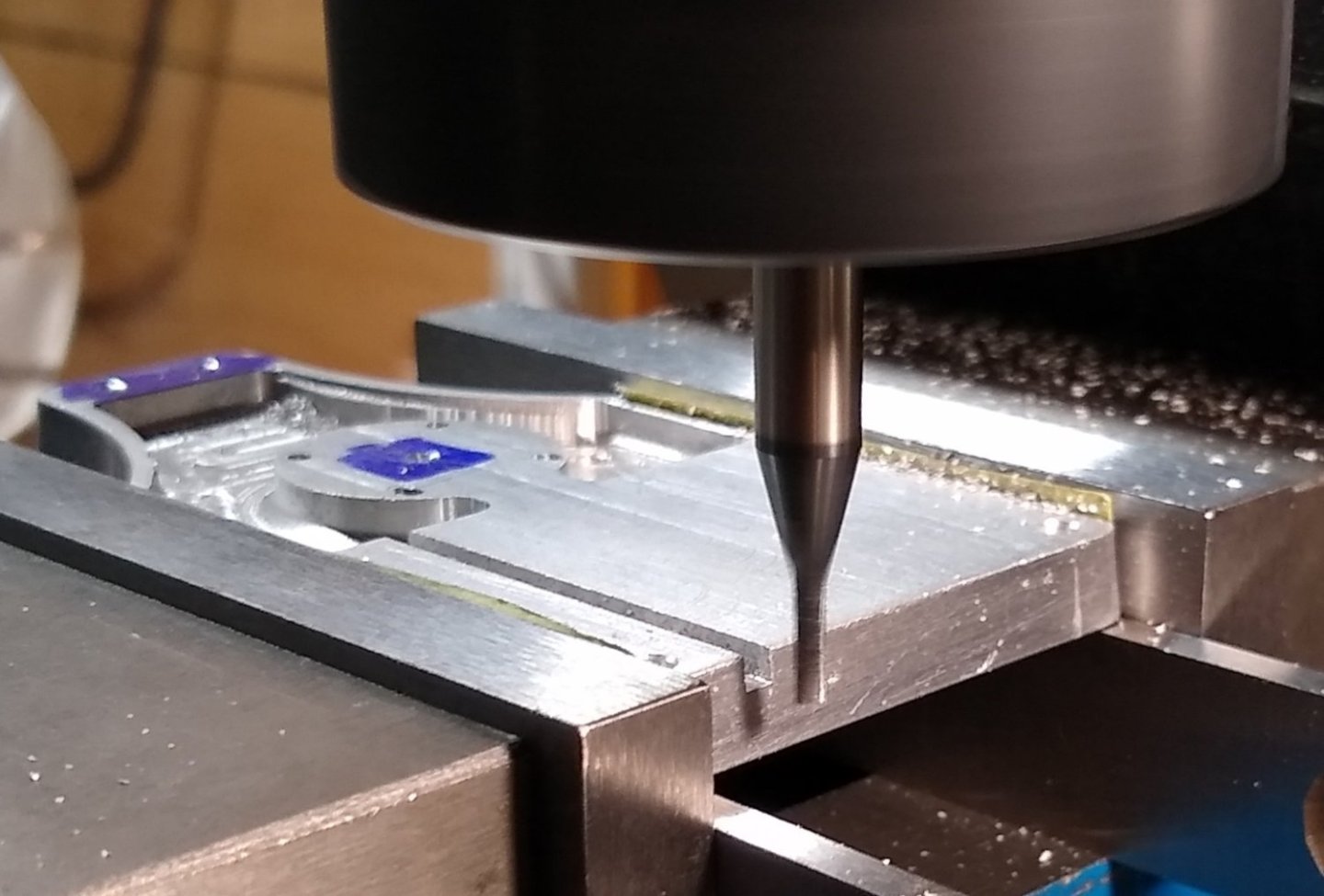
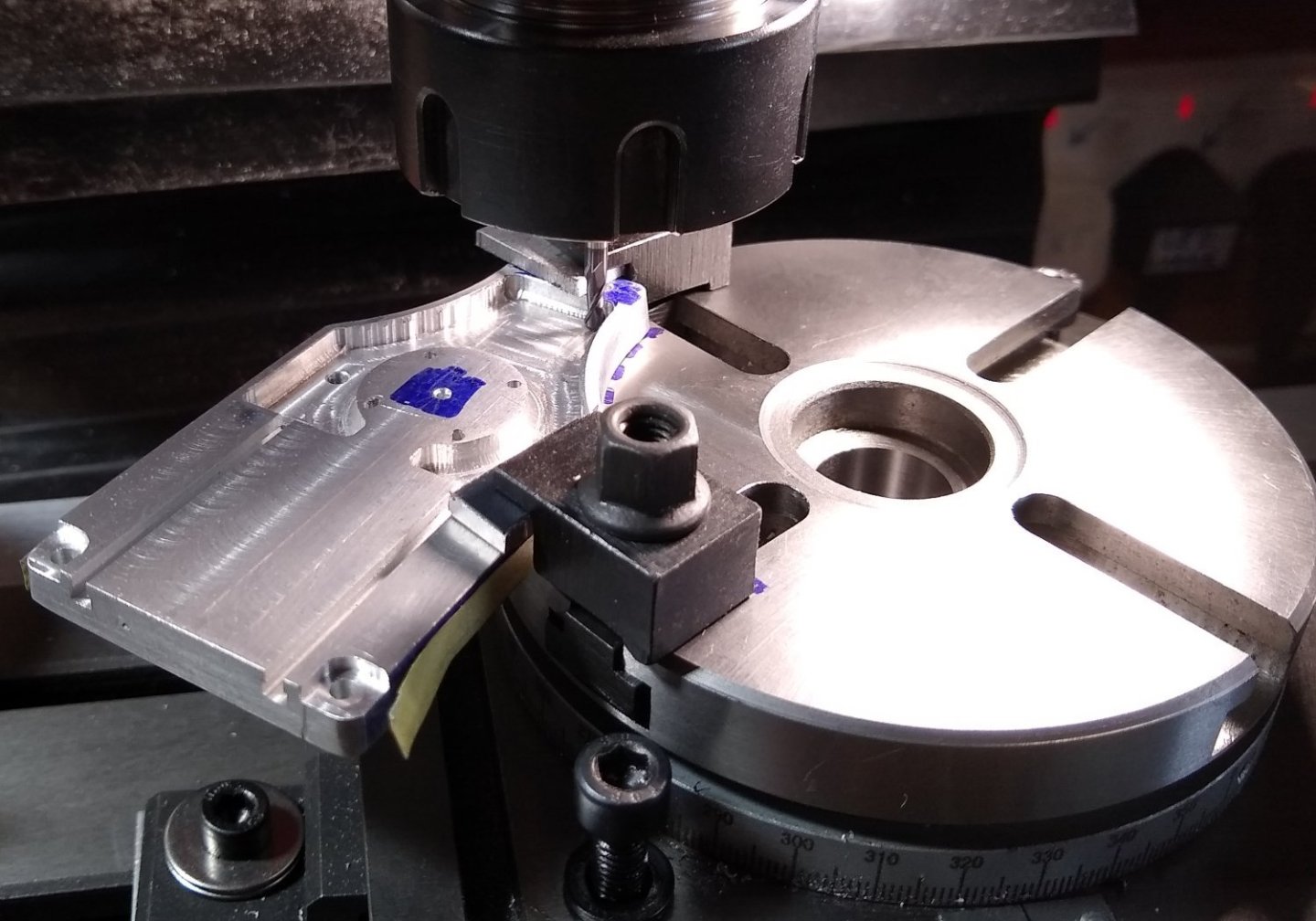
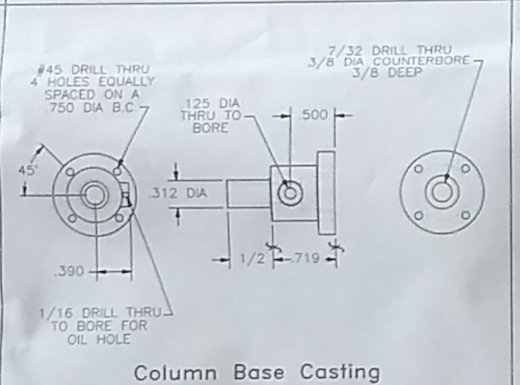
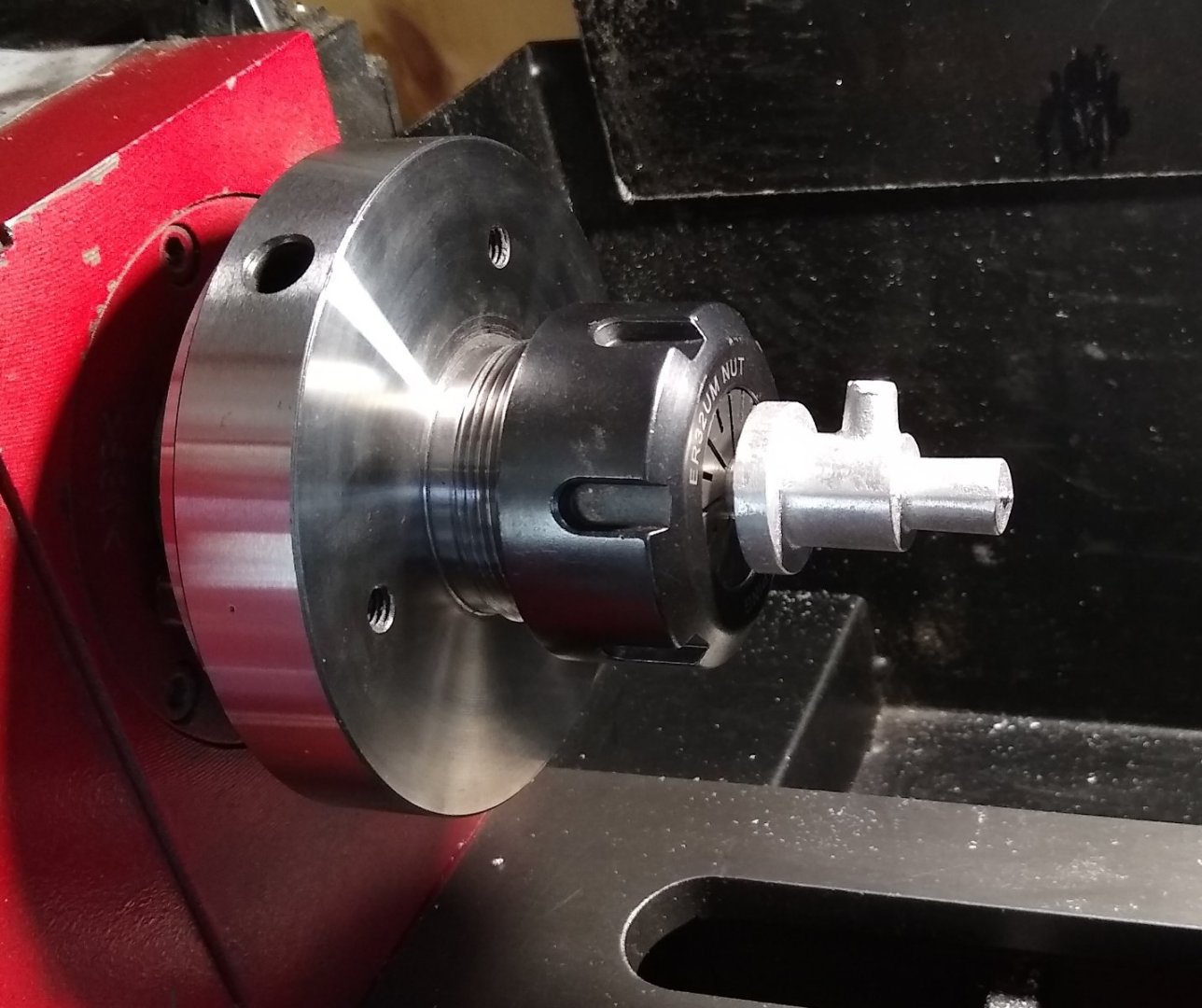
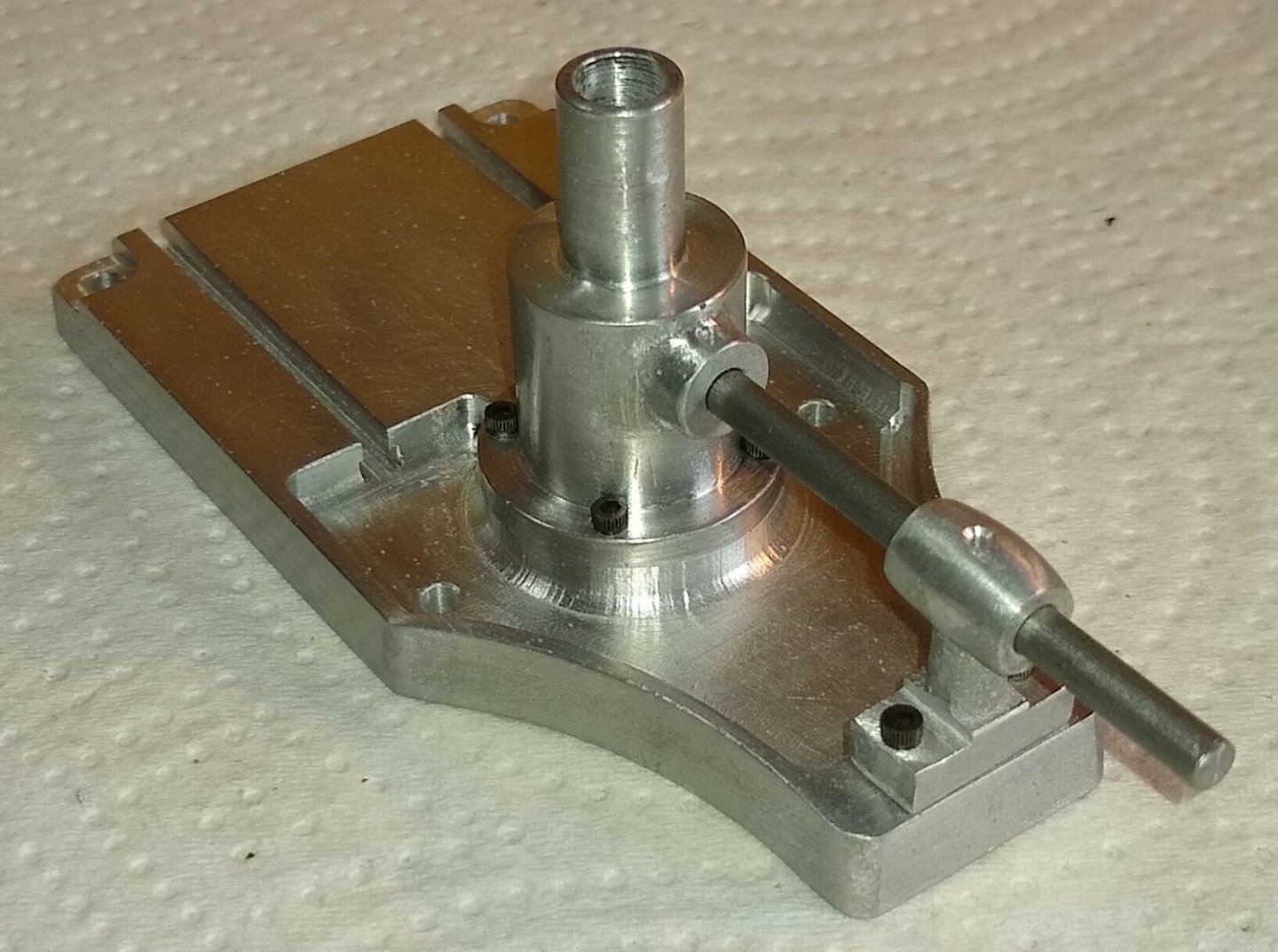
This week's post covers the remaining major parts. I also fitted the bevel gears at the top of the machine and did a number of other small tasks that I don't cover in this post. The Spindle Sleeve (Pt 30), requires two lockable Collars (Pt 24) to tie it in with the Spindle Shaft (Pt 22) that carries the drill bit up and down towards the work piece. Also made were the two handles (Pts 32 & 33). Firstly, the two collars. Straighforward to make. As usual, parting-off Mild Steel on a mini lathe can be a little challenging. However , this time it went well...I imagine I had the tool perfectly aligned and the right RPM. It's a tipped tool so no coolant was used. Next was the Spindle Shaft. This was a slightly tricky part. A 1/16" groove at one end, a tapered hole at the other and a 1/32" through slot. Shown below also was a modified Junior hacksaw blade(0.018" thick) that I had used on a previous project - I intended to use that to join together the drilled holes to make the 1/32" slot. The blue arrow shows where Taper Shank (Pt 34), for holding the drill bit, fits into the tapered hole. I used a Fine-Feed micro drill that fits into the existing drill chuck on the mill. This allowed me to apply very light finger pressure to the 1/32" holes which removed as much metal as possible for making the 1/32" wide slot. After drilling 5x or 6x 1/32" holes in the Spindle Shaft I realised that I would need to link the holes before the hacksaw tool could be used. An old Safety Blade was used to partailly break one hole in to it's neighbour. A Dremel with a fine-point tool was also enlisted. Eventually, the hacksaw tool could be pushed in to one end of the slot. After a bit of elbow grease the saw started to do it's job, and quite well. It's amazing how strong these blades are. Drilling the hole in the Taper Shank for holding an old 1/32" drill I had....that drill diameter seemed to be the right scale for the Drill Press. A collet isn't designed to hold tapered parts, but the Shank taper is so slight at that size and diameter, it worked. The drawing calls for the handles to each be machined out of a single piece of 3/16" square brass rod, but I decided to fabricate them - I felt it would be less risky. I soft soldered the parts together. Finally, a couple of pics of most of the parts assembled together. One of the new handles can be seen upright near the top, the other close to the bottom. I've still a few very minor operations to go plus some cleaning up, and then off to the paint shop and then final assembly. That will be my final post on this project in a week or two. All for now, Richard





-
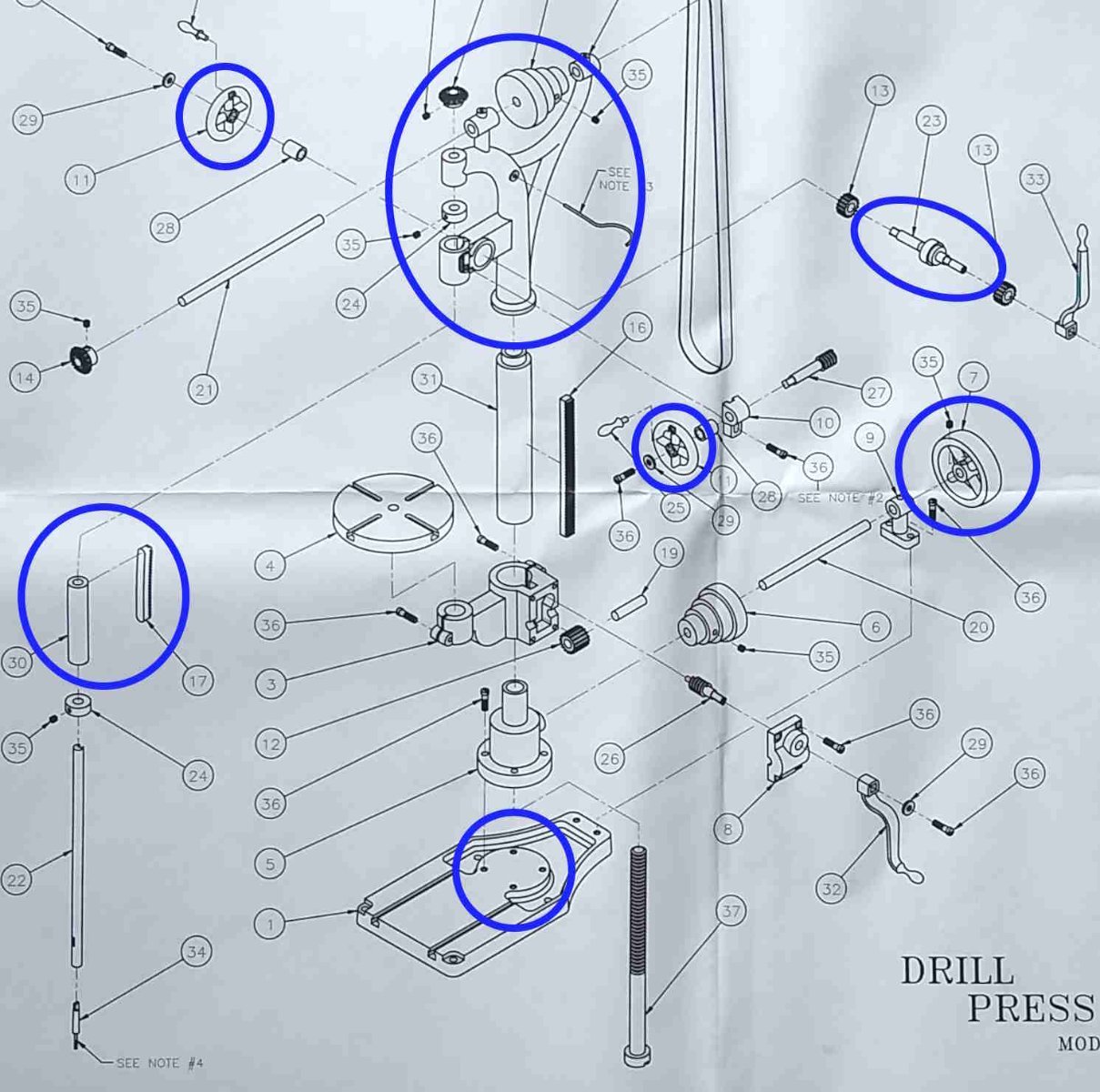
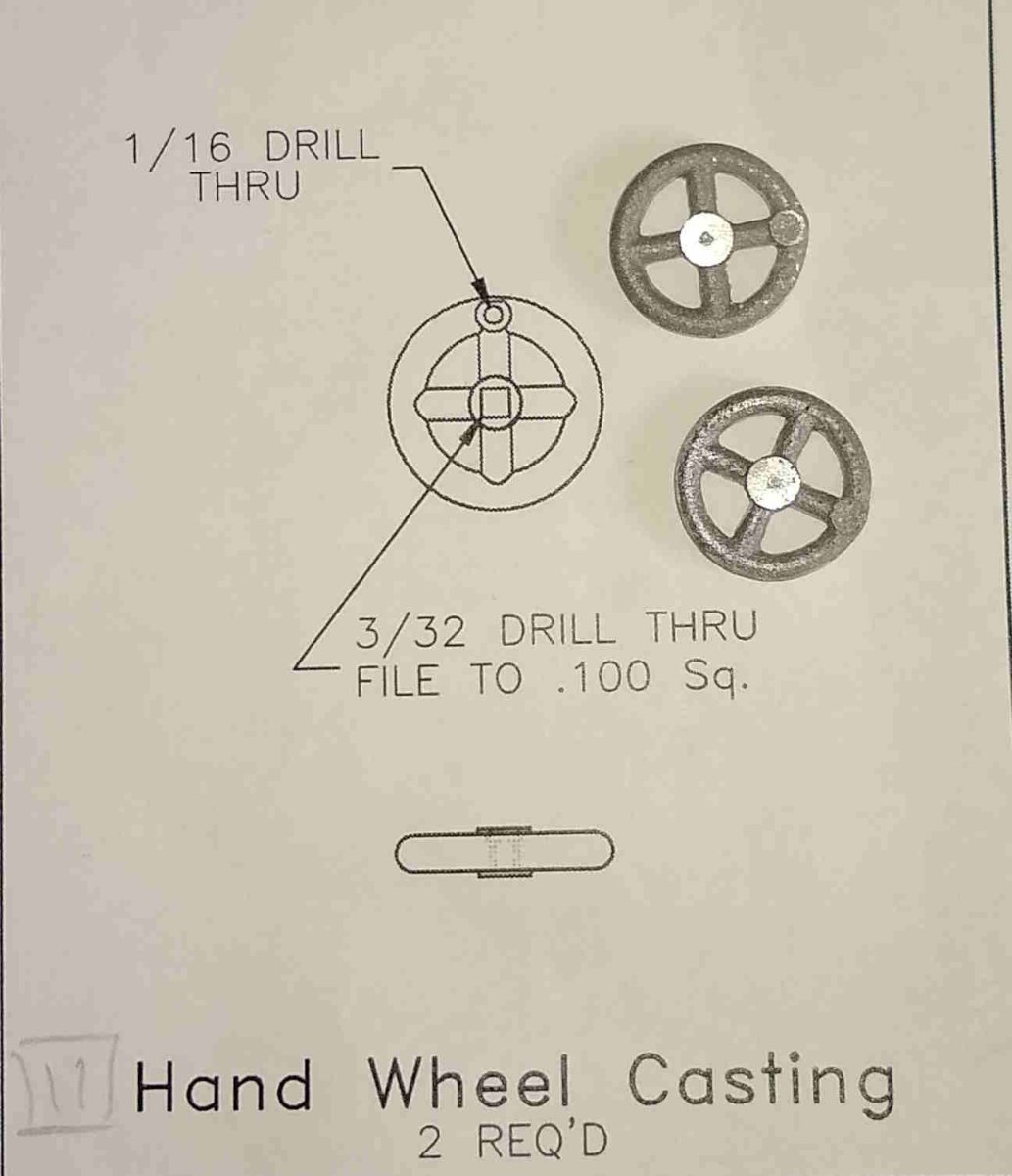
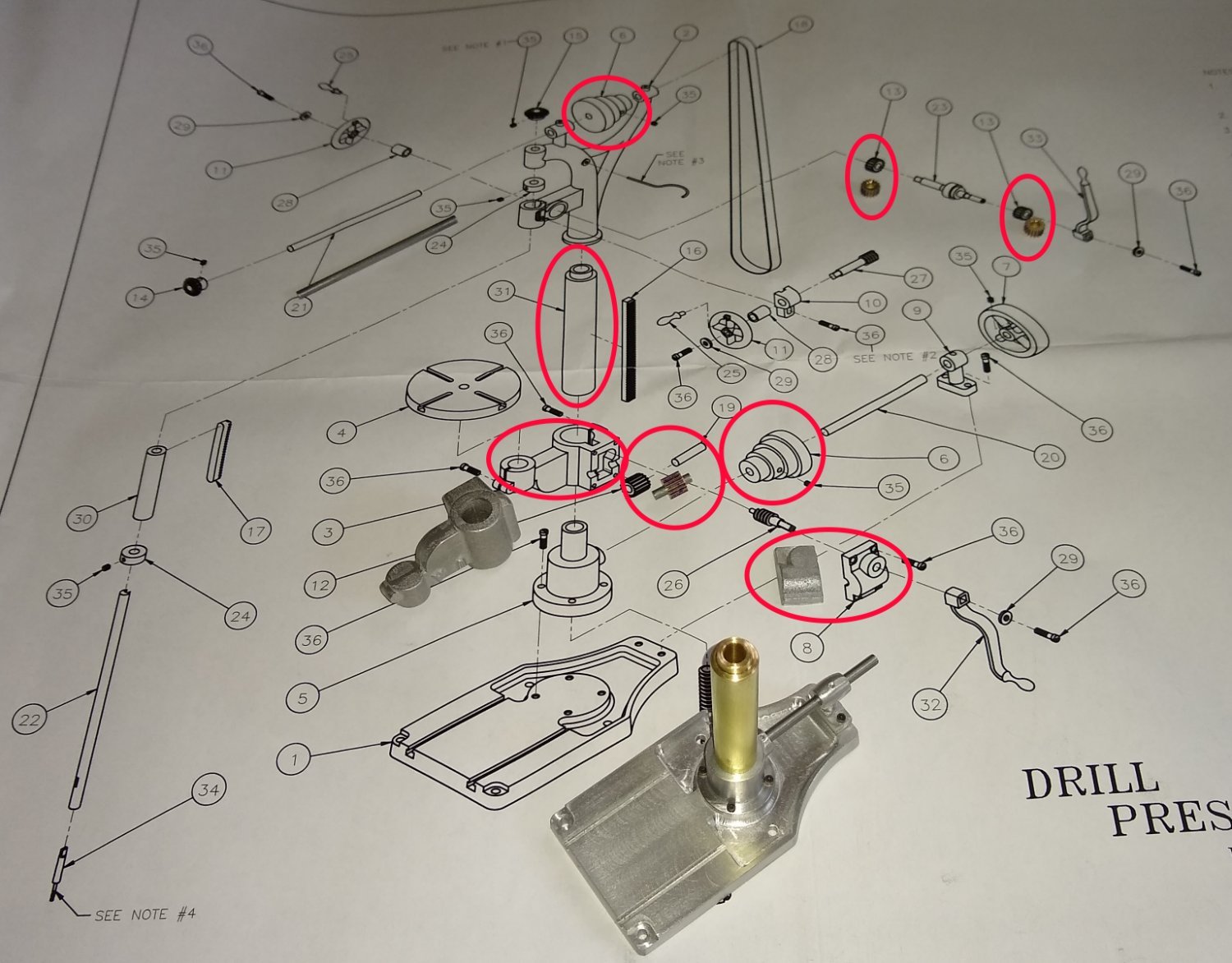
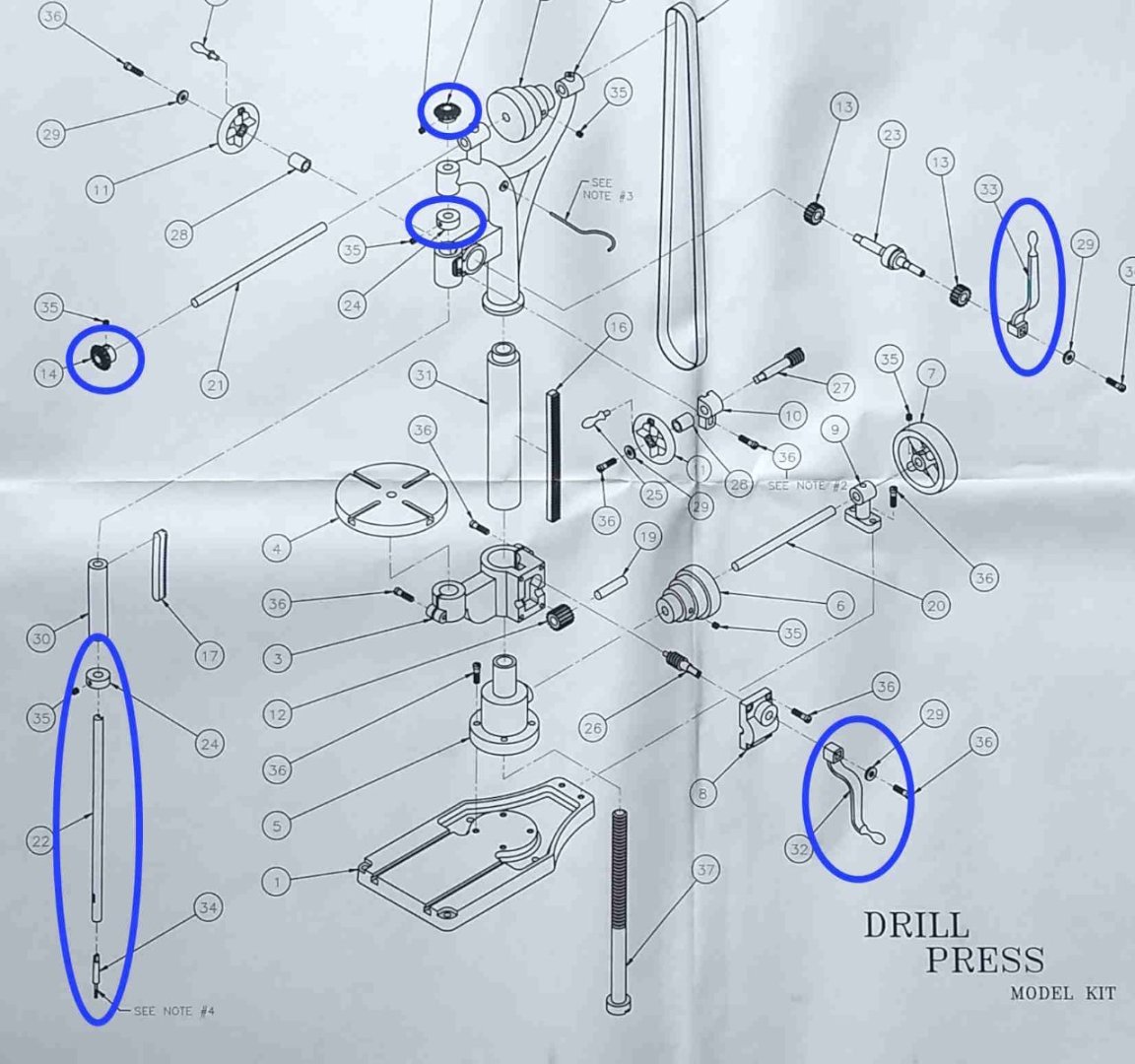
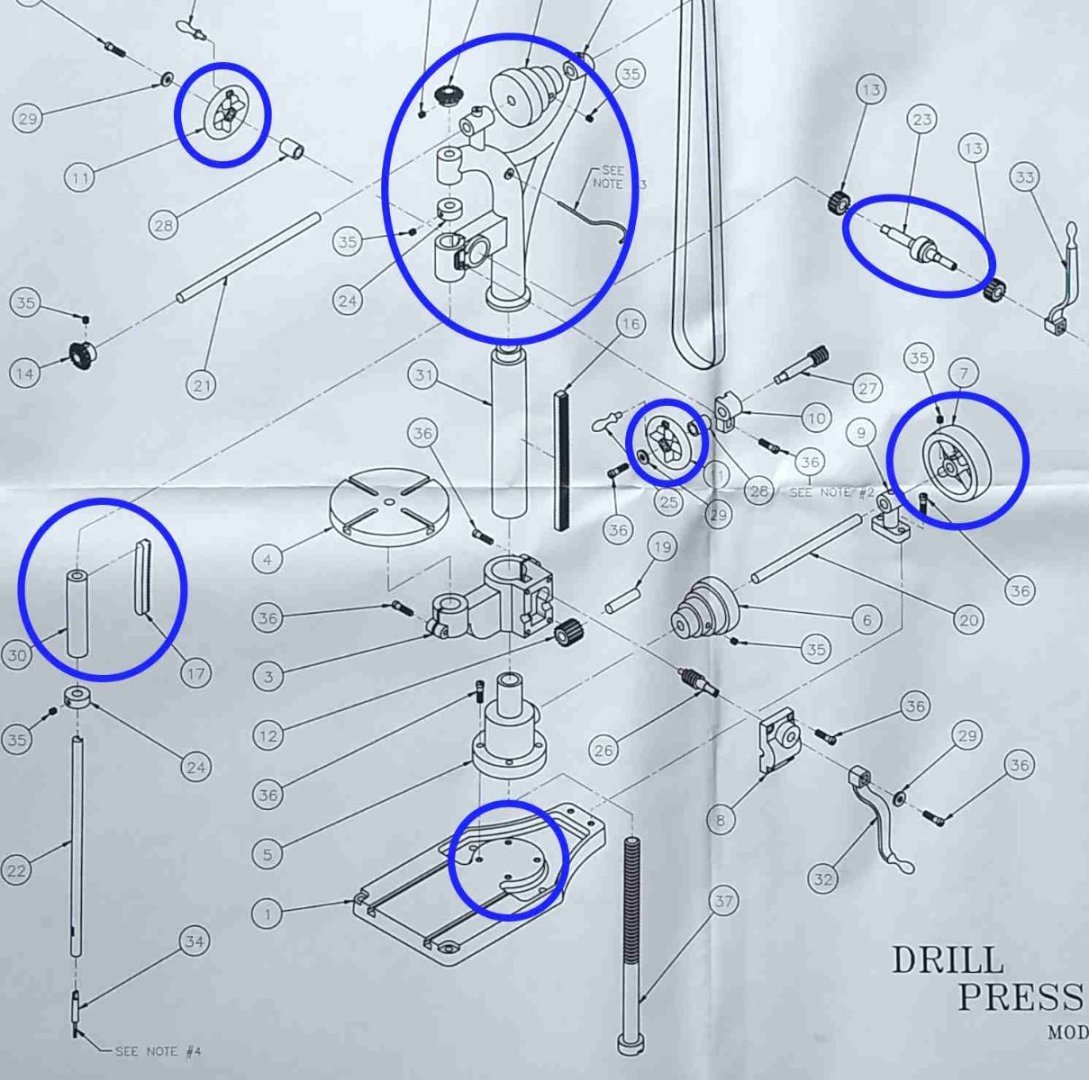
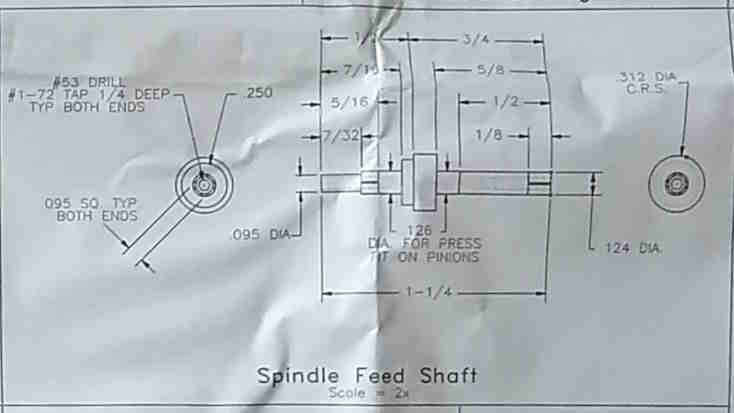
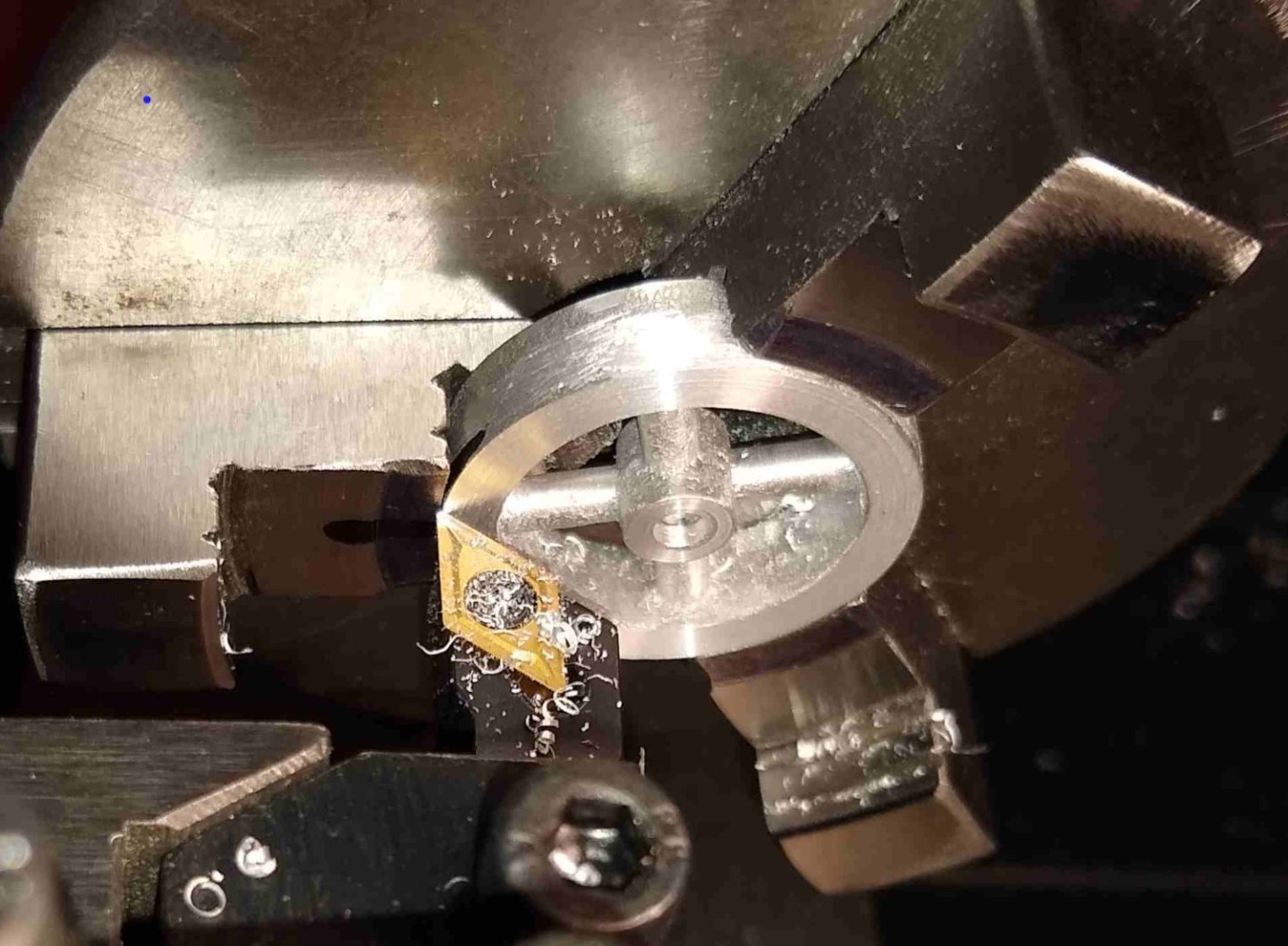
Some further updates on the model PM Research Drill Press parts that I have been working on for the past couple of weeks or so. Below, ringed in blue, are most of those parts. Below, the Mild Steel Spindle Feed shaft. Quite a straightforward part, with square drives either end, one for a small hand wheel (Pt 11) and the other drive for a large lever (Pt 33), which is disengaged, for safety reasons, when the drill is powered up. After turning one end of the shaft down to diameter on the lathe, the four flats at that end were produced on the mill. A quick test of the turned sizes by fitting the shaft in to the Frame (Pt 2). The finished shaft is indicated below, as is the opening it fits in to. The shaft assembled with the two brass gears that will be press fitted on to it or, in my case, probably Super Glued 😉 Pt 17, the Spindle Rack requires a square slot to slide in as the Spindle Sleeve moves up and down. The slot is about 1/8" square, so I used a long series 3mm end mill to remove most of the slot material before getting the square needle file back to work to finish off the slot. The milled slot, just before the needle file starts forming the square corners. A sub-assembly of the shaft, two gears and Pt 27, the Worm Feed Shaft. Below, is the main drive pulley. This is where power is initially fed to the drill when it is in a functioning machine shop. The only way I could find to hold the pulley was to use the 3 jaw chuck, with the reverse jaws. The jaws sat slightly below the width of the pulley so that allowed me to skim the faces flat. Slightly out of order, but the 1/8" hole is shown being drilled below. There are also a couple of small, delicate cast hand wheels that need a couple of holes each. Again, no problems here as long as they were handled/clamped lightly. There is a 3" long slotted head screw (#10-24). It attaches the Column Base to the Frame. The only way to tighten this screw was to undo the 4x screws that attach the Column Base to the main Base ...it quickly became a hassle undoing these 4x screws each time I needed access to the slotted head of the #10-24 screw, so I decided to drill out a 6mm dia hole in the Base to allow a reasonably sized screwdriver blade access. Most of the parts made so far. The 6mm hole in the base is indicated by the blue arrow. And the final pic for today is an assembly of the parts made so far. The drill is beginning to take shape. It's not too unpleasant to look at....almost Art Nouveau in style? That's it for today. Back soon. Richard








-
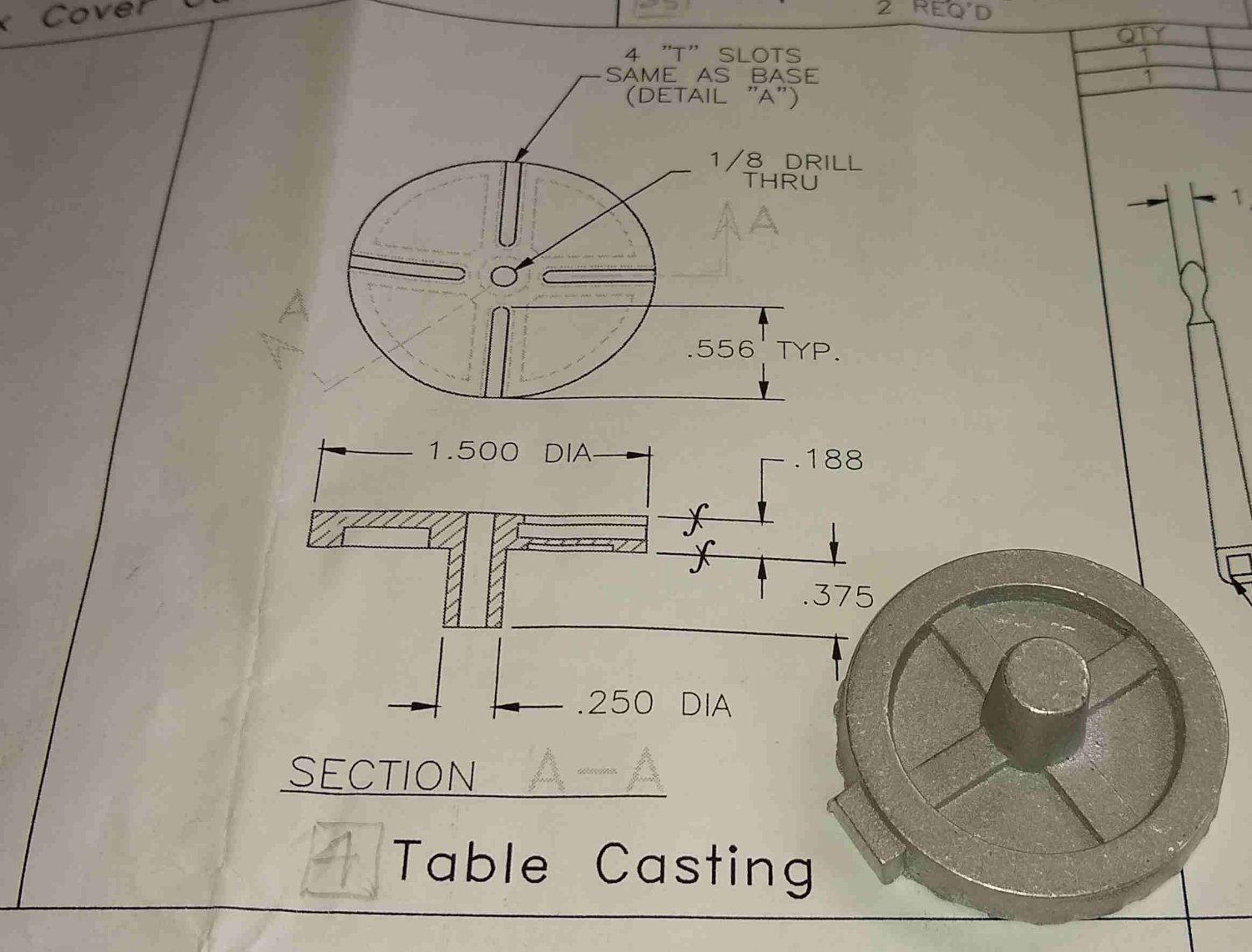
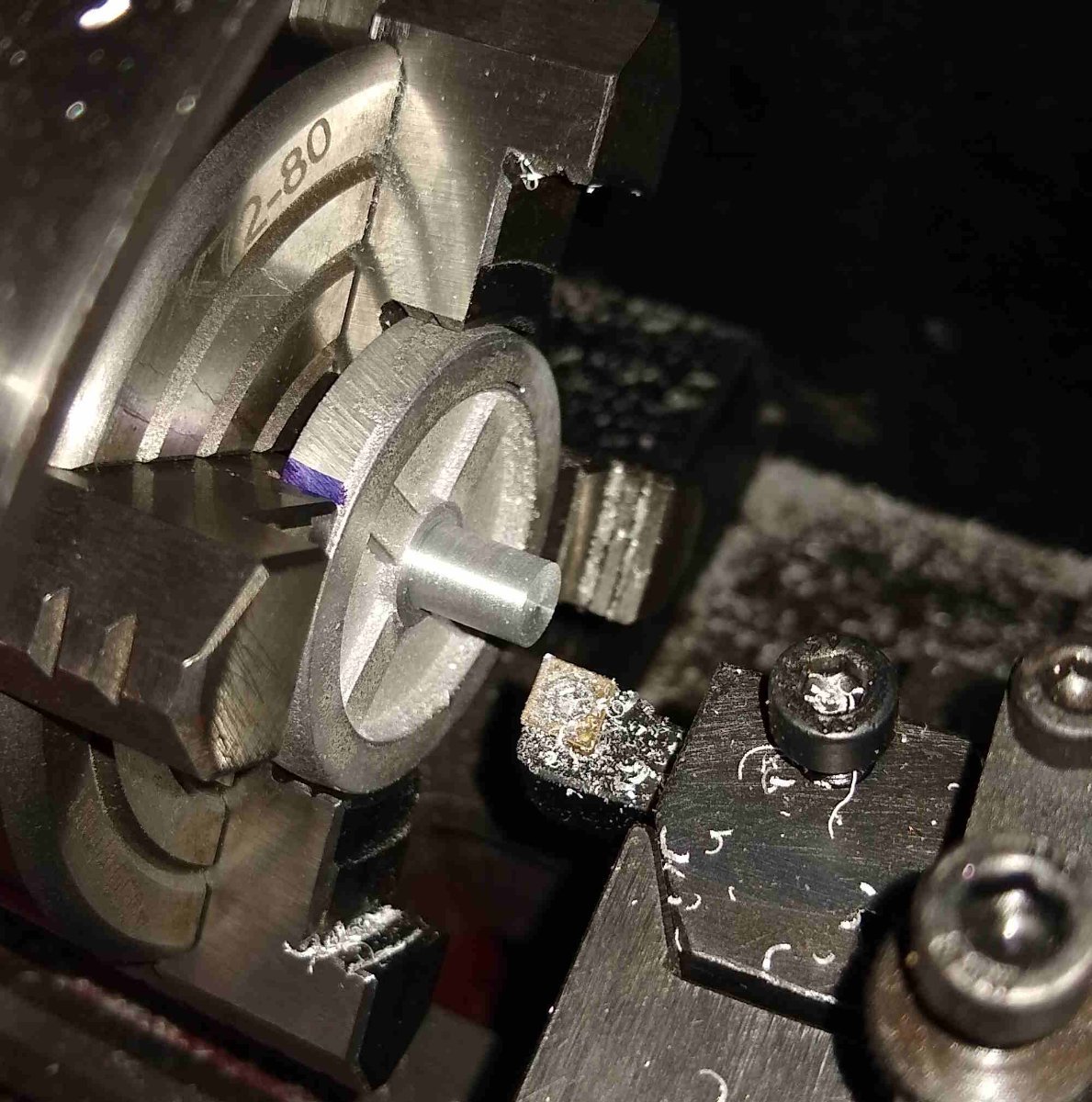
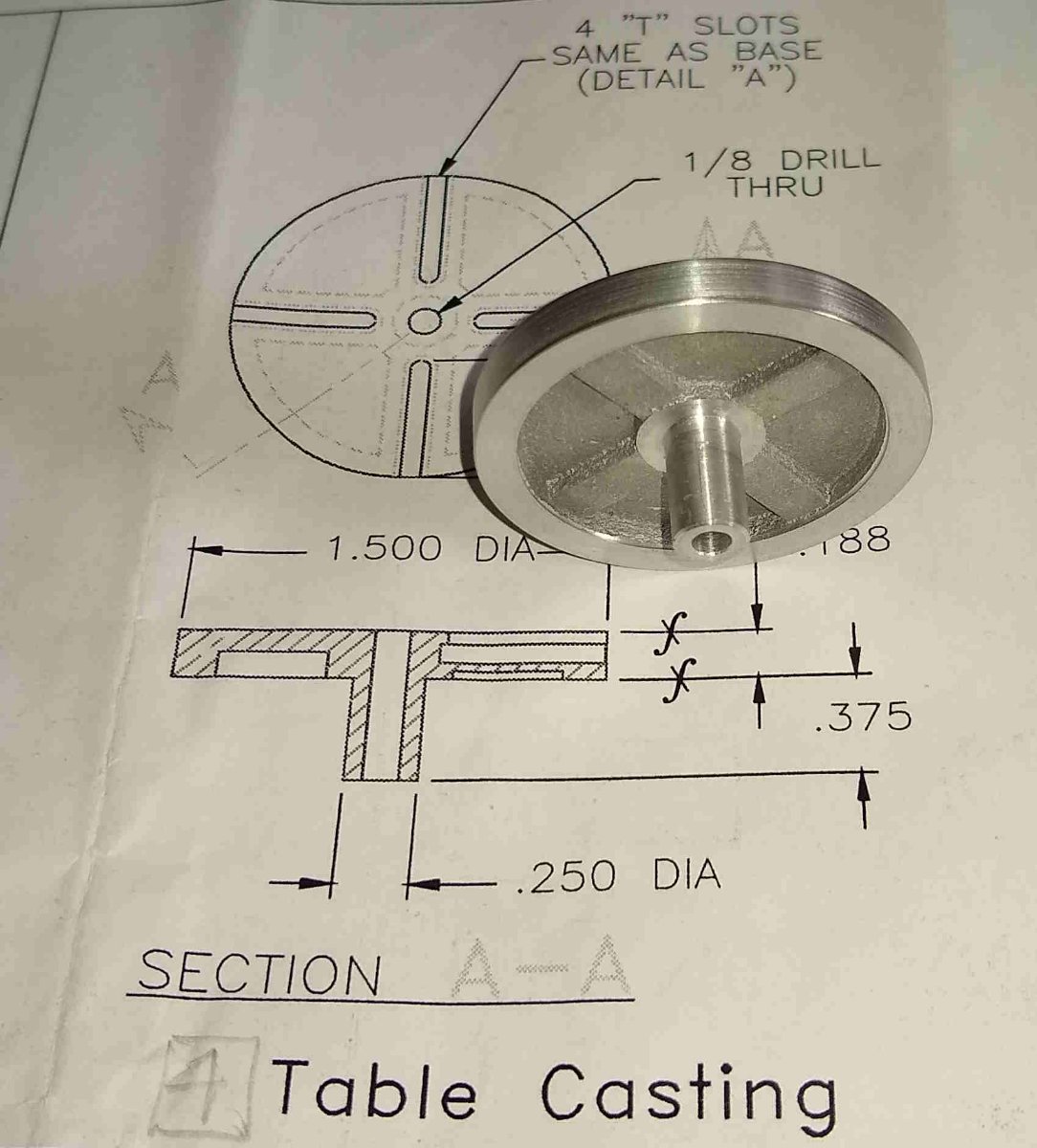
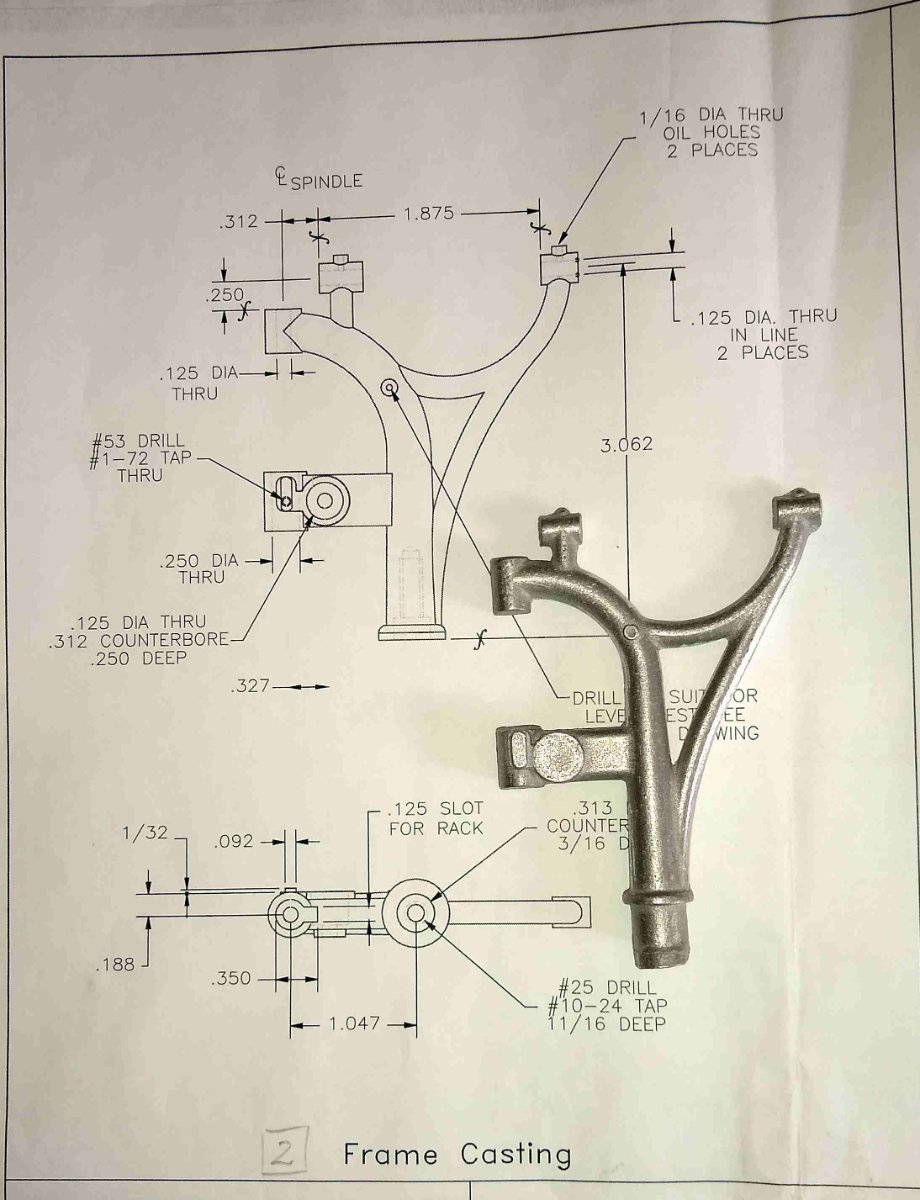
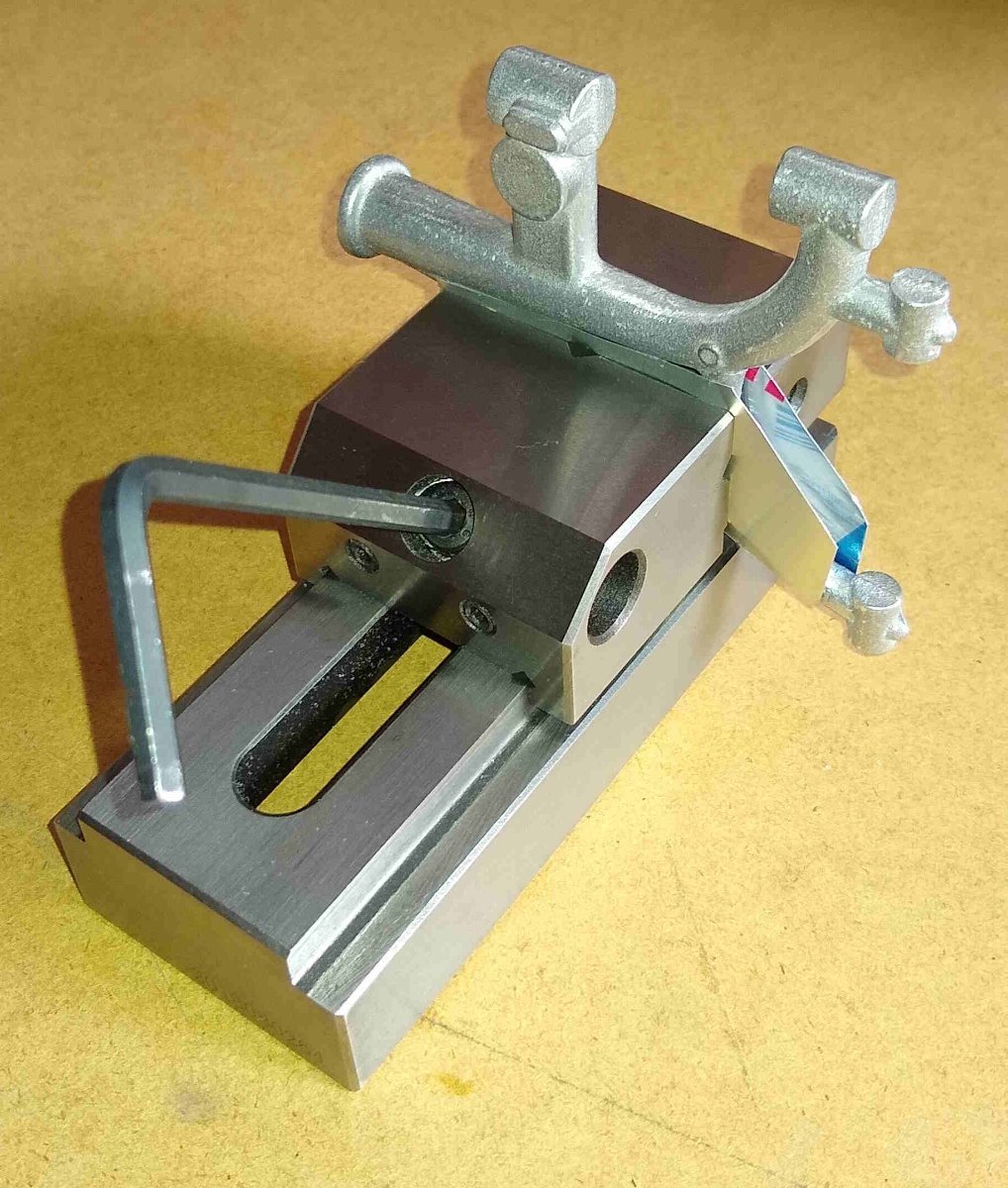
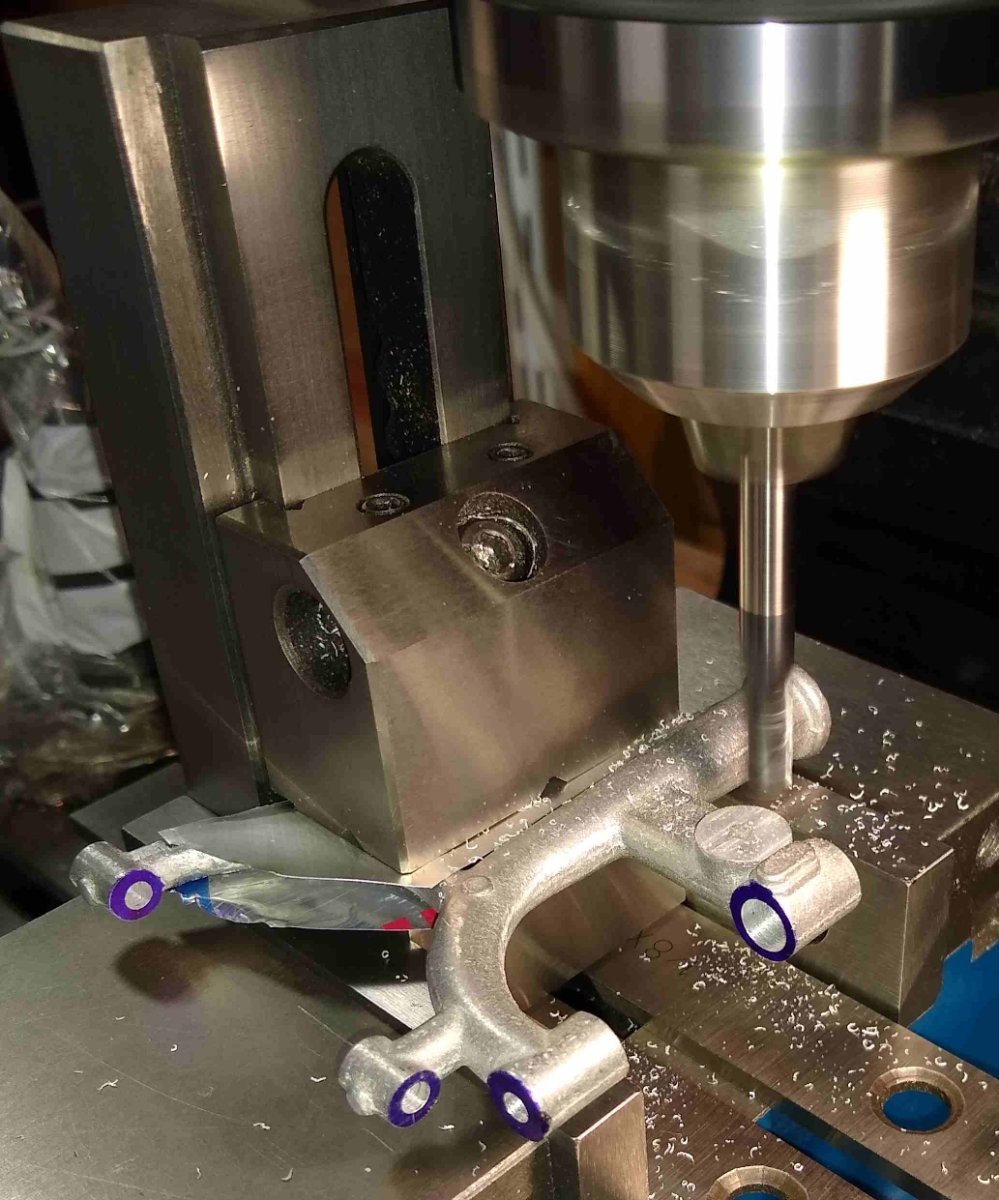
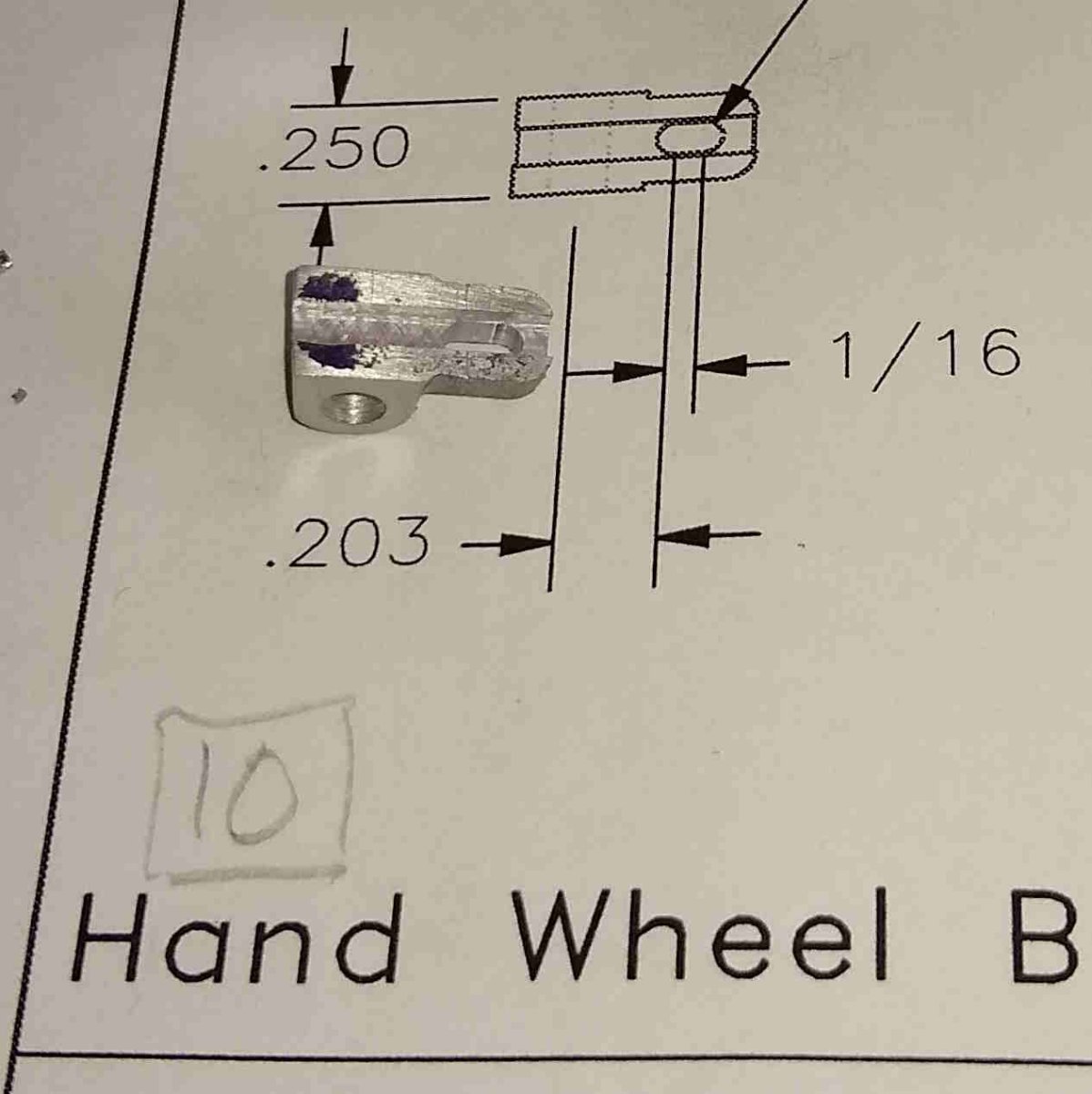
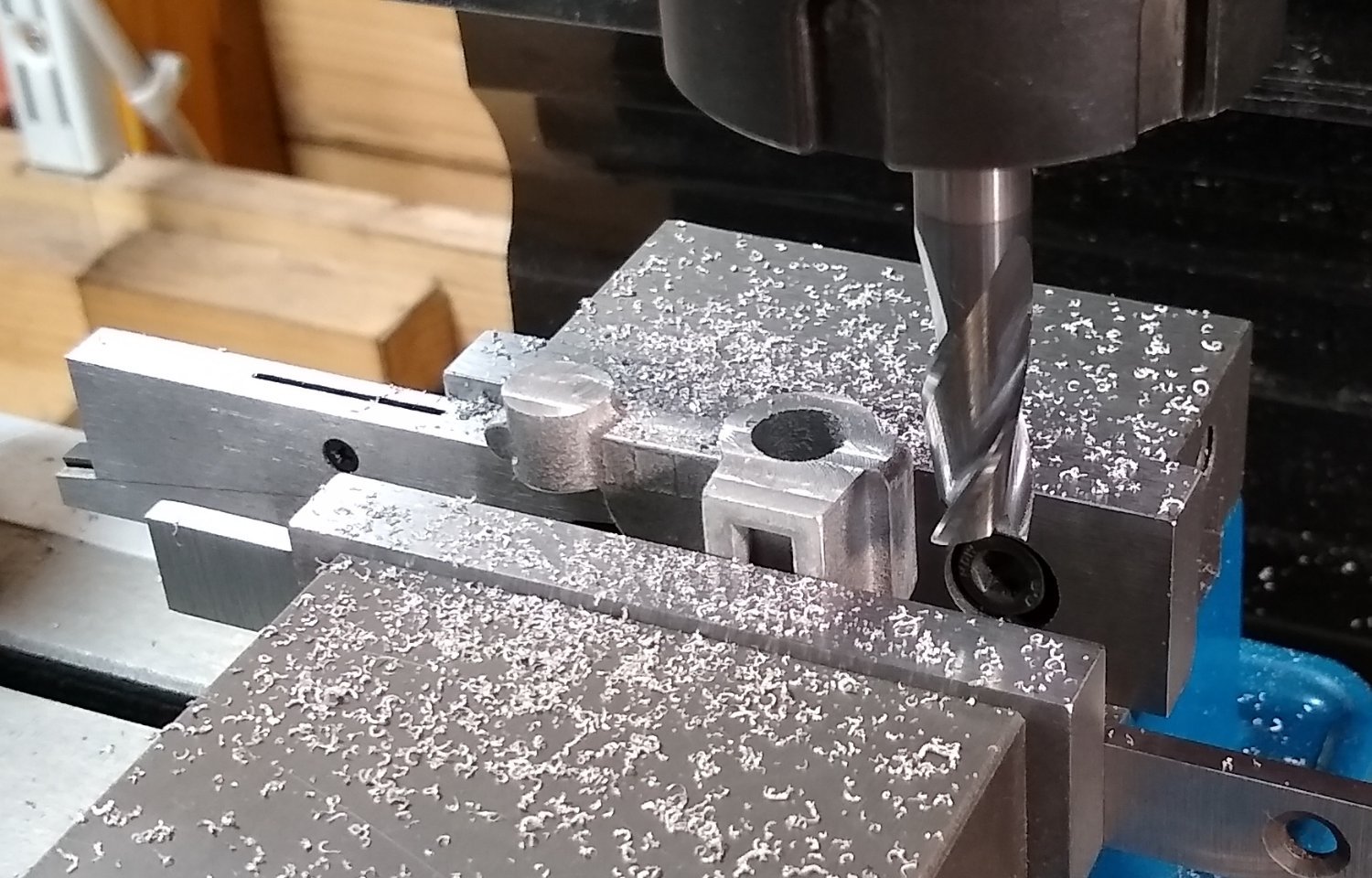
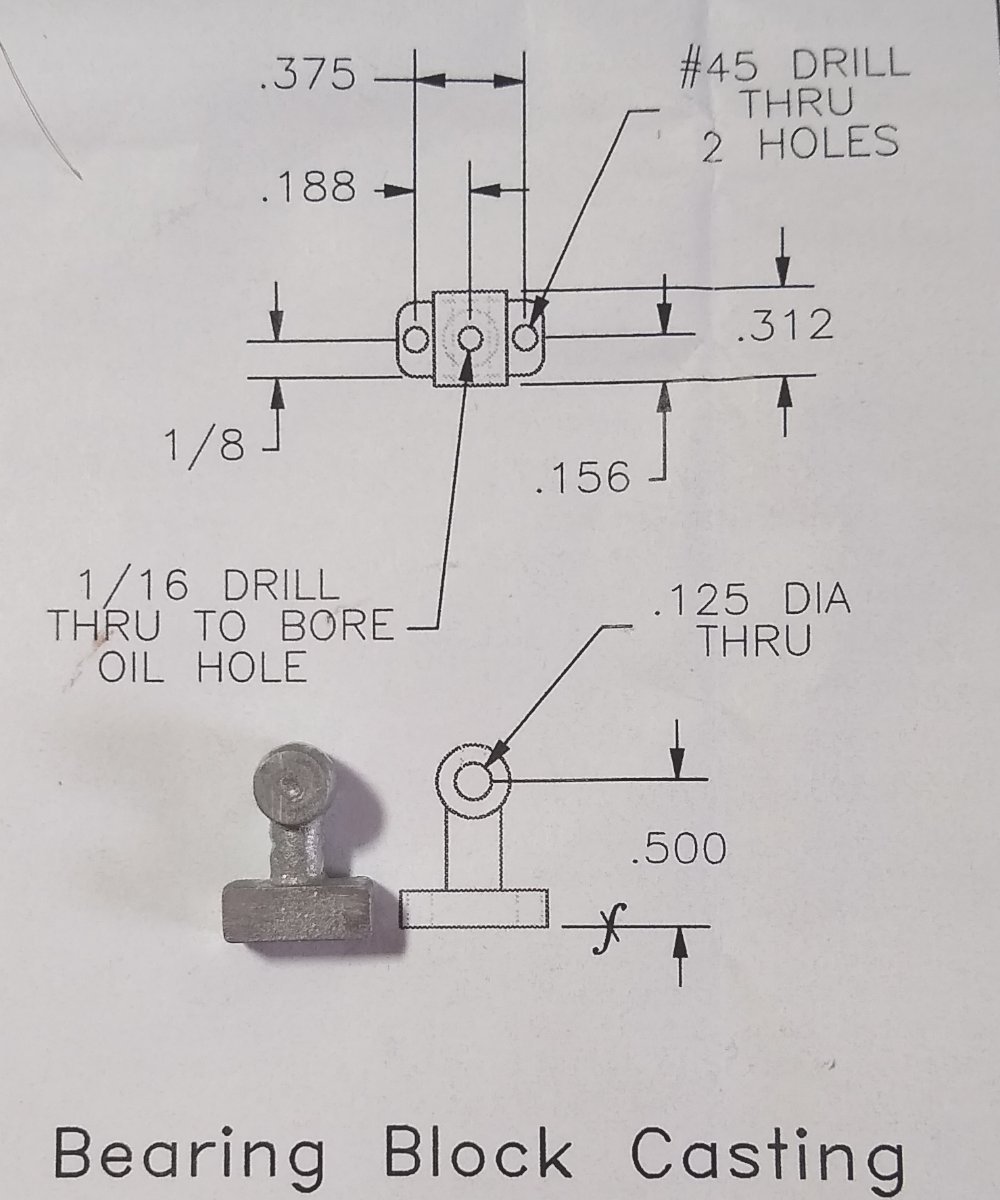
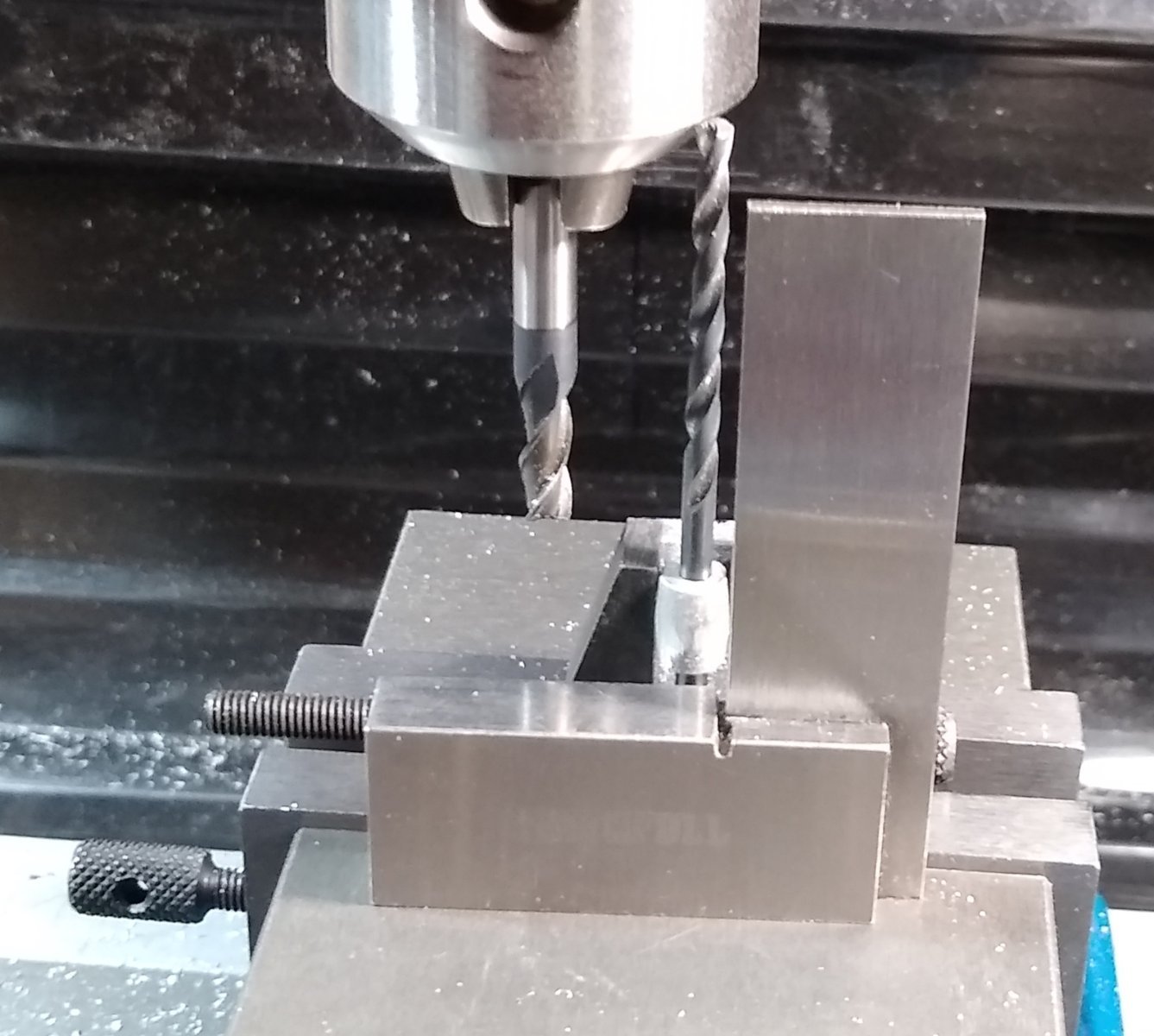
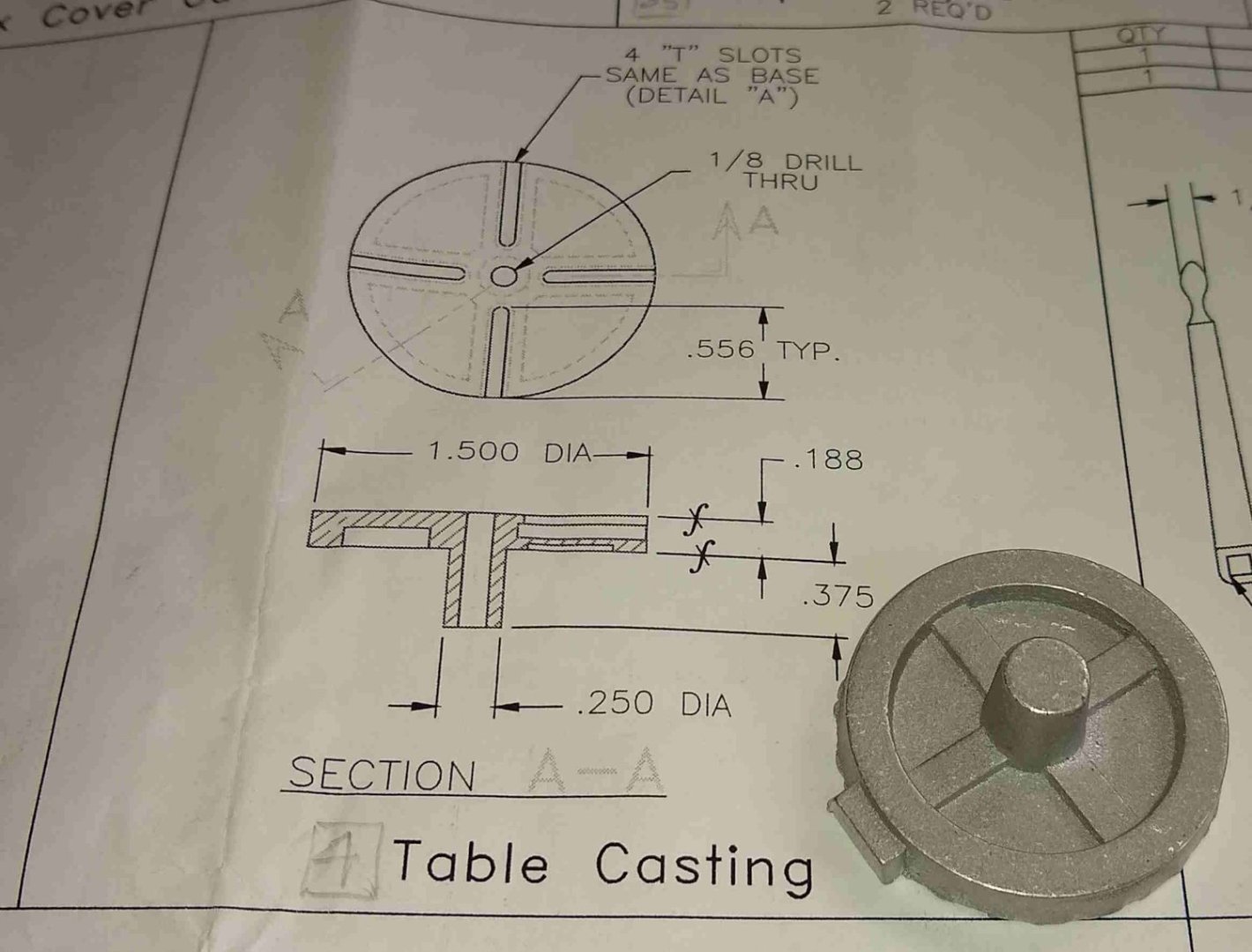
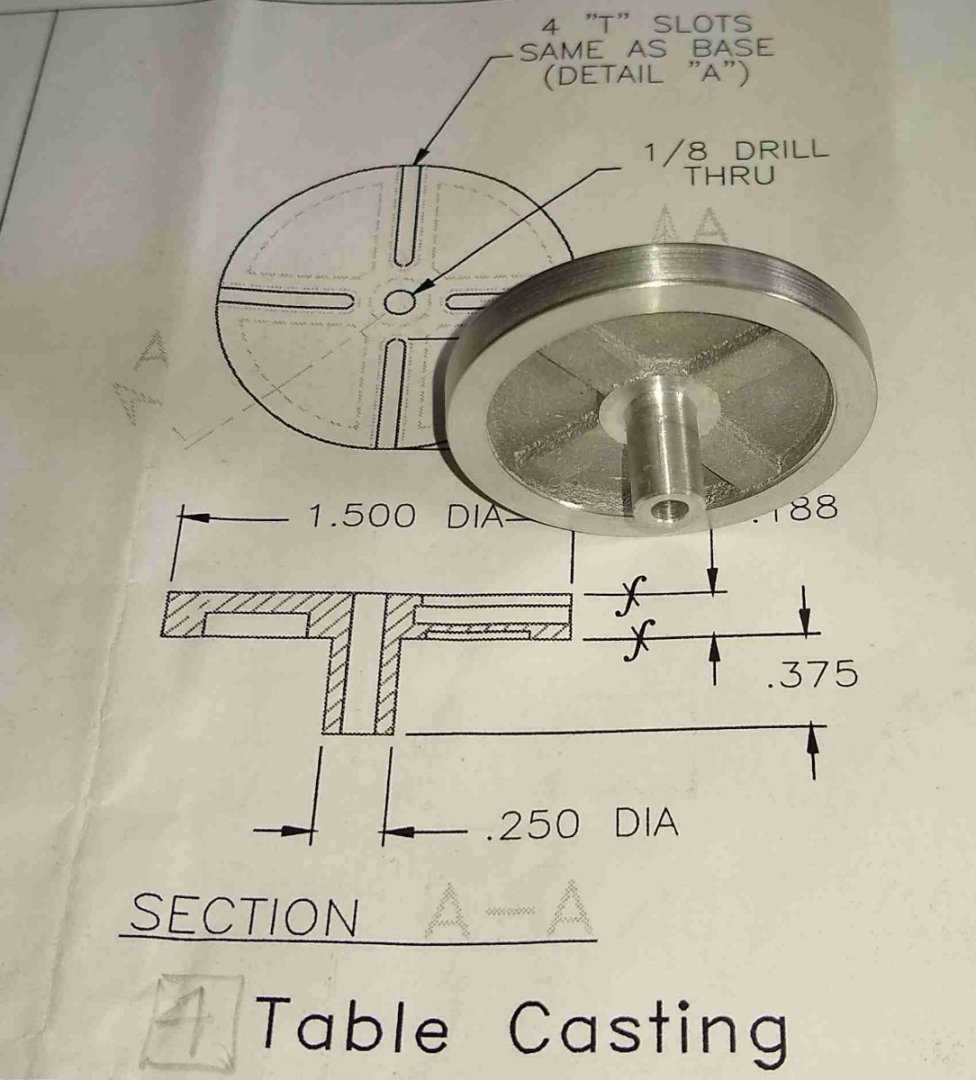
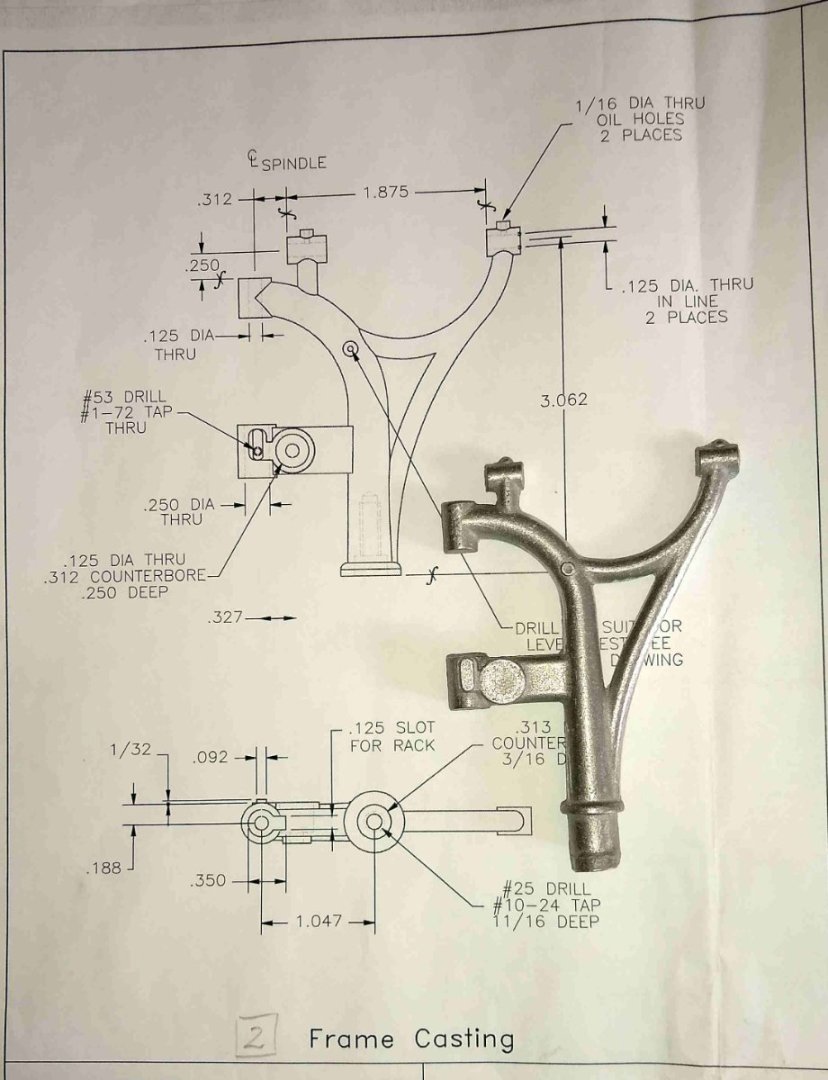
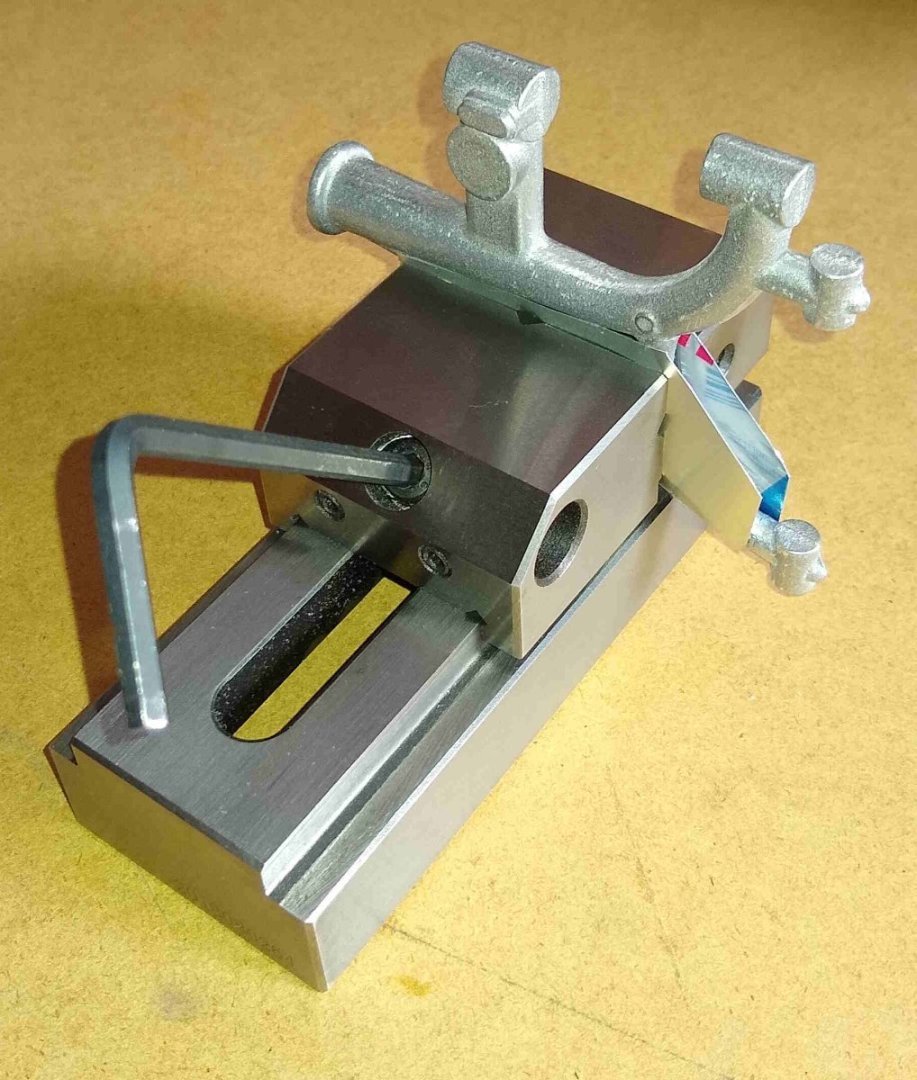
Hi all, My latest updates on the Drill Press progress. For the past week or so, I've mostly been concentrating on two main items, Pt 4 the Drill Table and Pt 2 the Drill Frame. The Table was fairly straightforward to machine. Cleaned up casting flash etc first. The casting's cylindrical stub was tapered, so I clocked the 1.5" diameter in the 4-jaw and then skimmed the stub till it was to size. Then held the stub in a collet, cleaned up various faces and drilled the 1/8" hole. Ready for the T Slots. Using the same T Slot tool I used on the PM Research model Milling Machine, but firstly removing most of the material with a 2mm end mill. And fitted to the Drill sub-assembly Next was probably the most difficult part of the whole drill to machine, the Frame Casting. The big question was how to hold it. After careful inspection I noted that the two thinner legs were approximately close to the same thickness. After some careful hand filing, I brought the two legs down to about 0.200" thickness (IIRC) ready for clamping. I had noticed that some other builders had built a jig to hold the Frame....but I figured my toolmakers clamp would serve much the same function as a jig ie it would secure it as well as reasonably could be expected and the toolmakers clamp could easily be rotated in the X, Y and Z planes in the mill vice to present whatever feature needed machining. I added a couple of pieces of thin Aluminium foil on the legs to improve grip. Milling flat and drilling as many features as this orientation allowed. Tapping the #10-24 hole for the main support screw that retains the Frame on to the Column. Another orientation. Machining most of the features for the Spindle Feed Shaft and its associated parts. Below, is Pt 10, the small Hand Wheel Bearing Casting that supports one end of the Spindle Feed Shaft. The casting didn't have any square surfaces on it but some careful filing made it square enough to clamp in the mill vice. Below, test-fitting the screw that holds the Hand Wheel Bearing Casting to the frame. And checking that the Hand Wheel Bearing Casting is a sliding fit on the elongated pad on the Frame. I've still to add a square slot in one of the Frame holes to accommodate the Spindle Rack. The Frame has never left the toolmakers clamp since it was first clamped in there almost two weeks ago. The clamp has done it's job well - I'll have a very careful think before removing the Frame from the clamp when that day comes, but I suspect that it should be fairly easy to re-clamp it back into the same position if I have forgotten to machine some feature on the frame. All for now, Richard






-
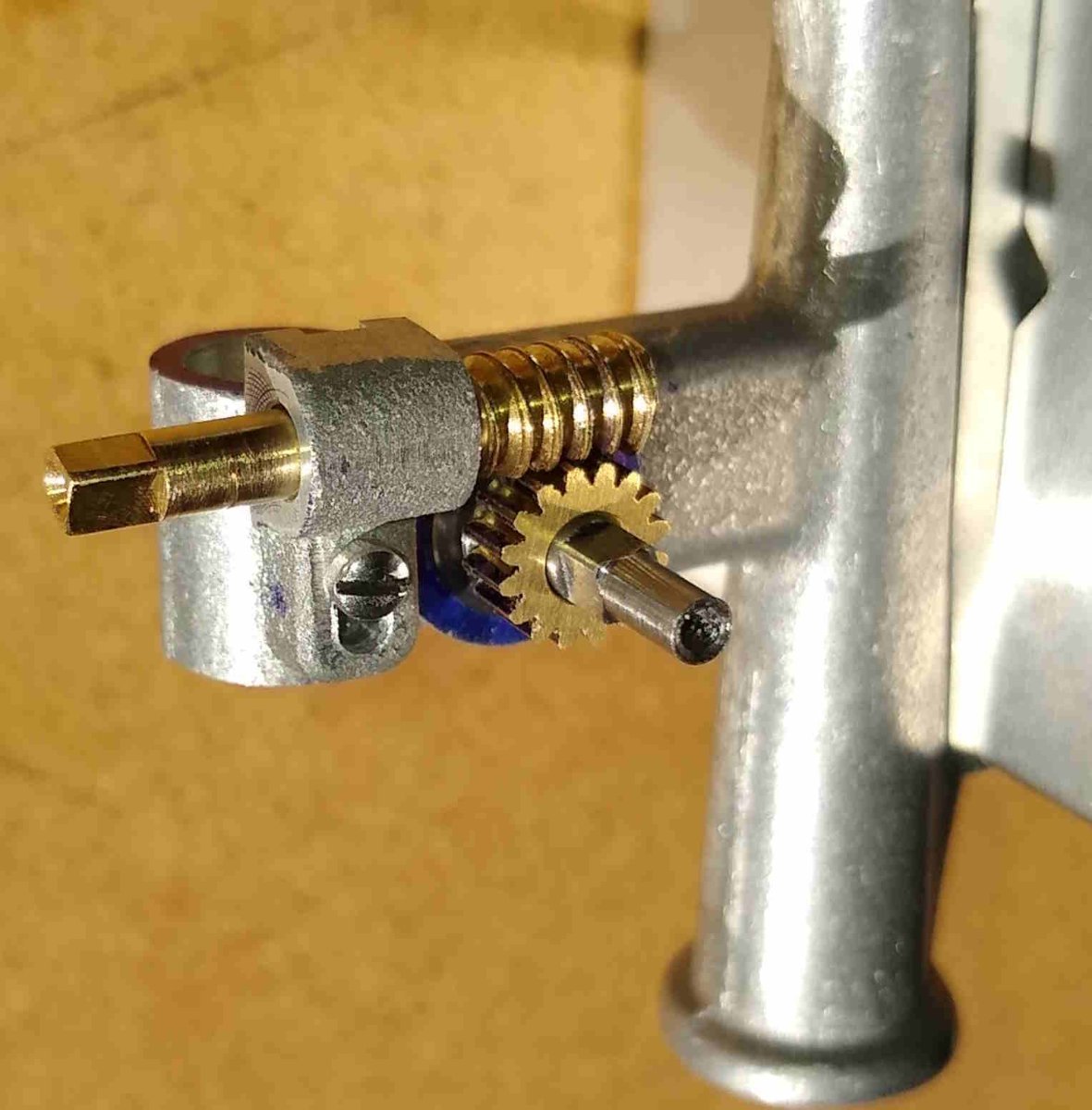
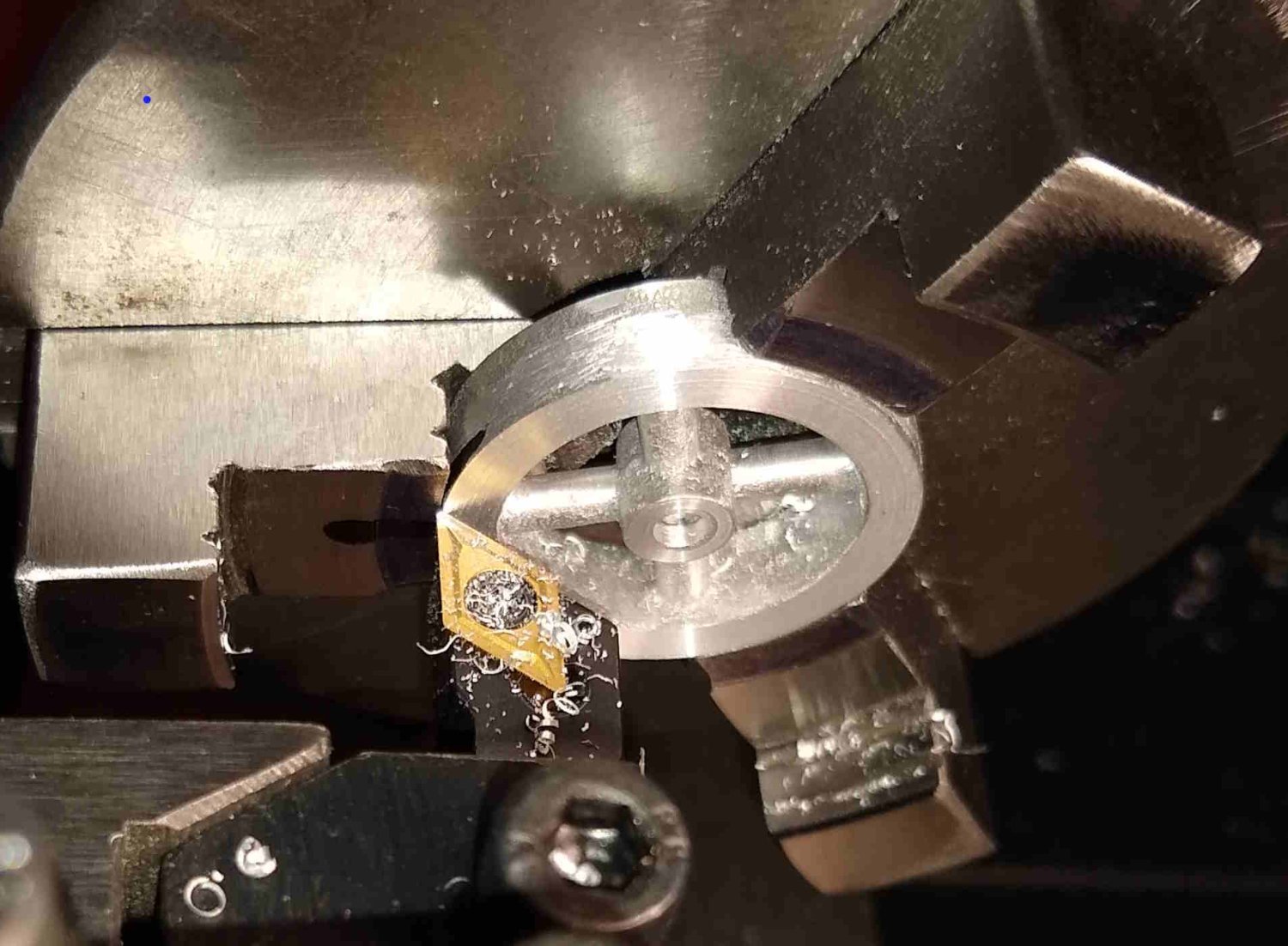
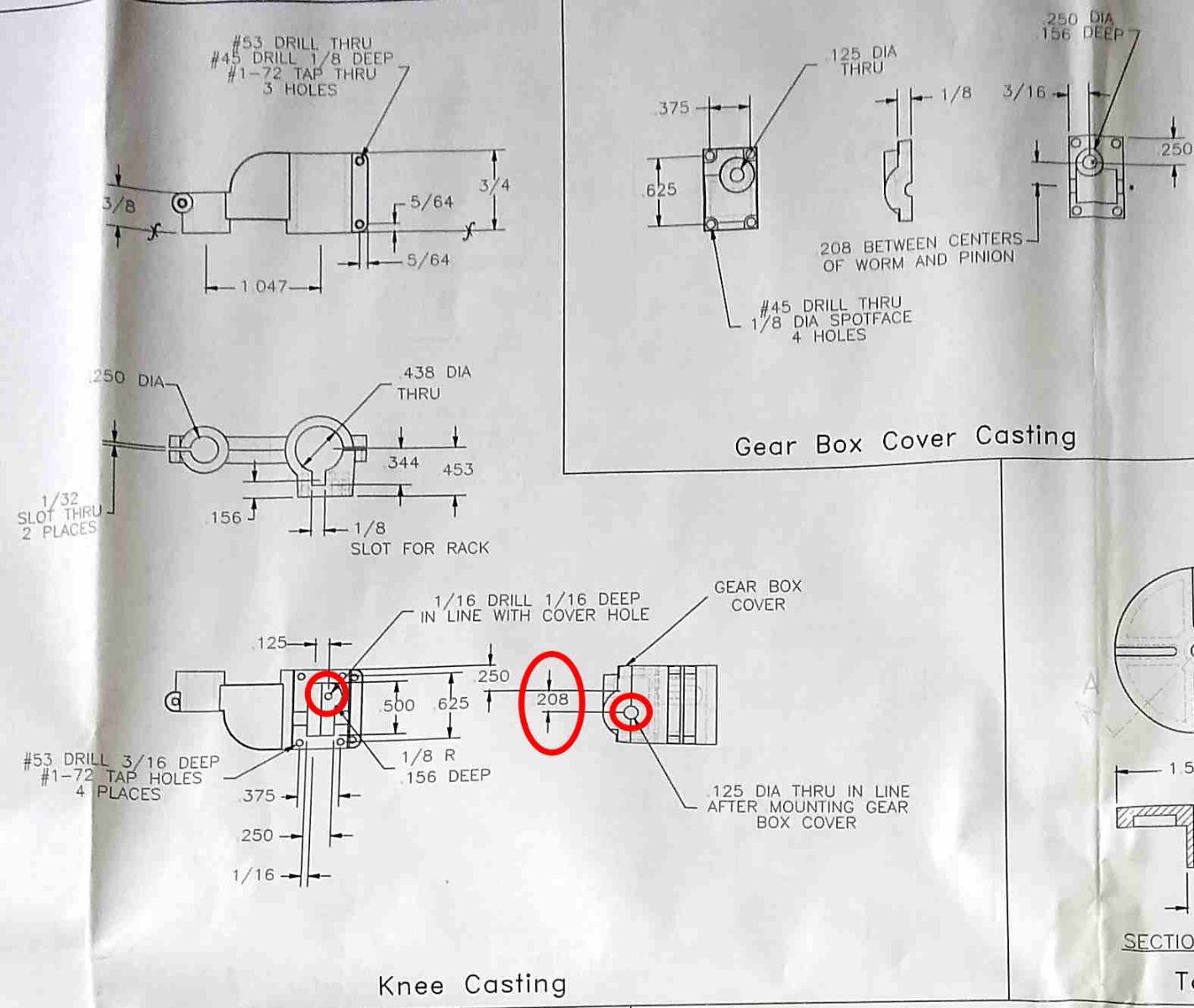
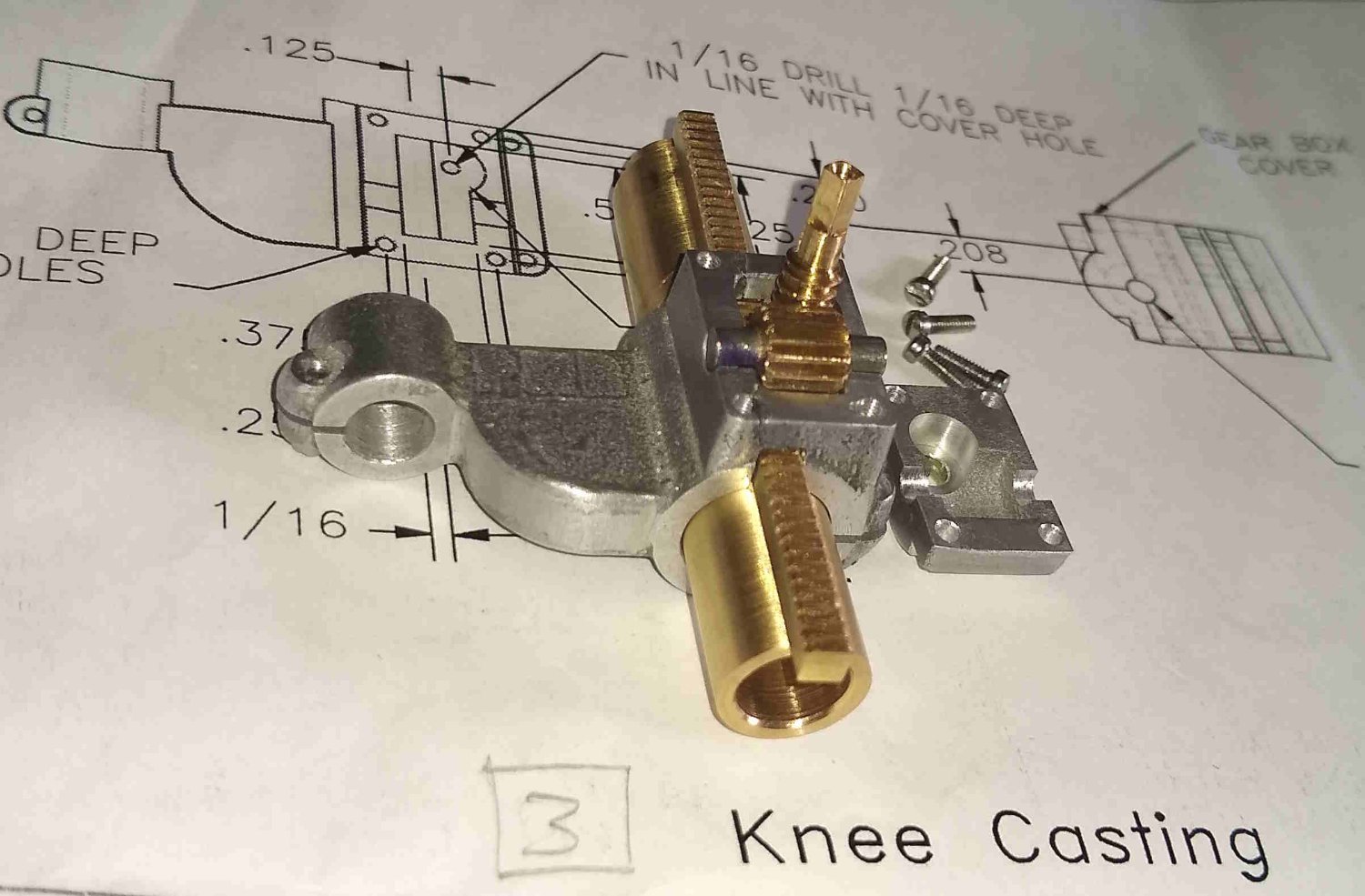
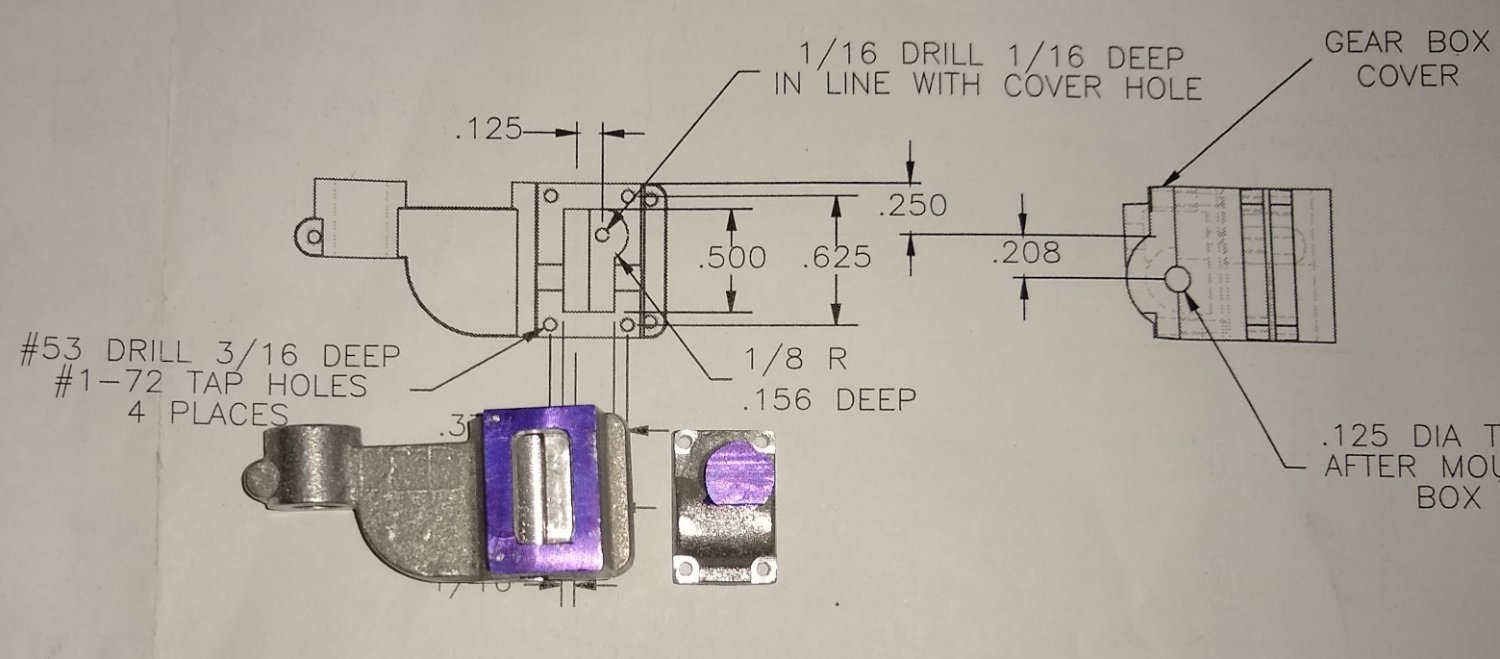
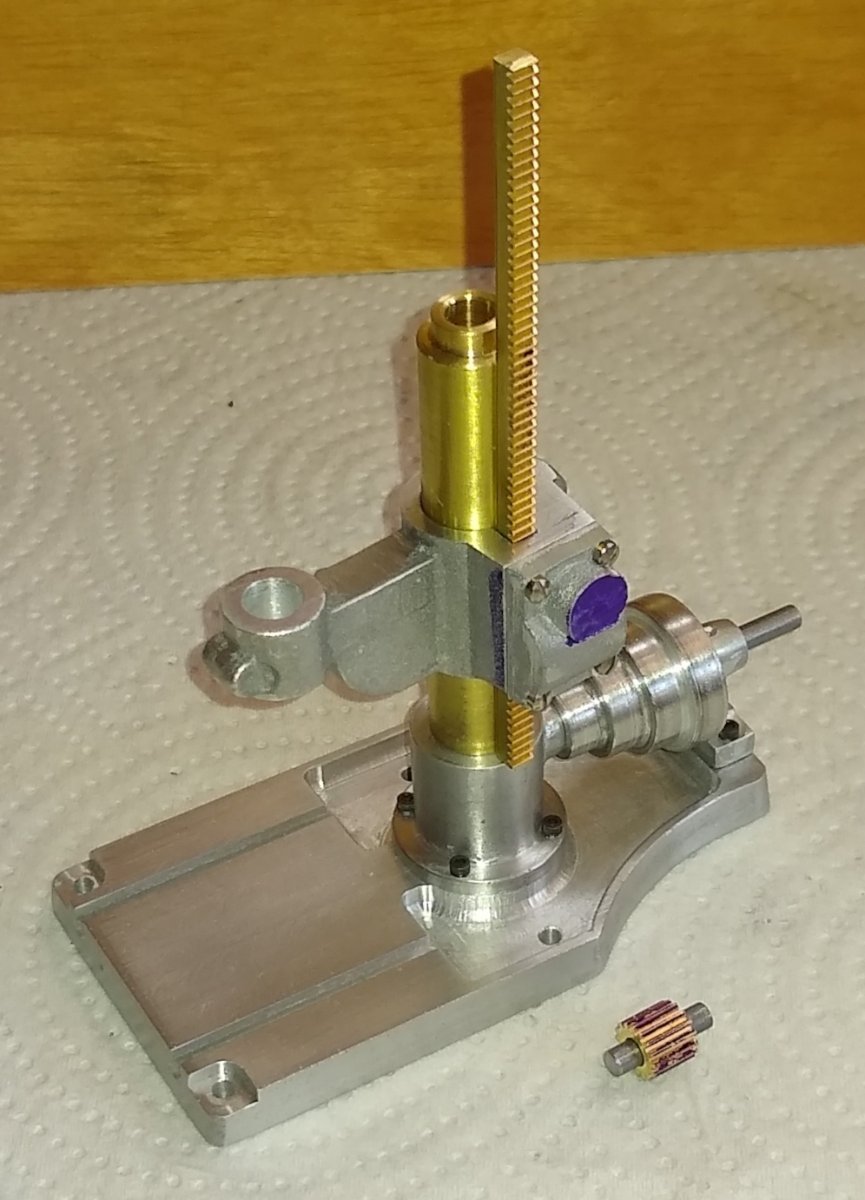
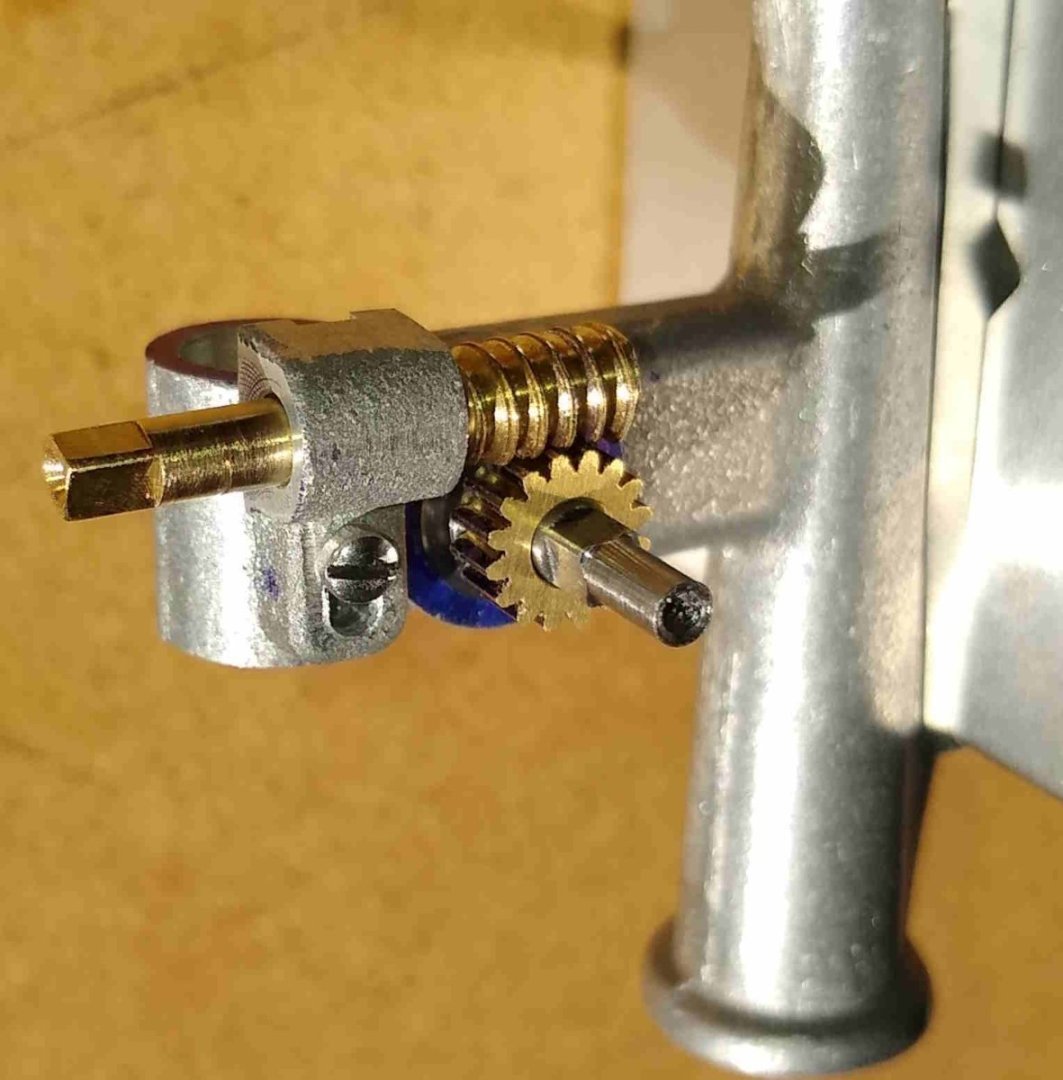
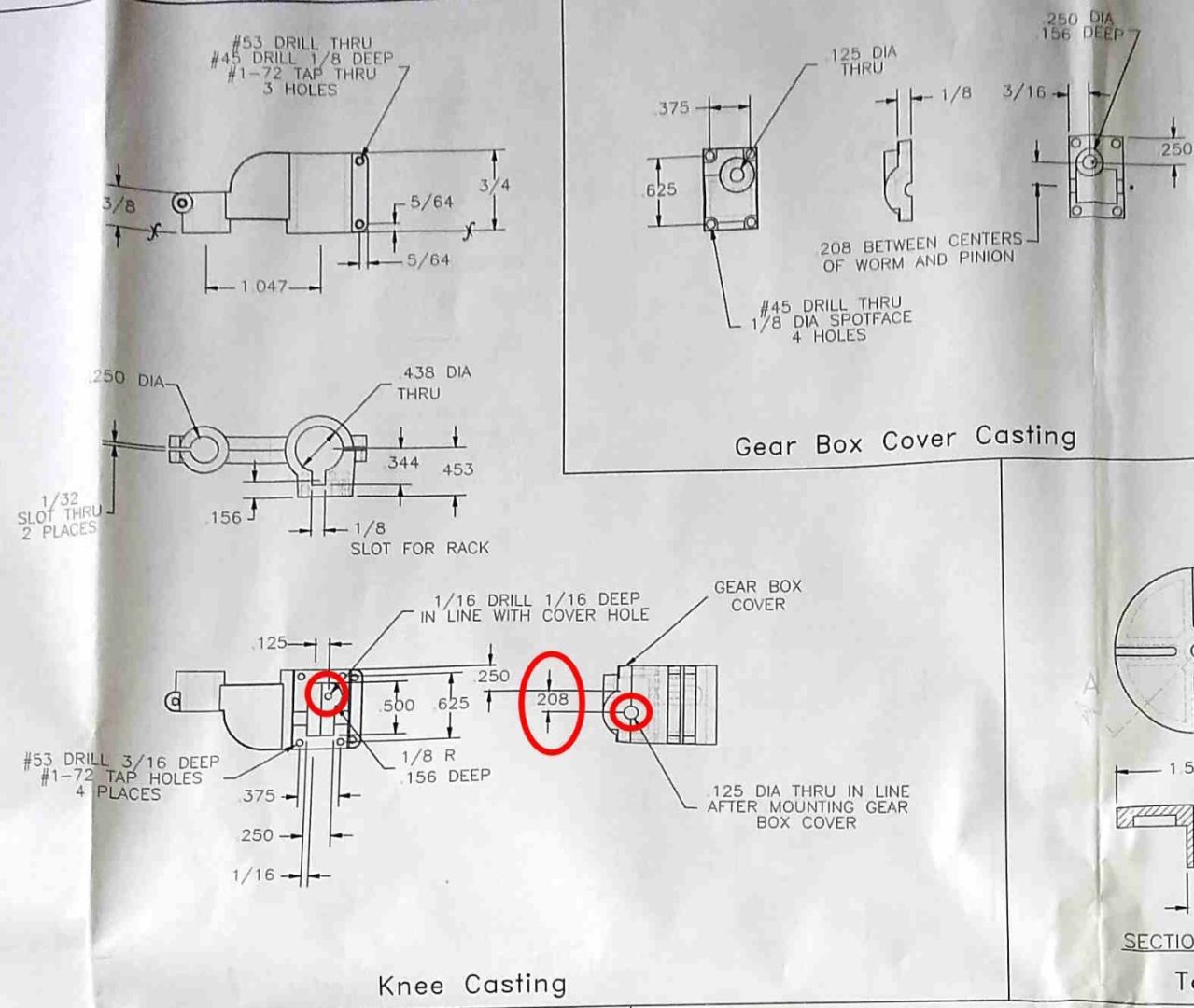
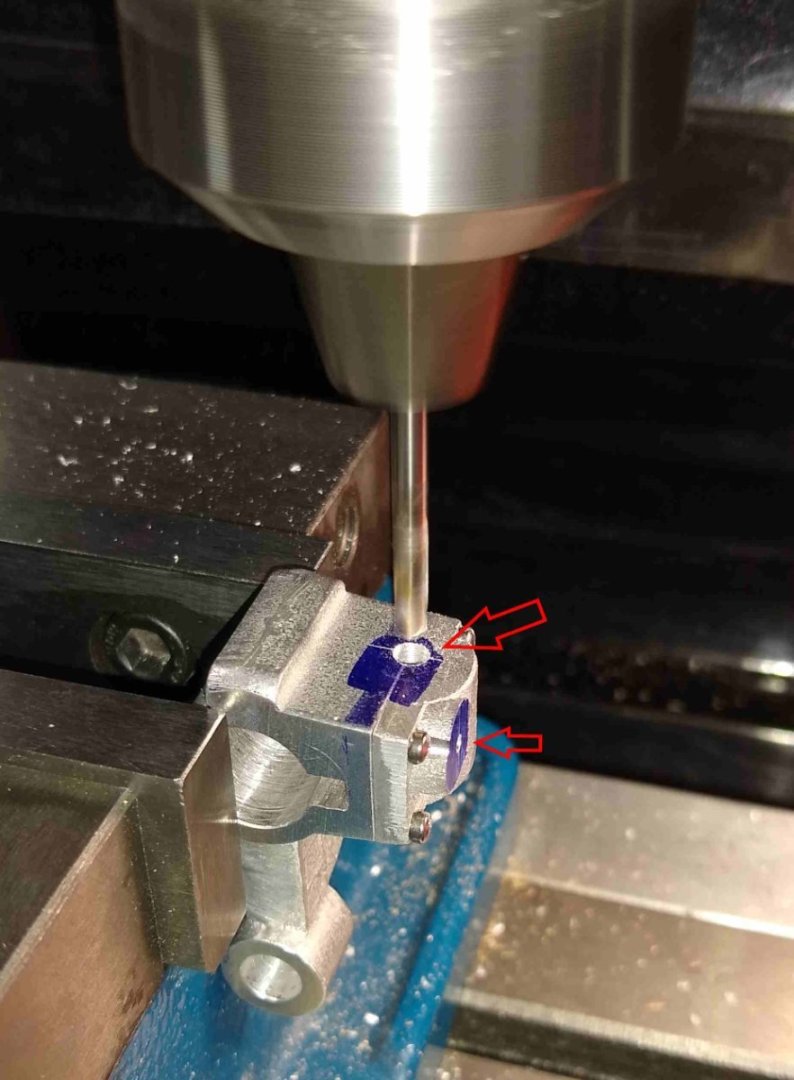
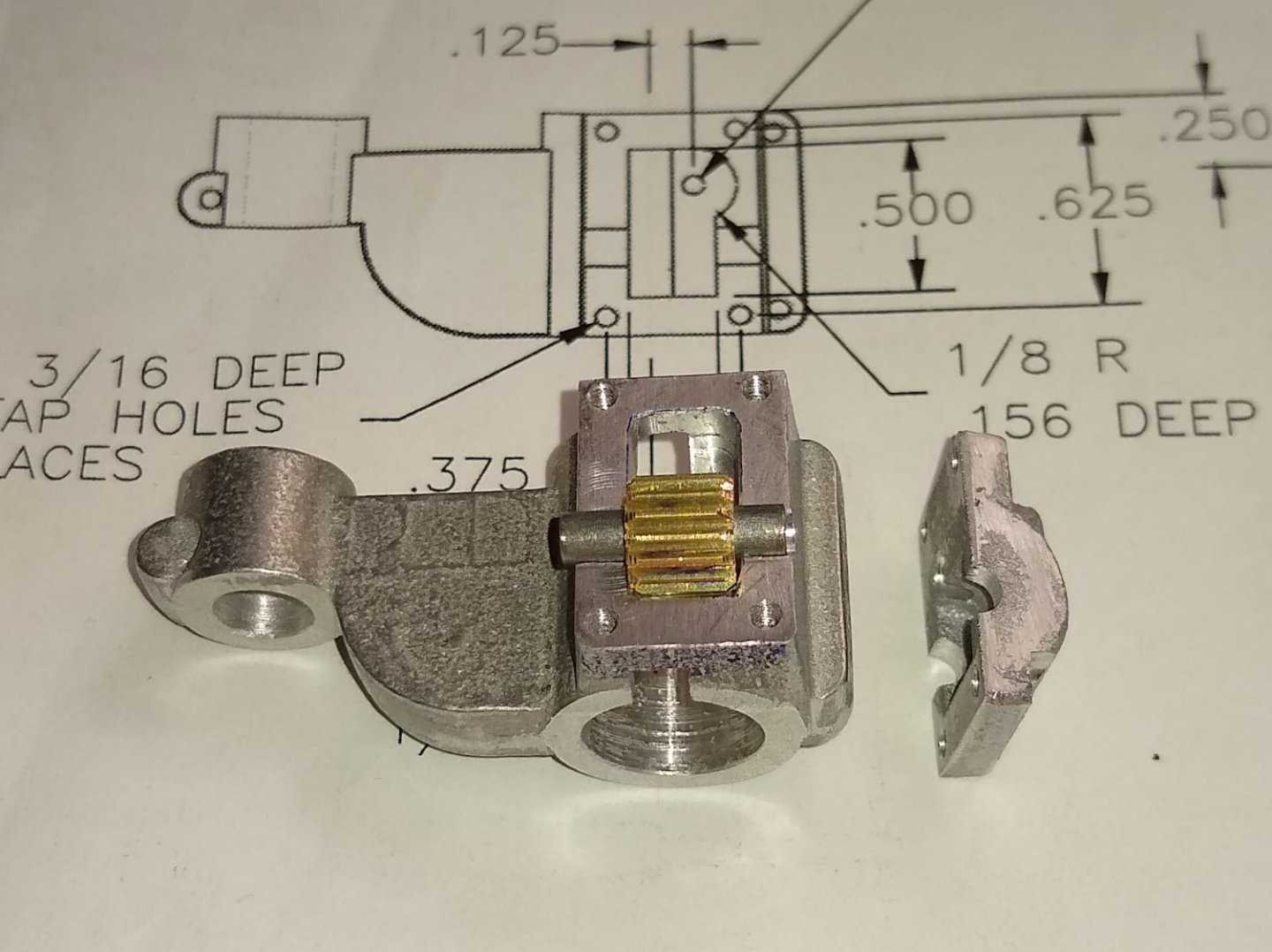
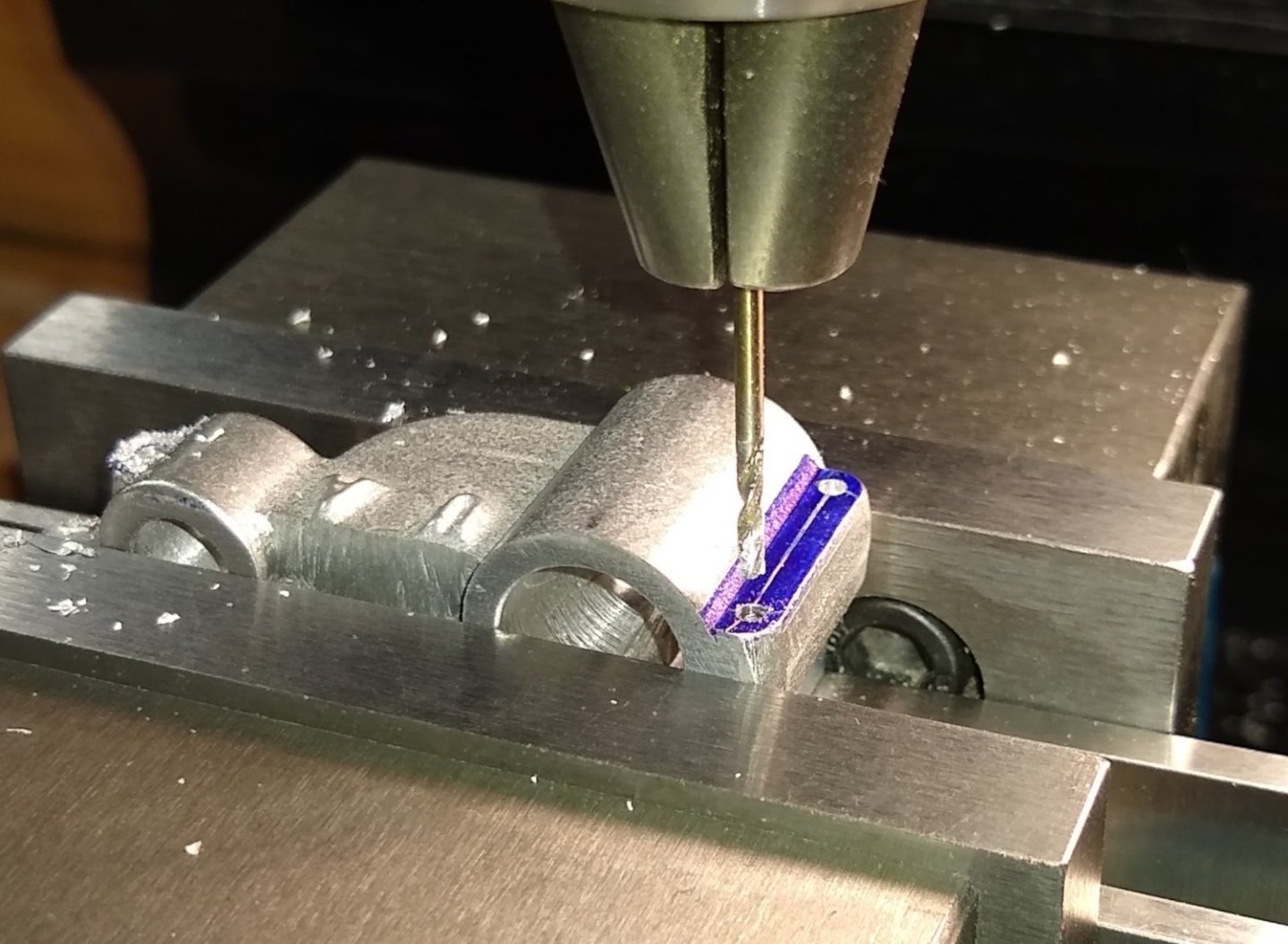
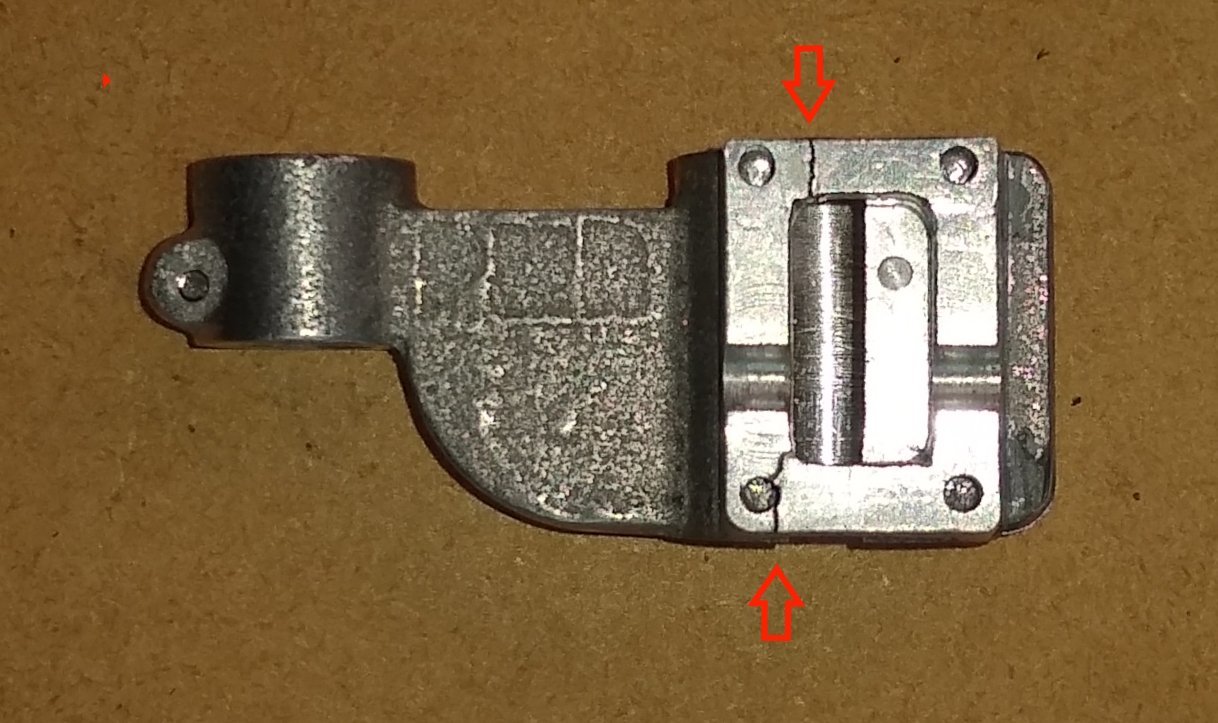
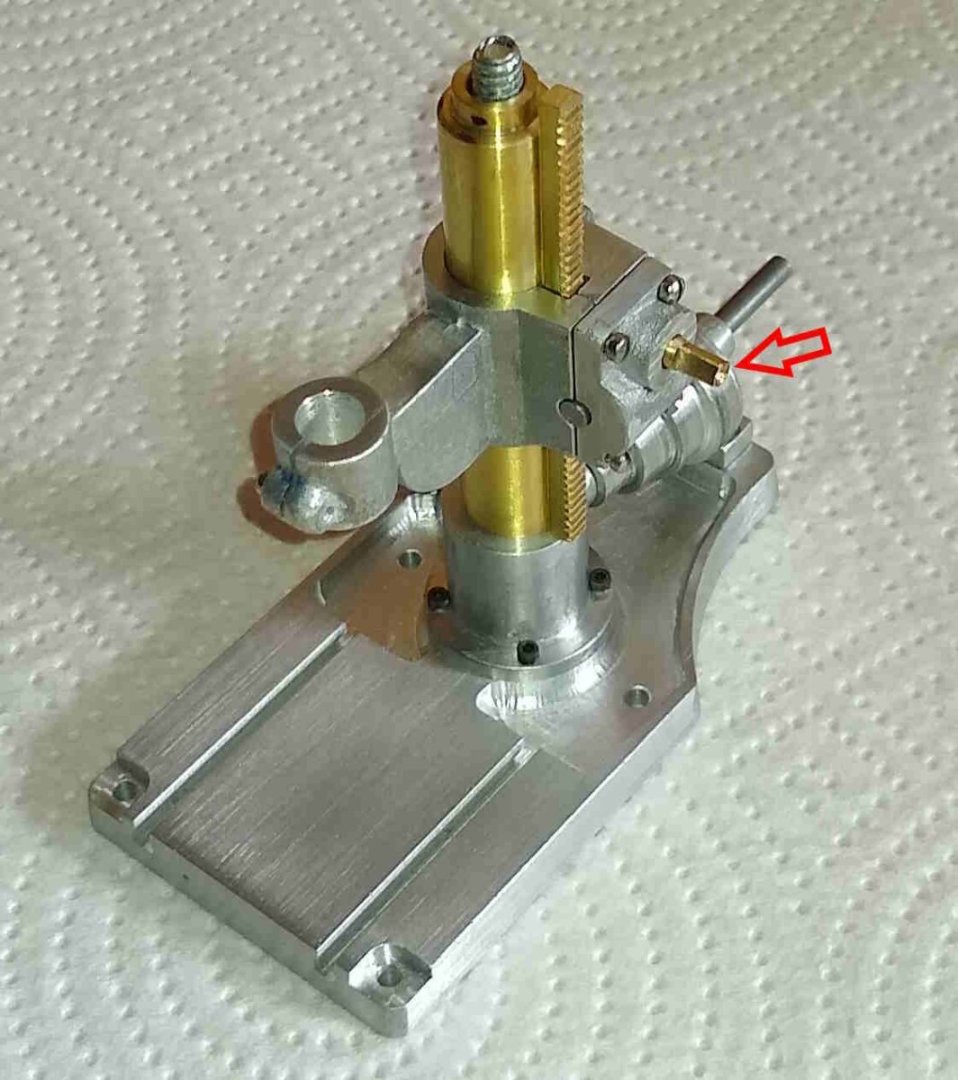
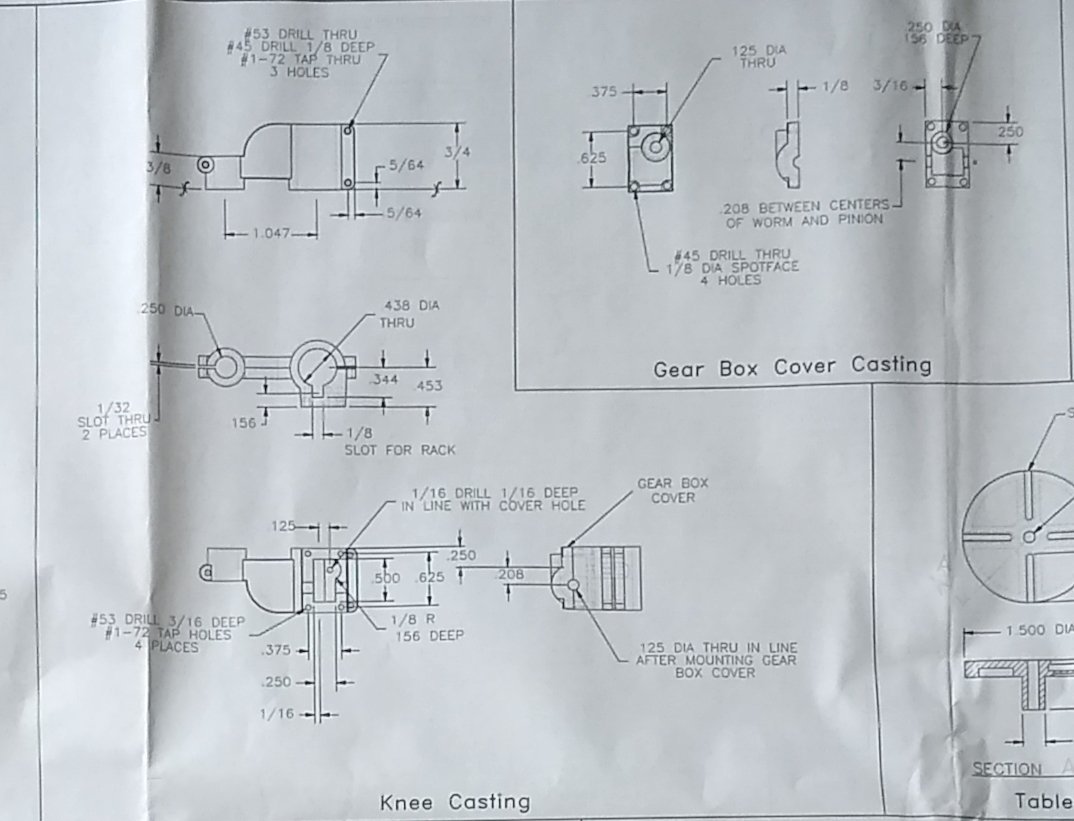
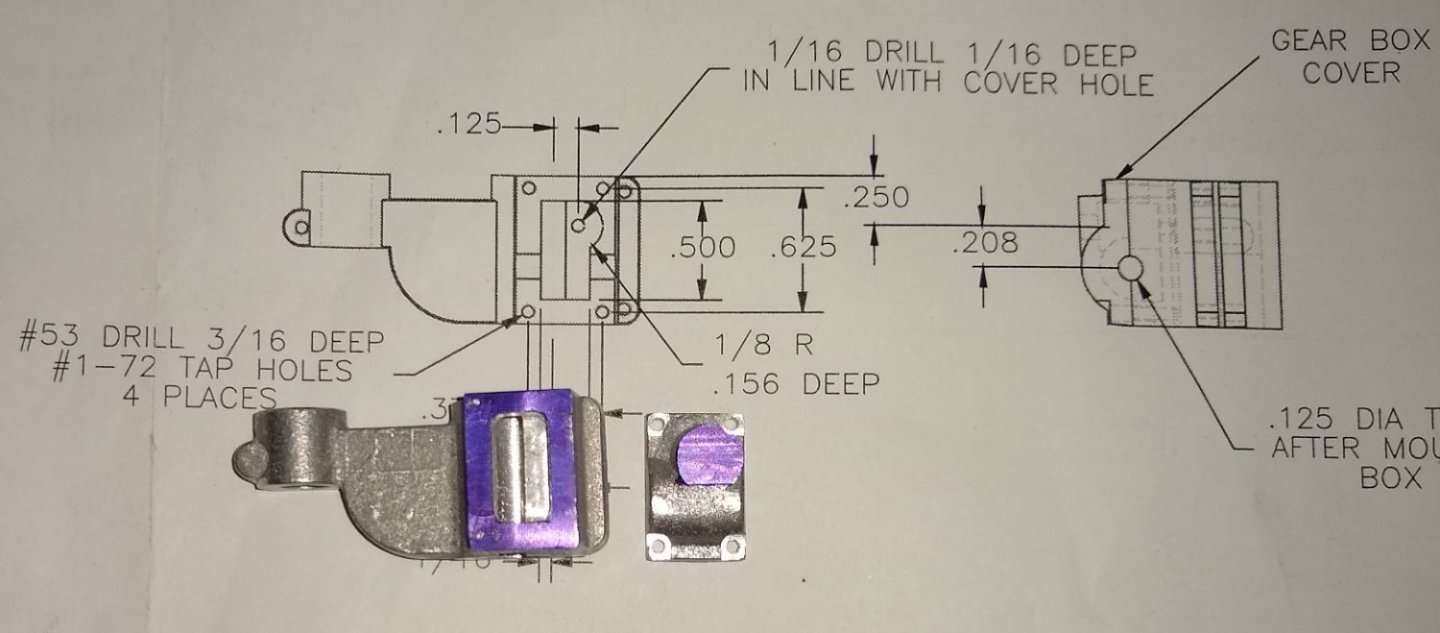
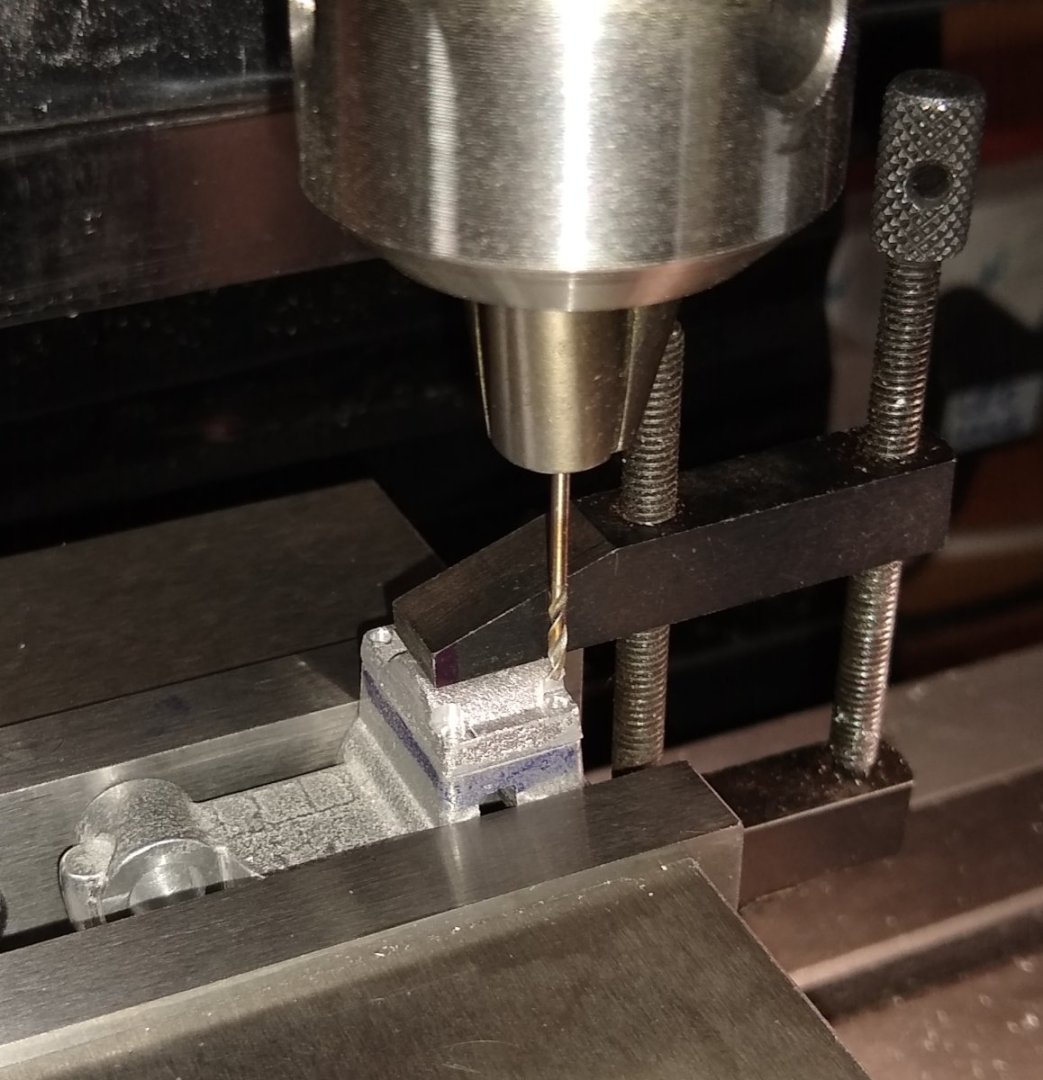
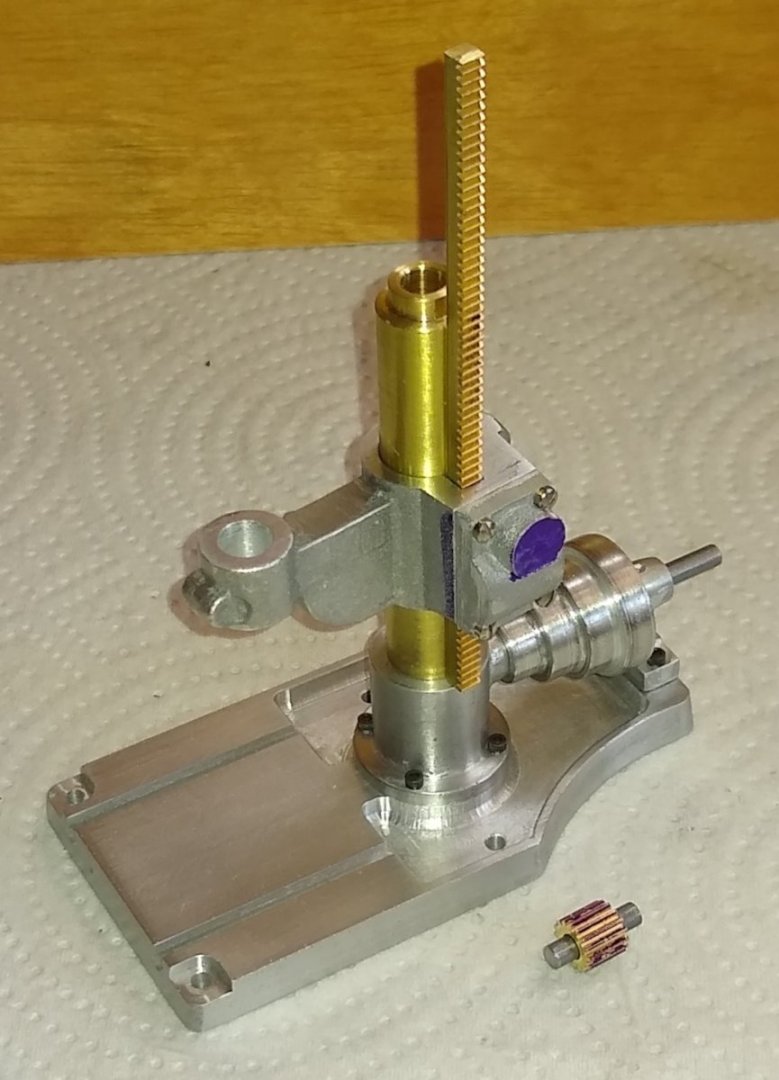
A short update on the progress over the past week or so. I've still been working on Knee/Gear Box area...ie Pt 3, the Knee, Pt 8 Gearbox Cover and Pts 26 and 27, the two Worm shafts. There was a bit more to it all than I first thought. One of the key dimensions is, not surprisingly, the centre distance between the Pinion centre line and the Worm shaft centre line ie dimension 0.208" marked in red below. Also, the depth of the square cut Column Rack slot is quite important since it determines the engagement depth between the Worm teeth and the Rack teeth. Drilling the Worm and Pinion bearing holes. A test fit of the Pinion + shaft into the Knee. I lightly chamfered the Pinion edges to prevent rubbing against the housing walls. Now preparing the Knee for the 1/32" slots cut at either end. The slots allow the Knee to clamp on the Column and the drilling Table. Firstly drill and tap the holes for the clamping screws. Now using the slitting saw to make the 1/32" slots. I am always very wary about slitting saws for some reason. So two safety shields are used. The slitting went off without incident. Whoops...one quarter of the Knee clamp snapped off. The crack lines are shown by the red arrows. My fault - I was gently trying to slightly open out the clamp hole but didn't appreciate how little meat there is in the area of the red arrows. After a little think I realised that the Gearbox cover lid (with it's 4x fixing screws) would, in effect, hold the broken quarter firmly in it's final assembled position. So crisis averted. On to the Worm shafts. More single point thread cutting, but this time on brass. I decided to combine the thread cutting operation in to one task ie leave the two worm shafts as one piece till the thread cutting was complete, and then separate them. This worked fine. Below, the HSS tool sharpened to 40 deg. Gearbox parts ready for assembly. Finally, the assembled Knee and it's gearbox. The shaft's square drive (red arrow) rotates reasonably freely apart from a slight tight spot at about 2 o'clock. Some further fettling require. It's been 30 degrees Centigrade in the shed for the past week or so - we're getting an Indian summer in Scotland. Lovely as it is, it makes concentration slightly more difficult. 30C isn't that hot in the grand scheme of things but one needs a couple of weeks to build up a tolerance for it. And by the time you do it's back down to 12C-15C 🙂 All for now, Richard

-
WoodButcher, I hope you don't mind but I thought this might be of interest. Iain Tyrrell has visited the Italian location of the Riva powerboats ... Riva Aquarama Lamborghini - Tuning the Most Beautiful Boat in the World | Tyrrell's Classic Workshop - Lots of interesting details discussed. A gorgeous boat. Richard
- 15 replies
-
- 1
-
-
- riva aquarama
- launch
- (and 1 more)
-
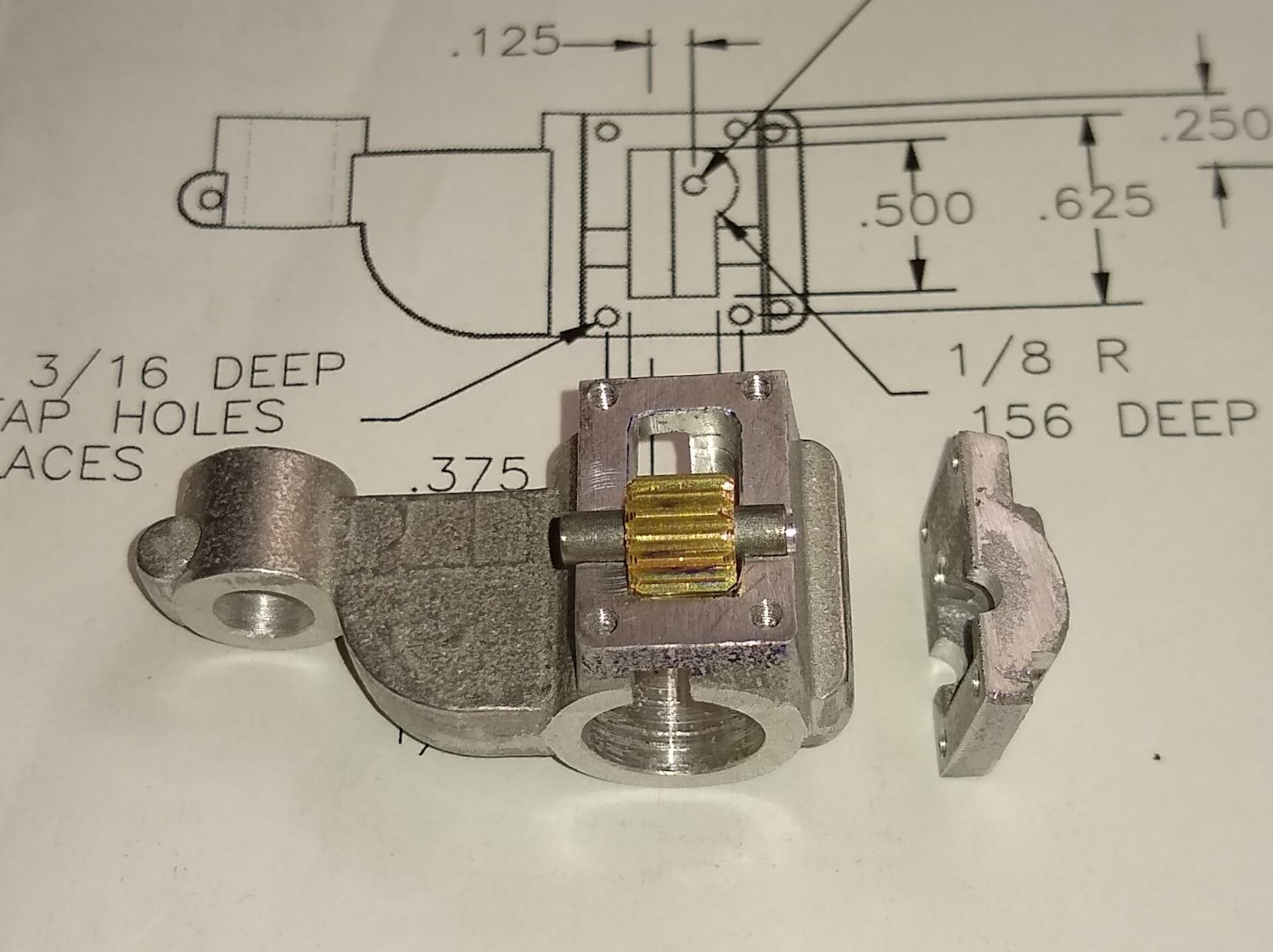
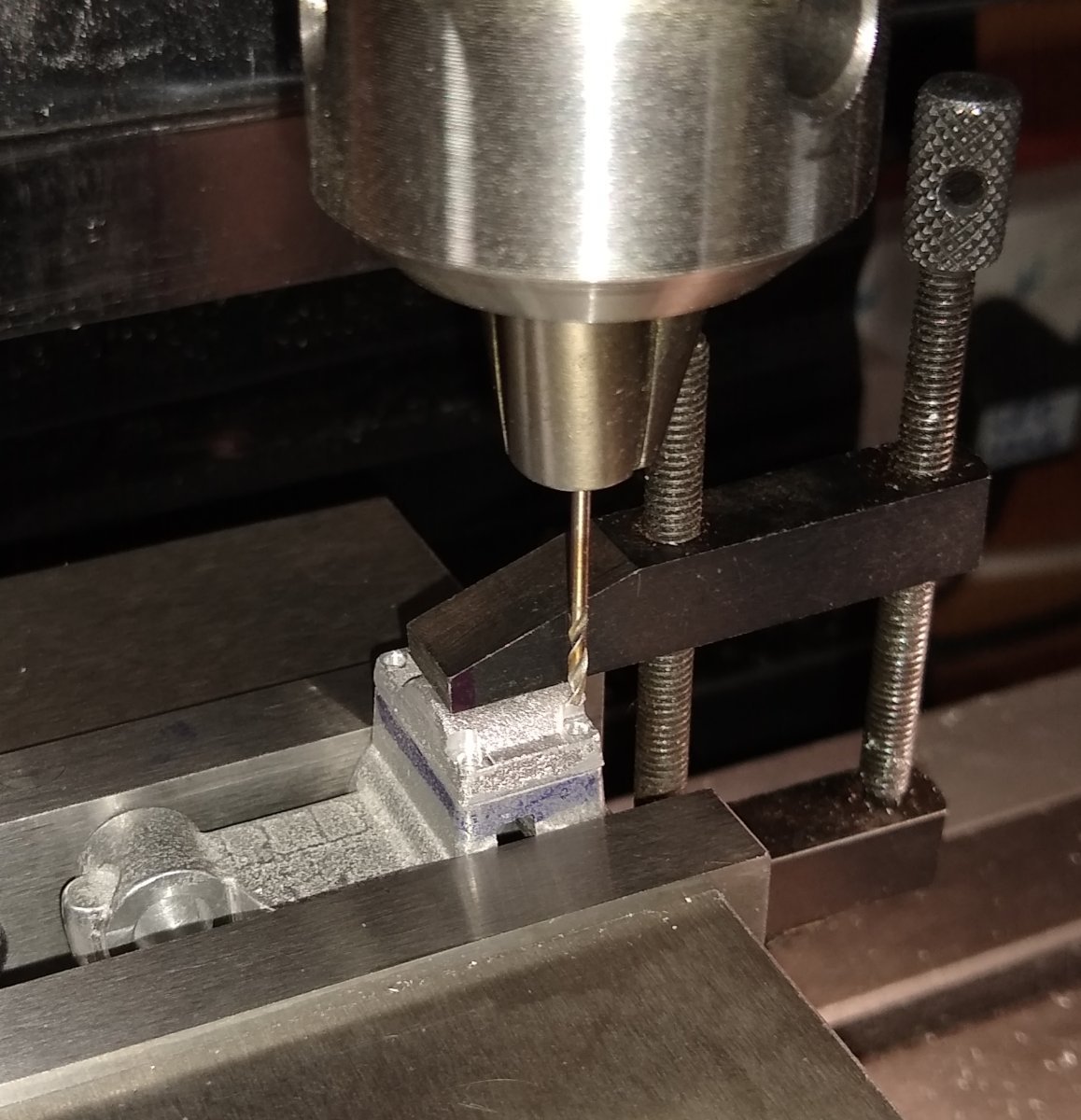
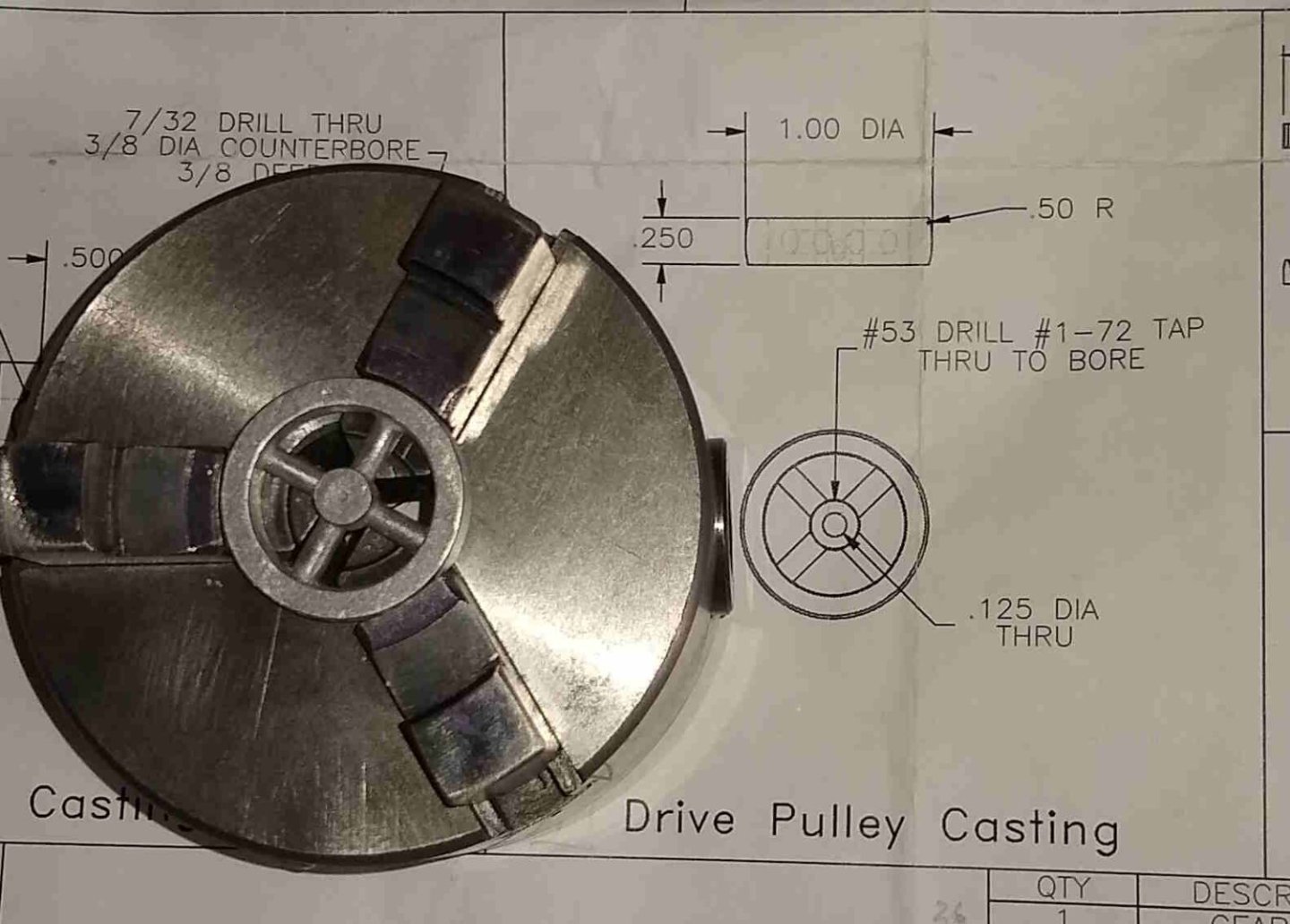
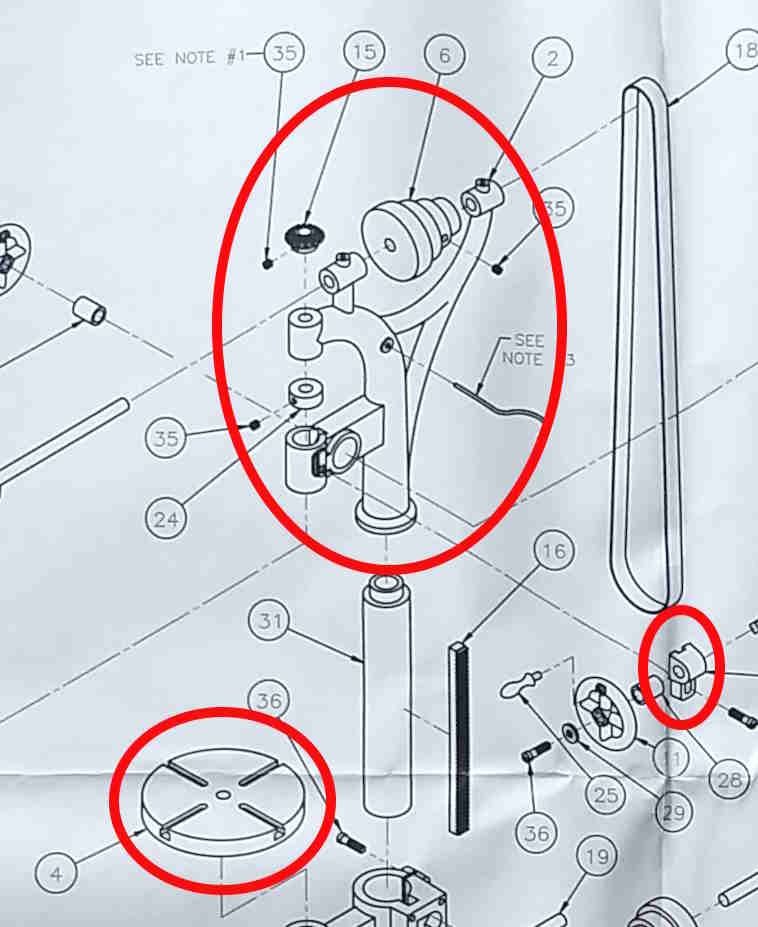
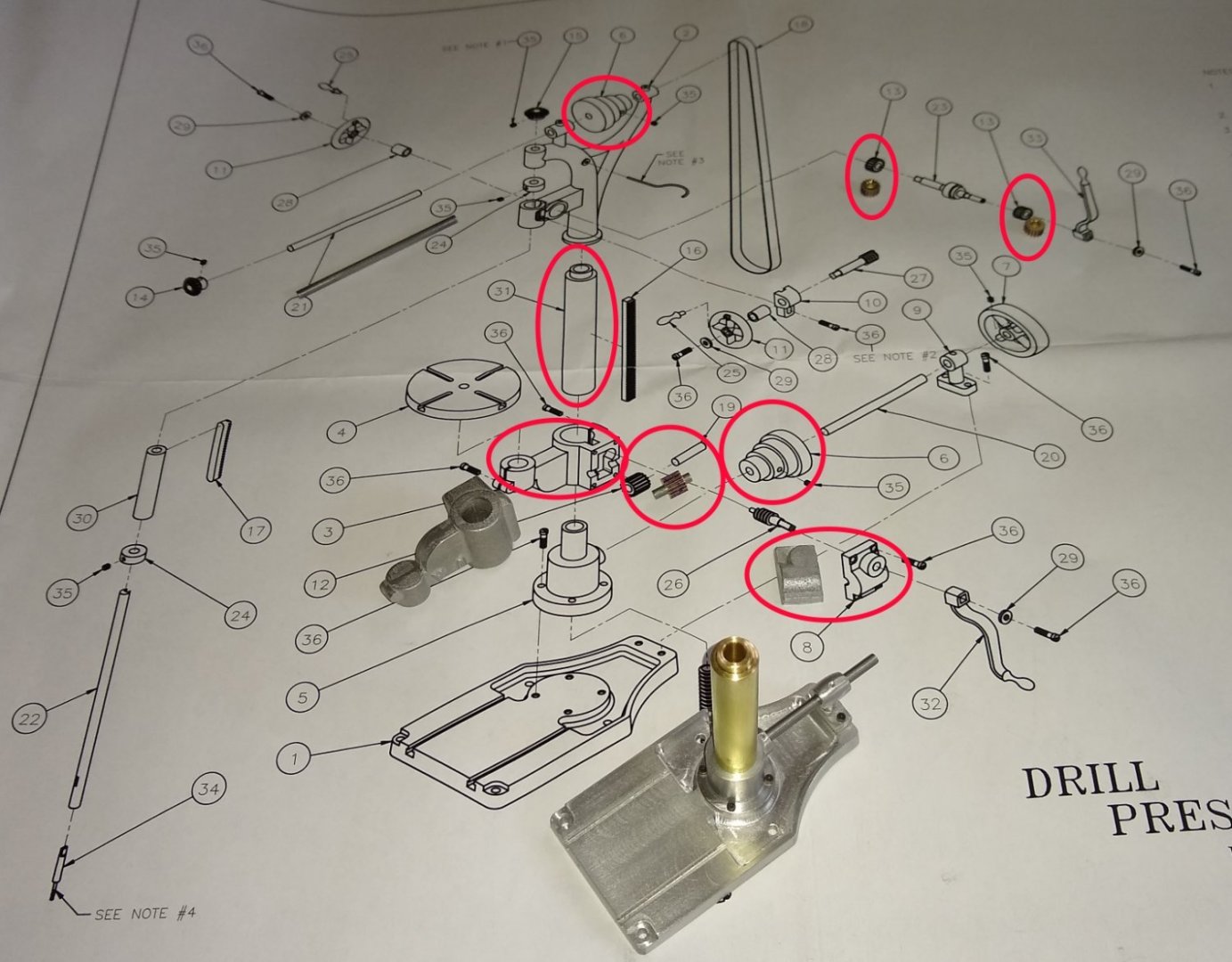
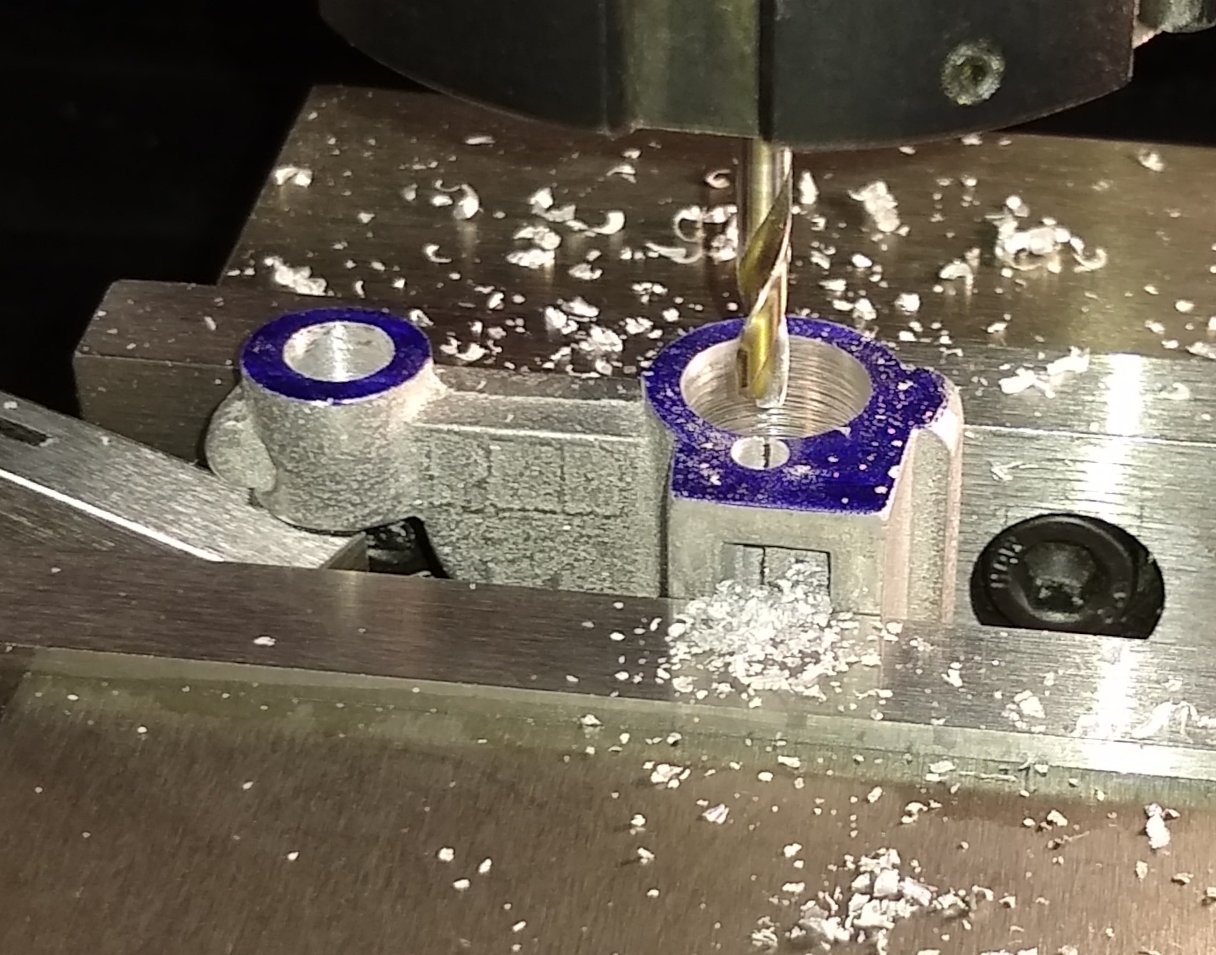
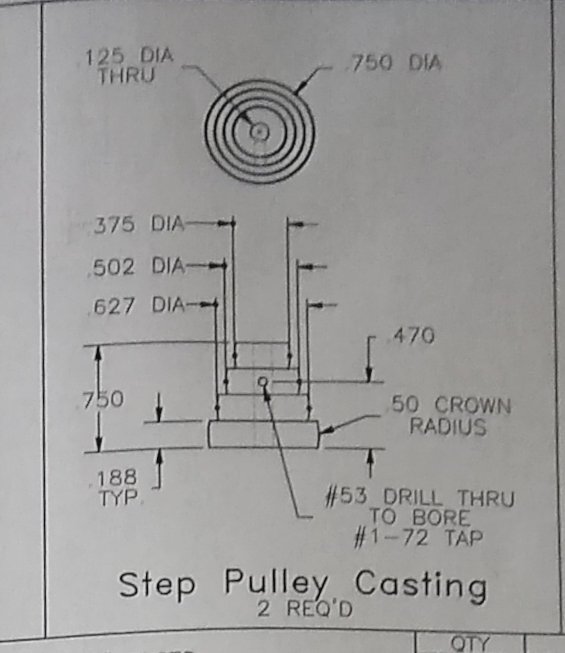
Hi all, A quick update on the this week's progress on the PM Research Drilling Press Machine. Below are most of the parts tackled in this post, circled in red Below. The Knee, Pt 3 is quite complex, and in many ways similar to the Knee of the Milling Machine that I completed recently. The Knee houses a Gear Box that encloses a Worm - Pt 26 and a Gear - Pt 12, which drives the Column Rack - Pt 16, up and down. As usual, reasonably tight machining tolerances are called out to make sure these parts interface correctly. The Gear Box Cover is shown top right in the drawing below. Cleaning up the Knee faces to get the show on the road. Followed up by drilling out the two holes. To accommodate the Rack a square groove needs to be added to the 0.438 diameter hole (which the Column slides in to). The groove penetrates through to the rectangular recess (facing the camera). I don't have a broaching set so decided to drill out as much groove material as possible before using my trusty square needle file to finish off the groove. Below, a quick look at the brass Column drawing. It was straightforward to make on the lathe. And a sub-assembly showing the parts fitted together. I later noticed that I needed to take about 0.040" off the base of the rectangular recess. That would allow the Rack teeth to protrude sufficiently in to the rectangular recess and so mesh with the Gear I had also made two identical Pulleys (one shown above) plus their Shafts. When I previously made the Milling Machine pulleys they had a 1/4" diameter hole through them which allowed me to use a 1/4" mandrel for turning the stepped diameters. But the Drill Press pulleys only have a 1/8" hole (and shaft) which I felt was too weak to do any turning on. So I gingerly cleaned up the largest diameter to fit into a 20mm collet and then turned to size the other stepped diameters. Yes, the largest diameter only sits about 4 or 5mm deep into the 20mm collet but I felt it had a strong enough grip, especially for turning Aluminium. Back to the Knee. Now it was time to fit the Gearbox Cover. This entailed drilling and tapping 4x mounting holes. The Cover casting was just on size so little cleaning up was possible, The #1-72 holes seemed very close to the edge of the casting, so I moved them slightly inboard. I also needed to spot face the Cover in four position to clear the screw heads. After much faffing about I felt it was best to clamp the Cover to the Knee and drill the fixing holes. I used a 1.5mm (tapping size) drill, later opening out the Cover holes to clear the screws. Finally, the current sub-assembly of parts. The Knee still has a lot more work to be done on it. The Gear is shown sitting next to the Base - this will fit inside the Gearbox. That's all for now, back soon 🙂 Richard

-
Thanks Mark. Even after only a few weeks away from my workshop I start to get withdrawl symptons. I think I just need to be making things... it's probably the Dopamine release from achieving milestones in a project, and having something to concentrate on. Maybe that's what model making is all about 🙂 Anyway, hope you have a comfy chair and a decent supply of beverages. See you again shortly, Richard
-
Seems Russia has around ten thousand rusty old tanks sitting in fields. But refubishing them to usable condition is much quicker than producing new tanks... https://www.popularmechanics.com/military/weapons/a44536878/rebuilding-russian-tanks/ " This upgrade process turns broken-down clunkers into modern fighting vehicles. It is far cheaper, quicker, and simpler than making new tanks from scratch. In theory, each plant is capable of producing roughly 20 modernized tanks per month, boosting Russia’s replacement capacity from 20 vehicles a month from UVZ to more like 120. " Richard
-
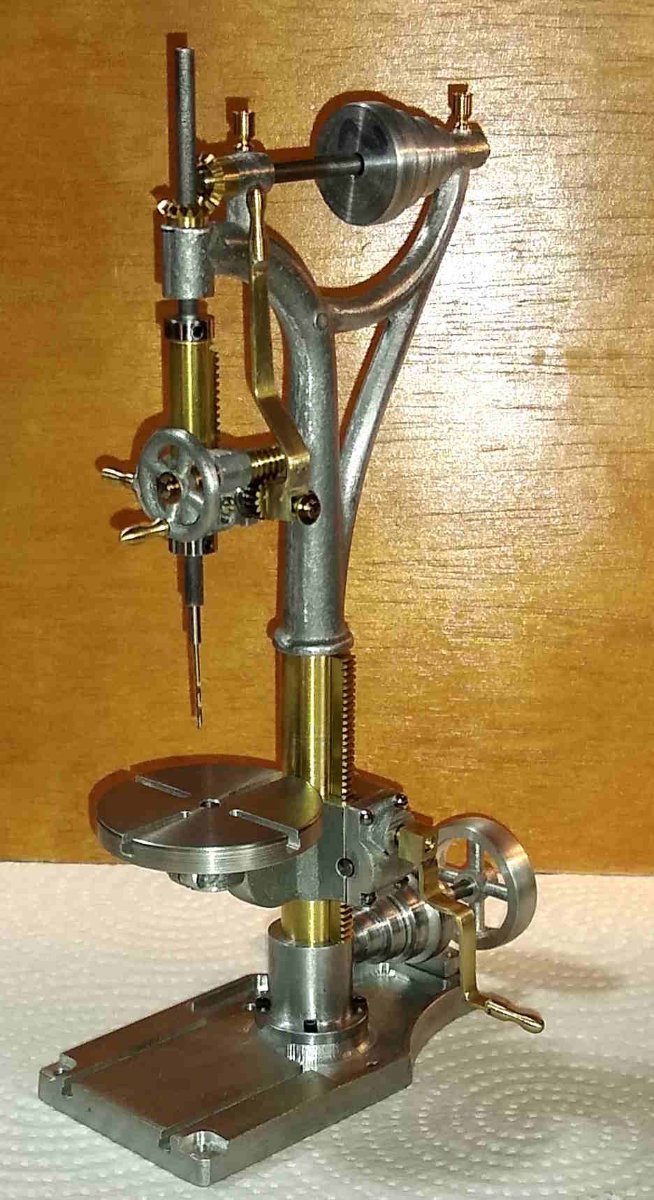
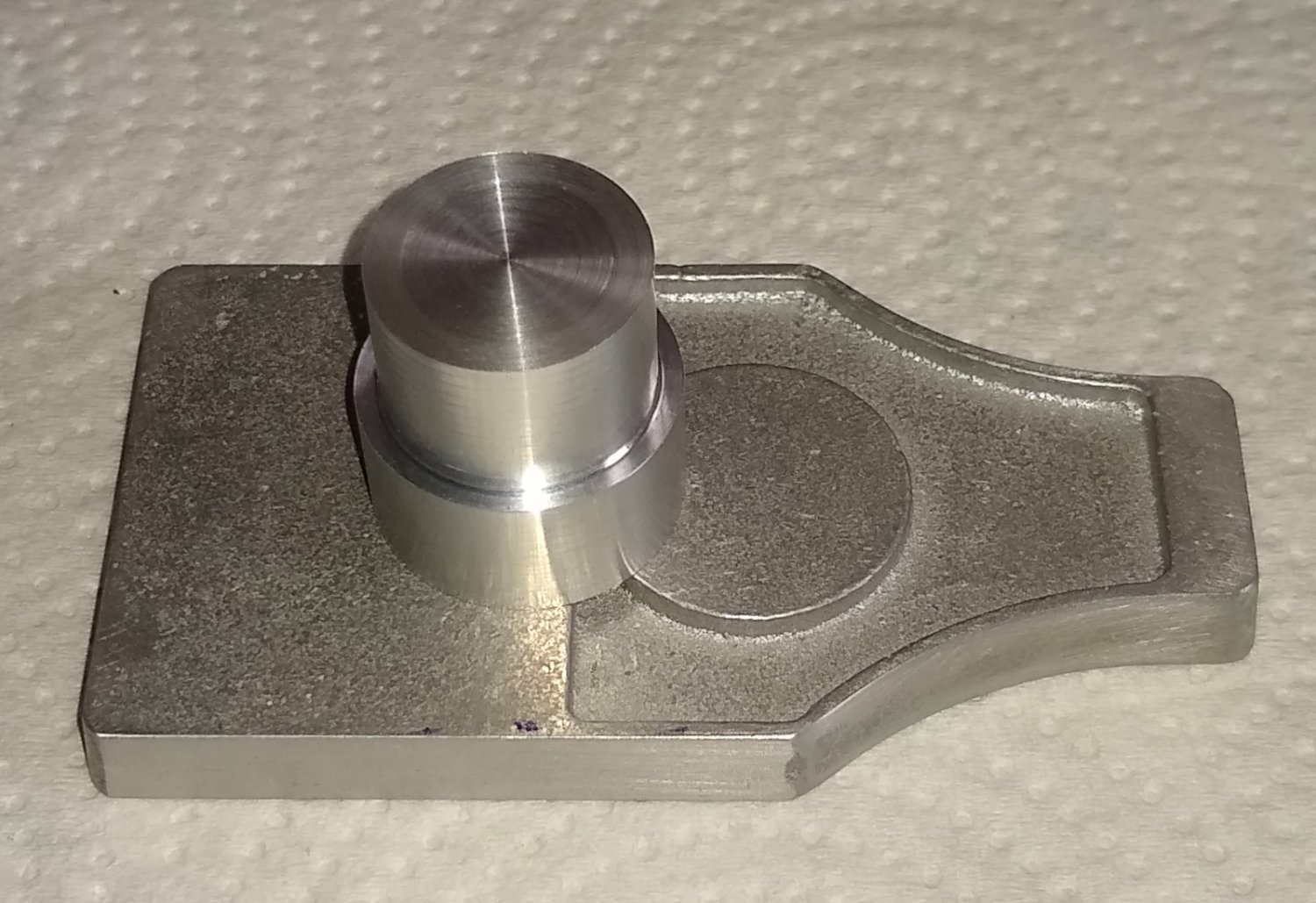
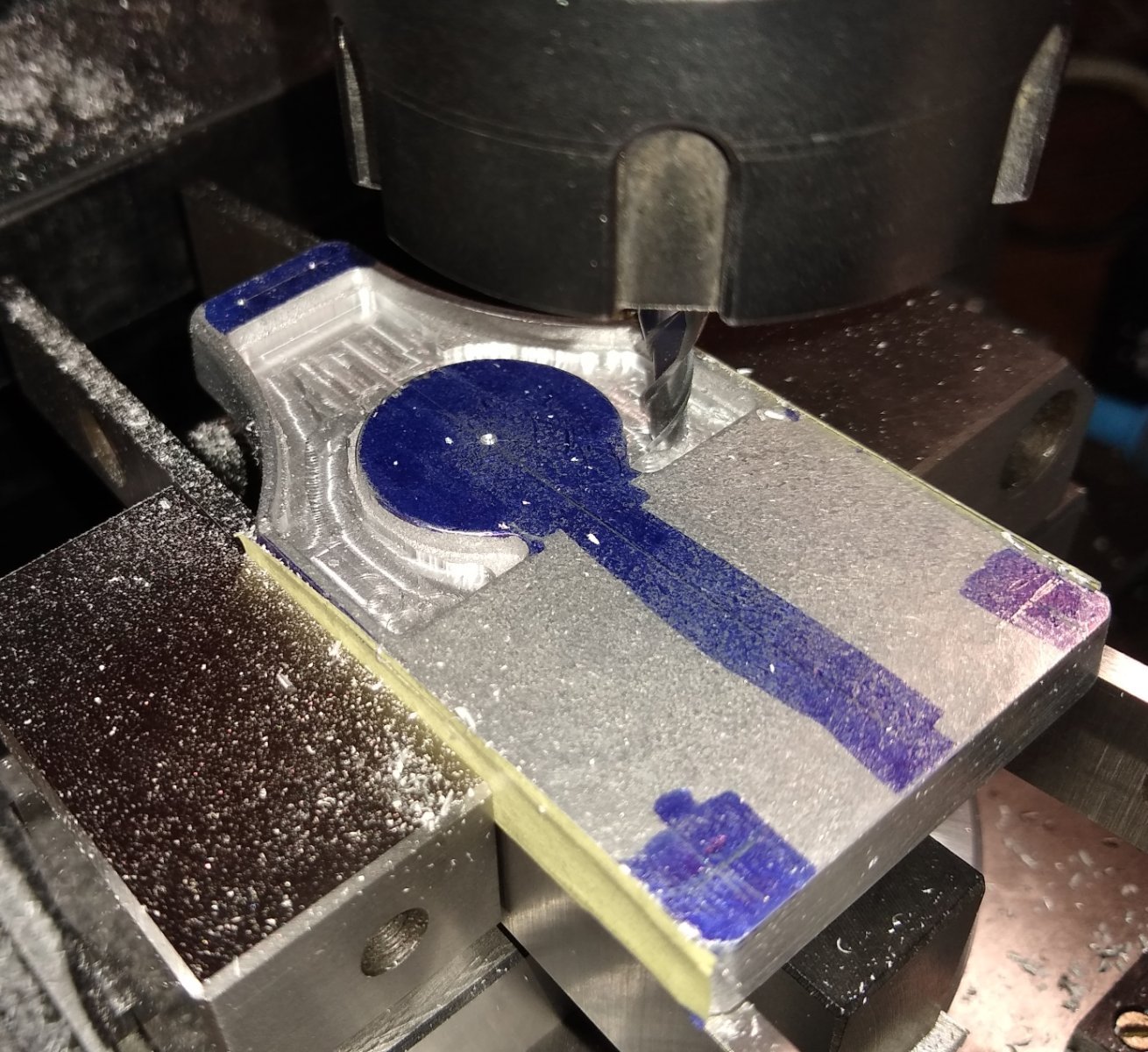
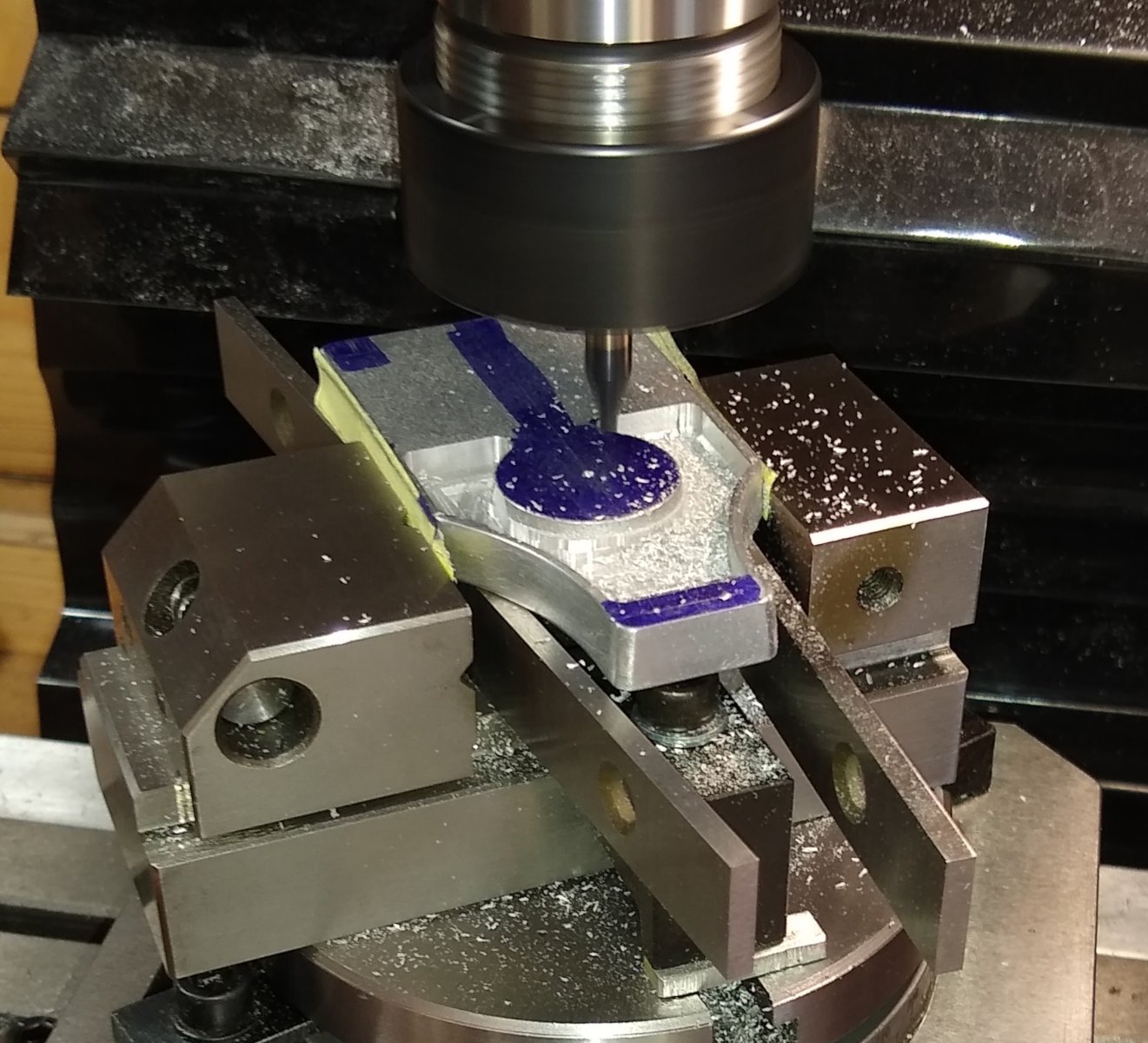
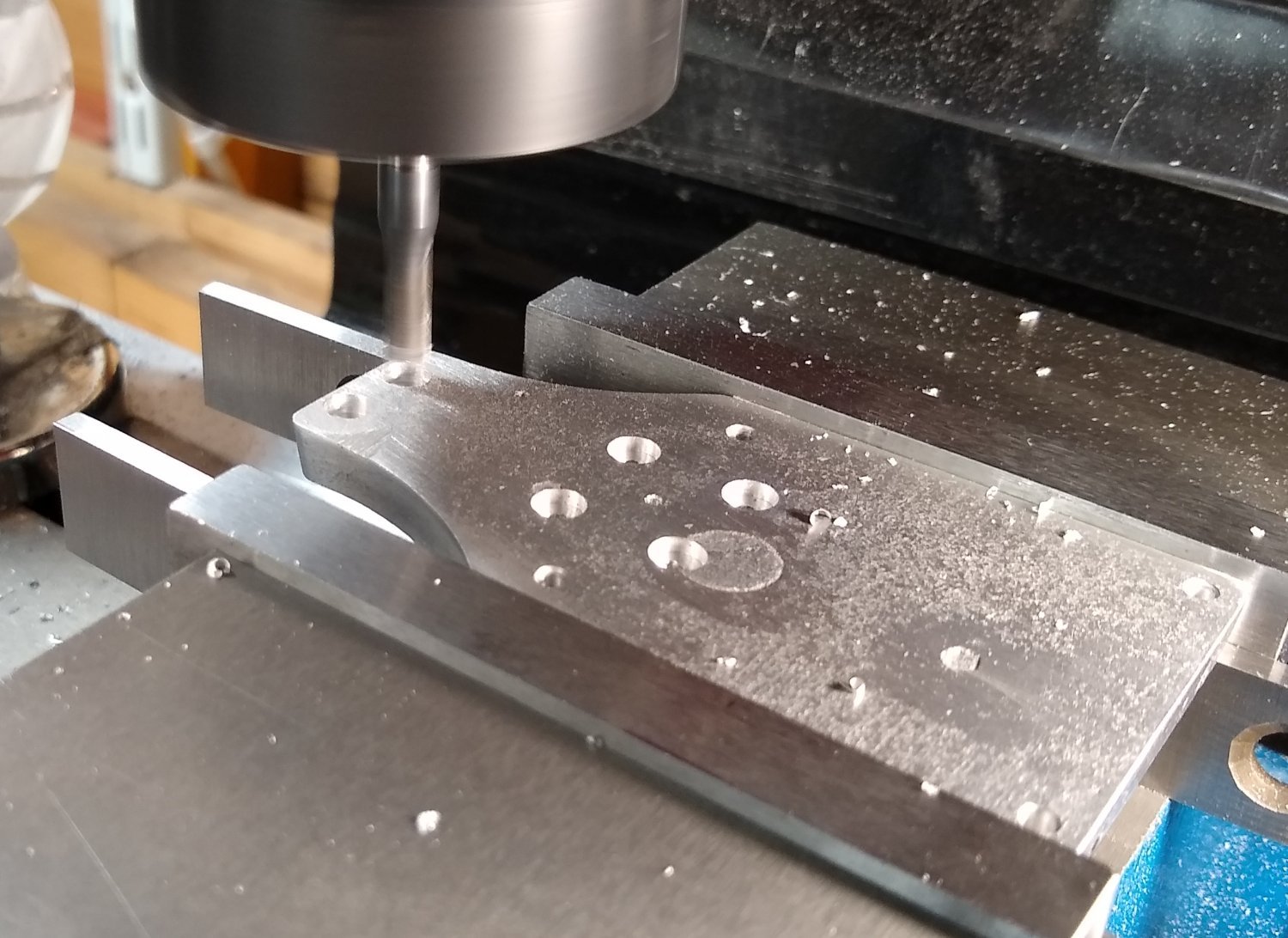
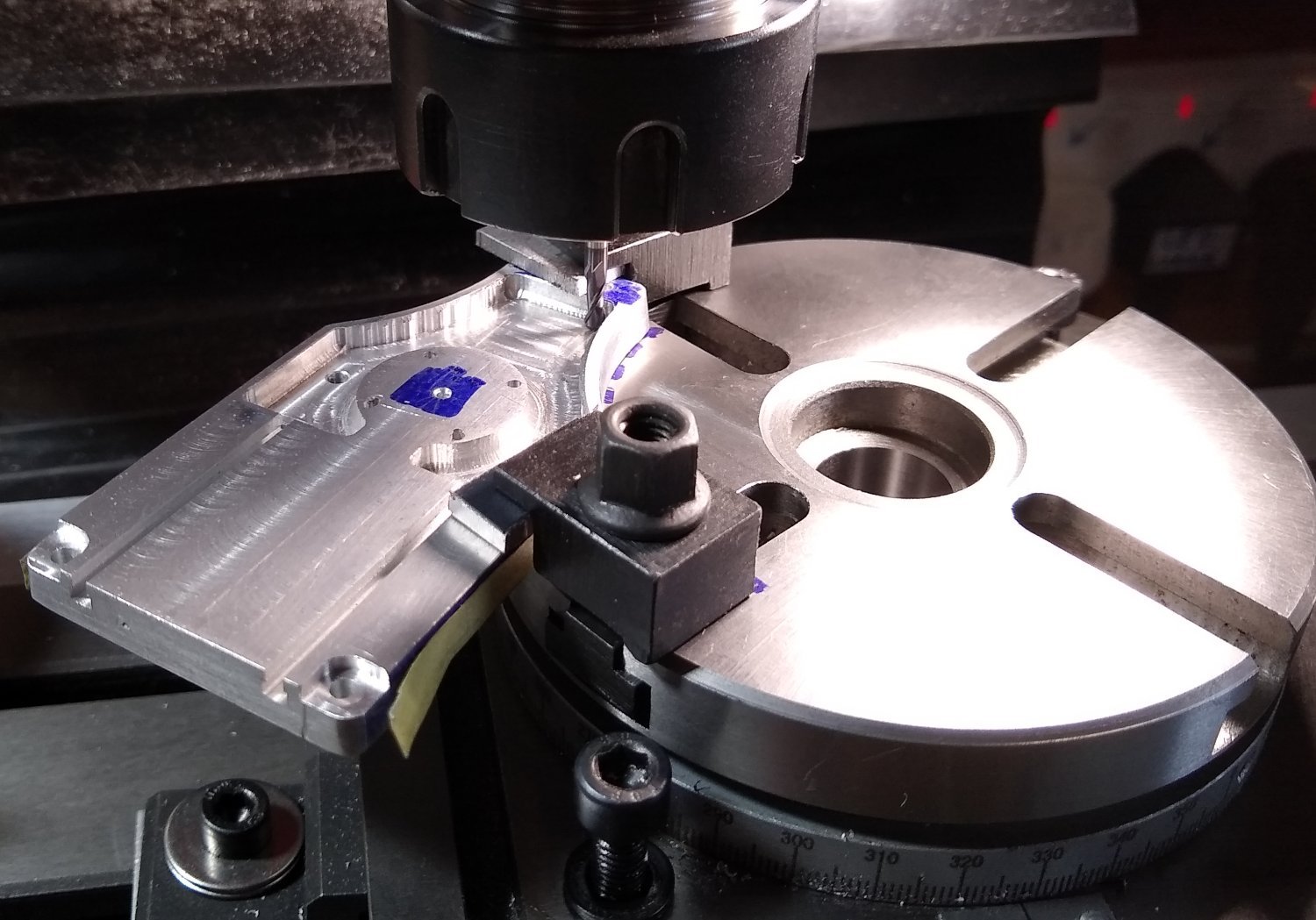
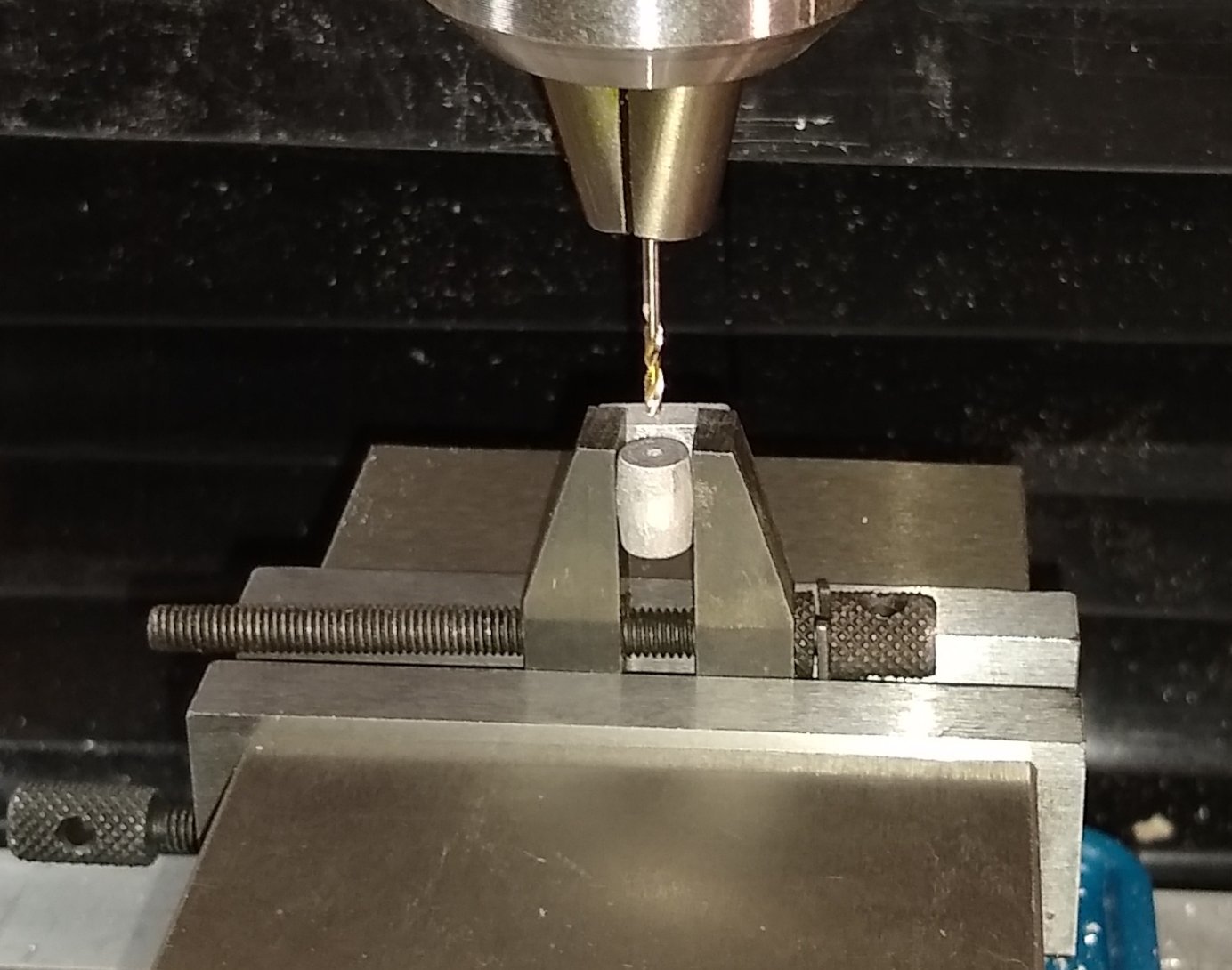
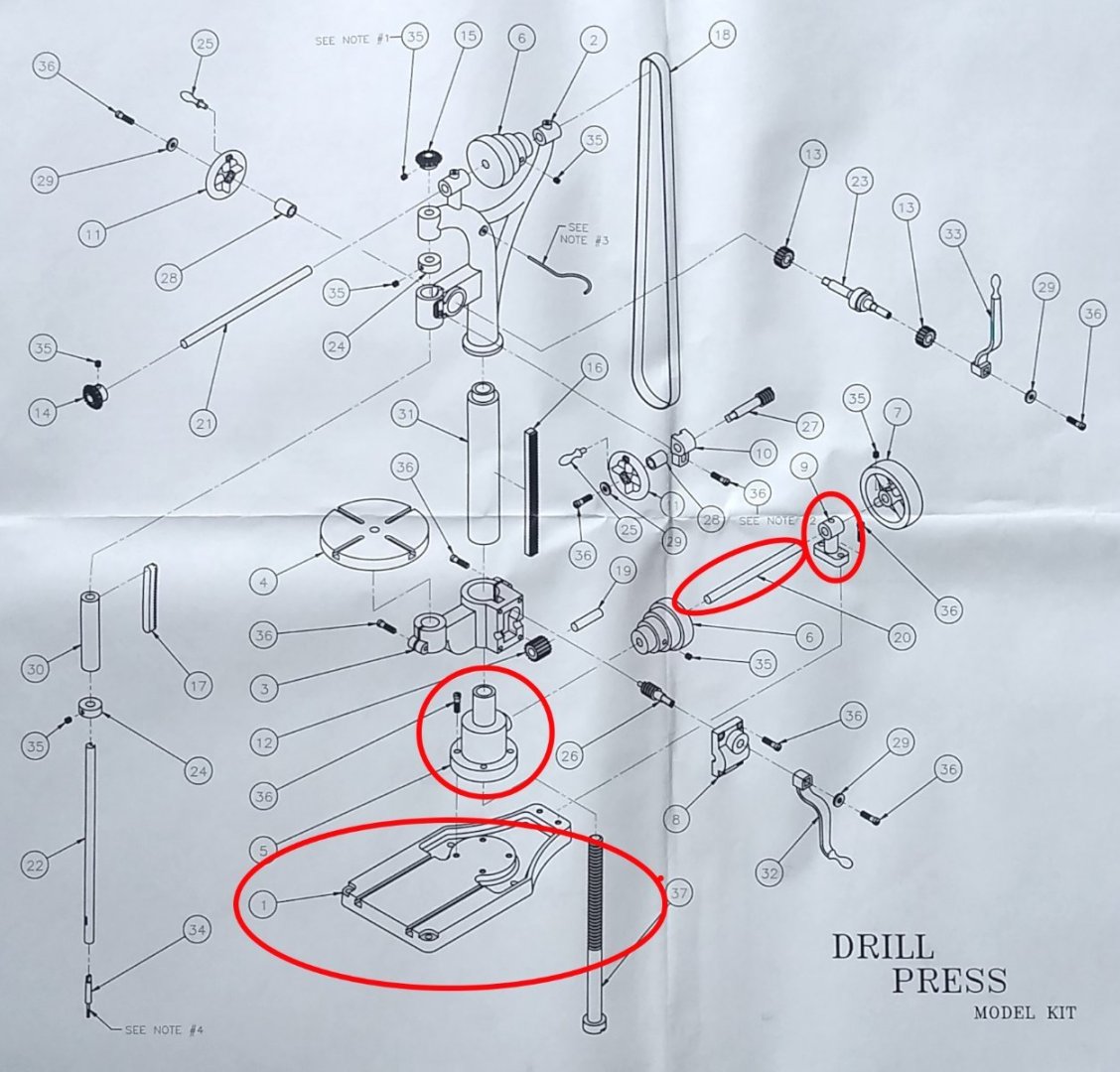
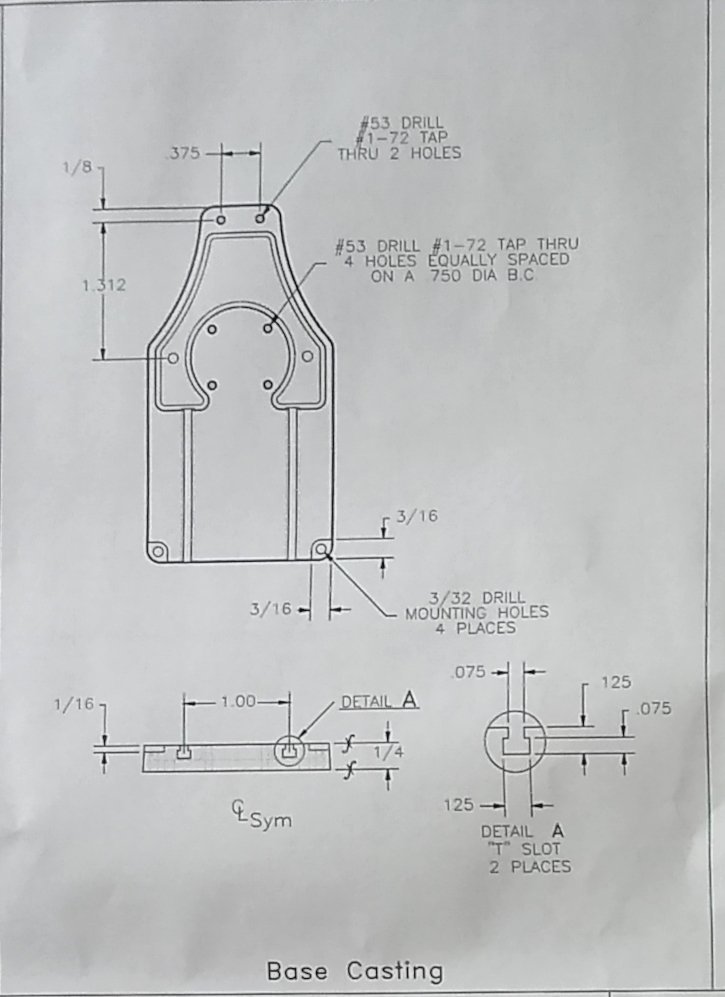
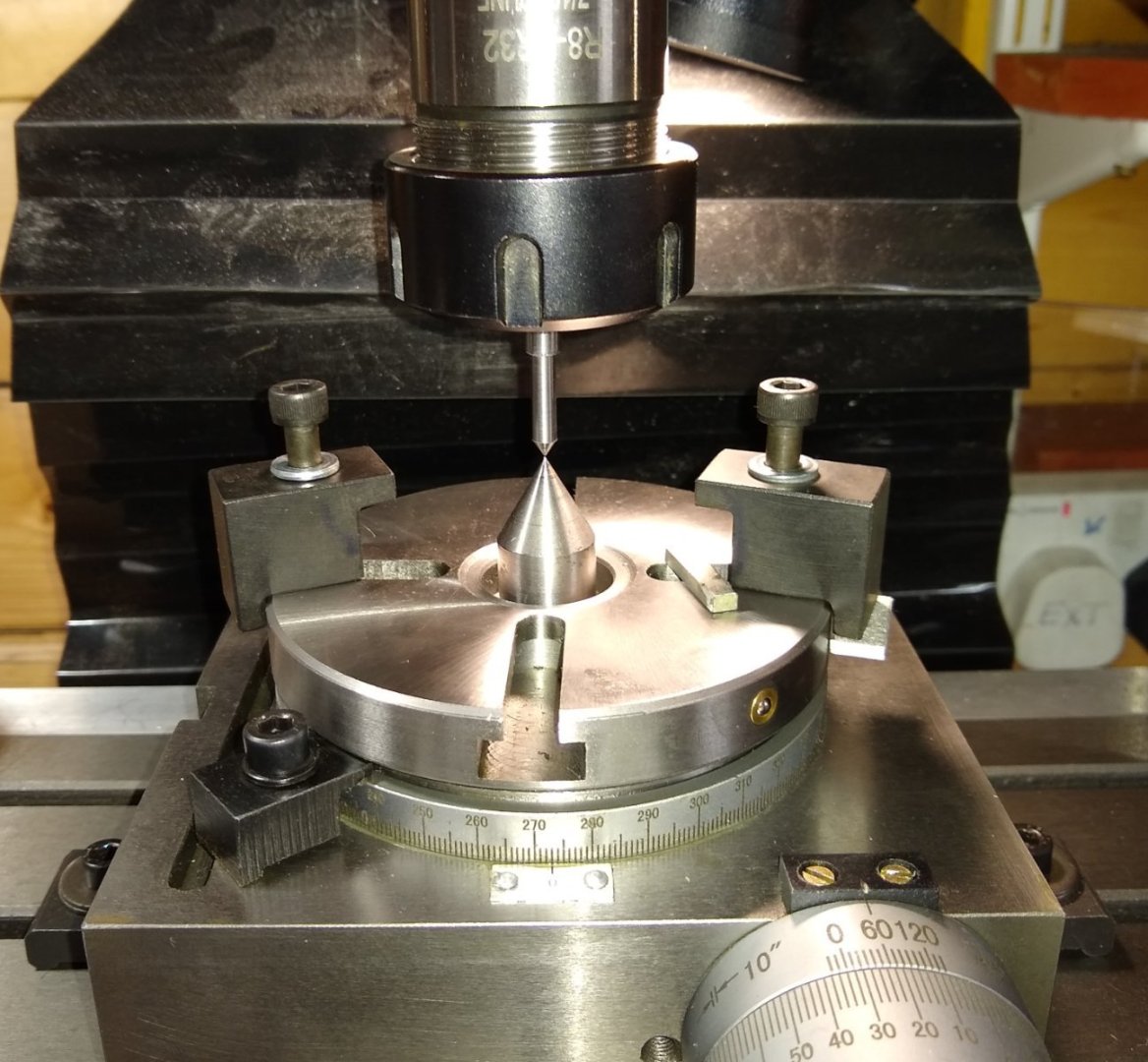
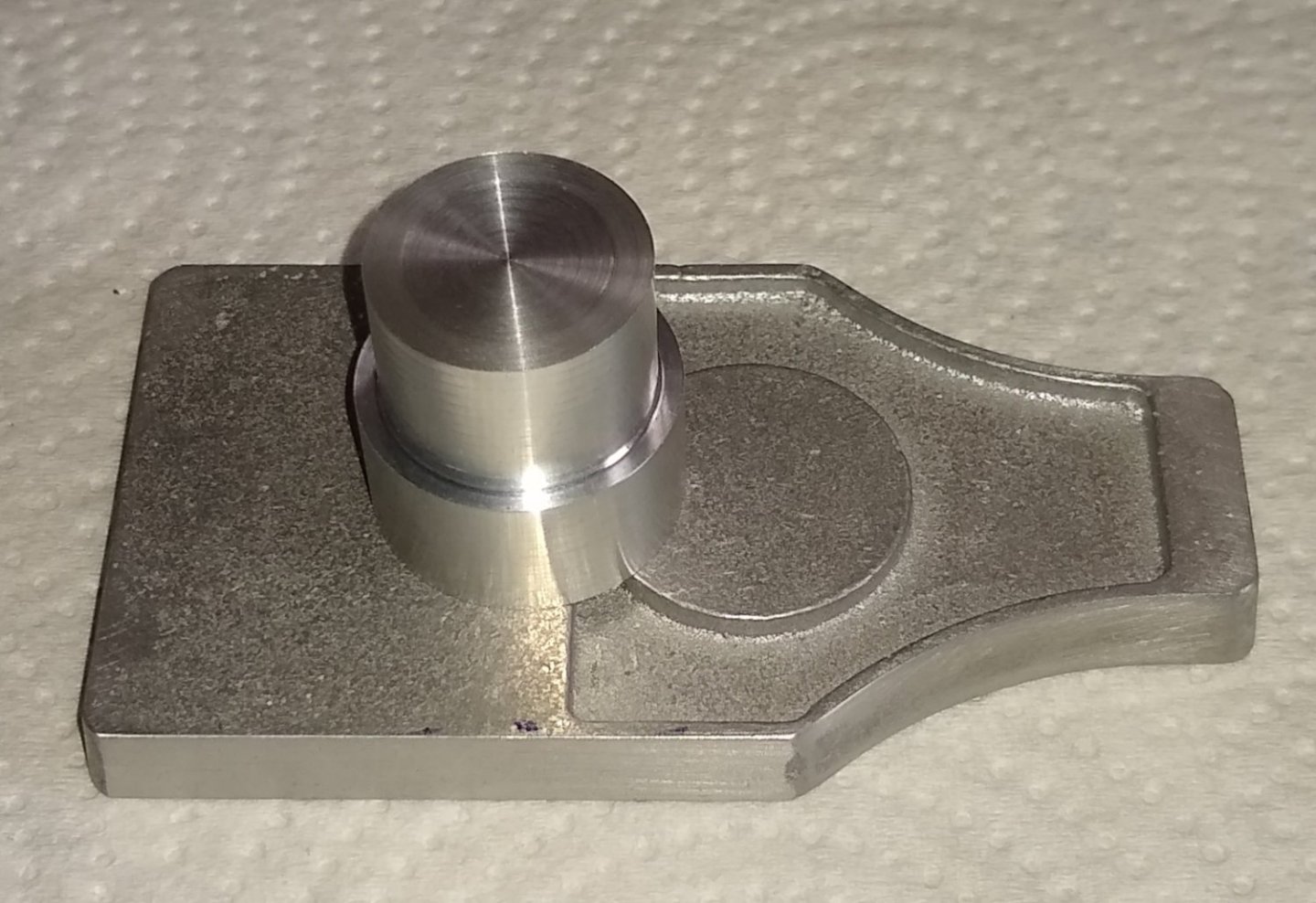
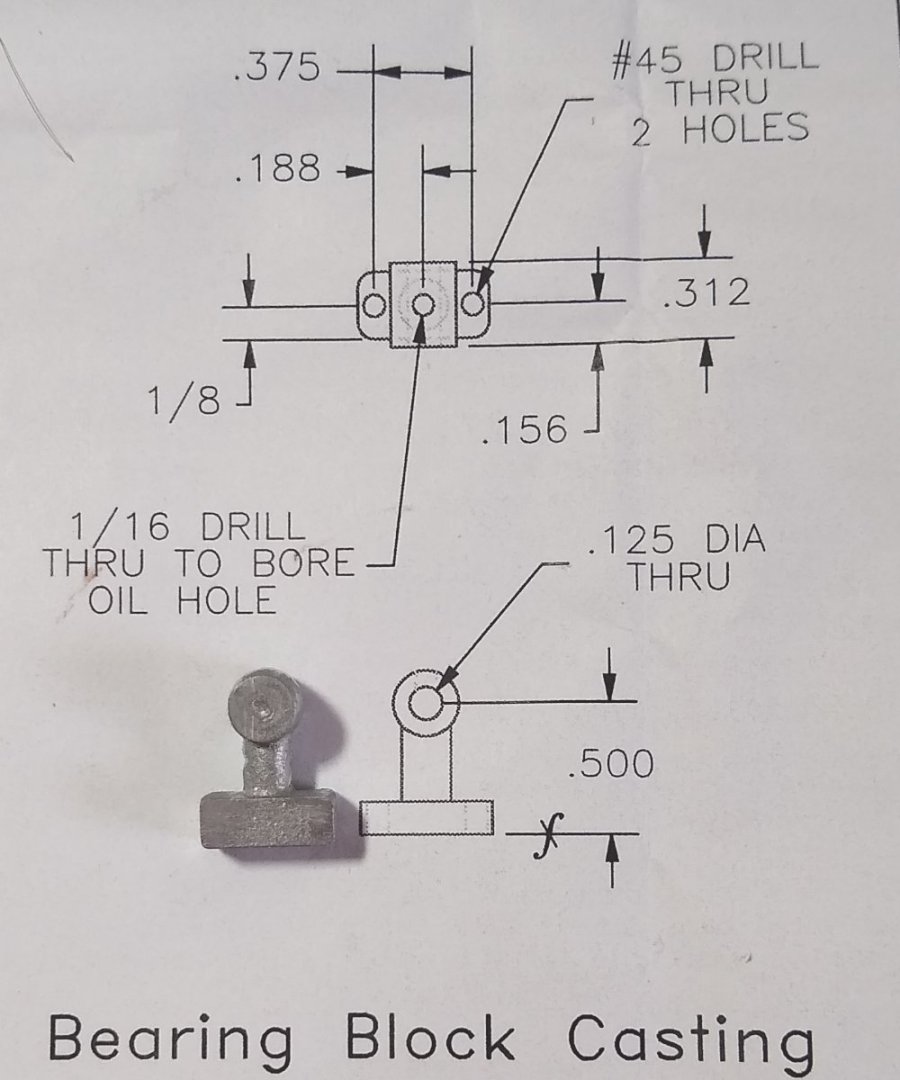
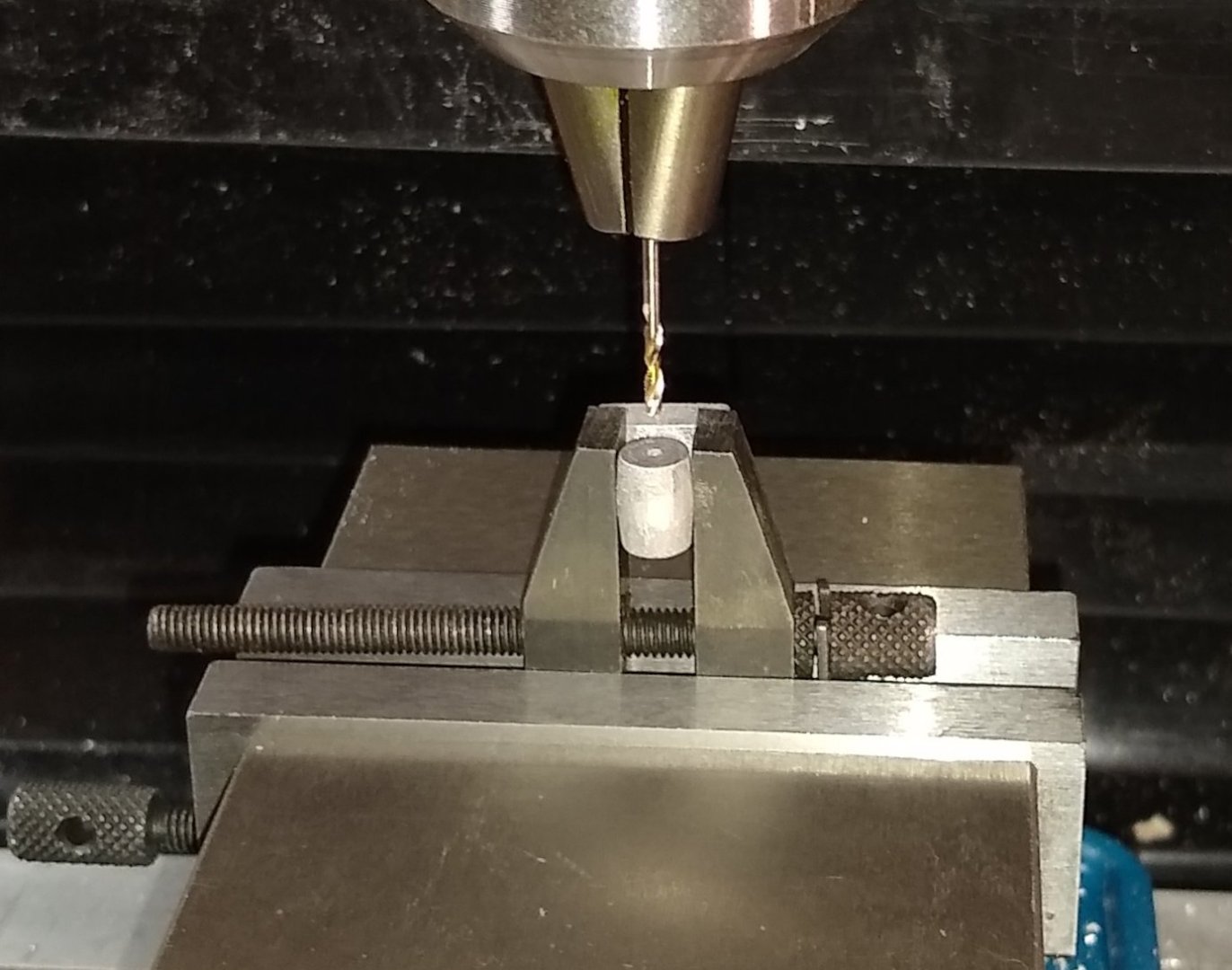
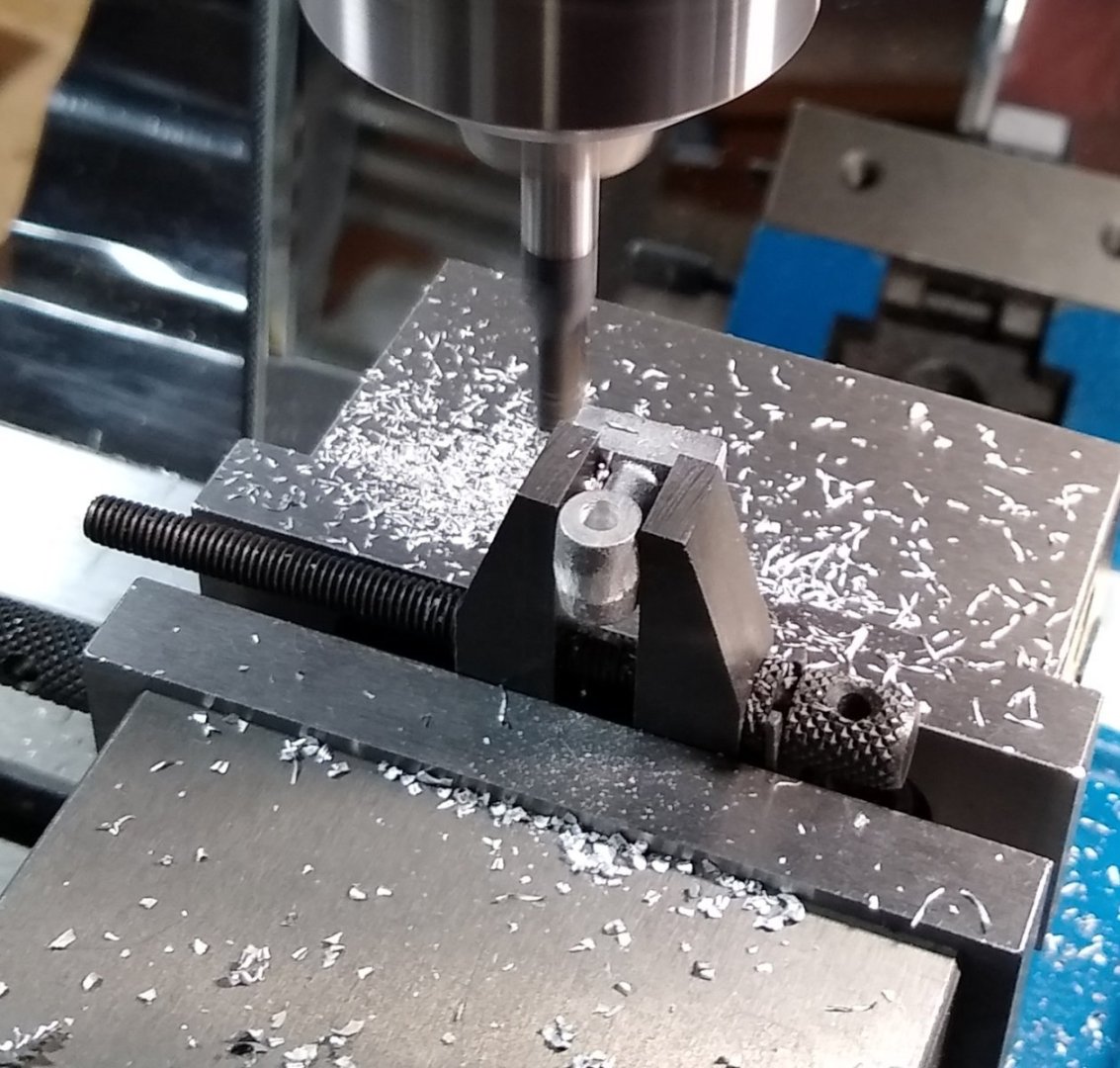
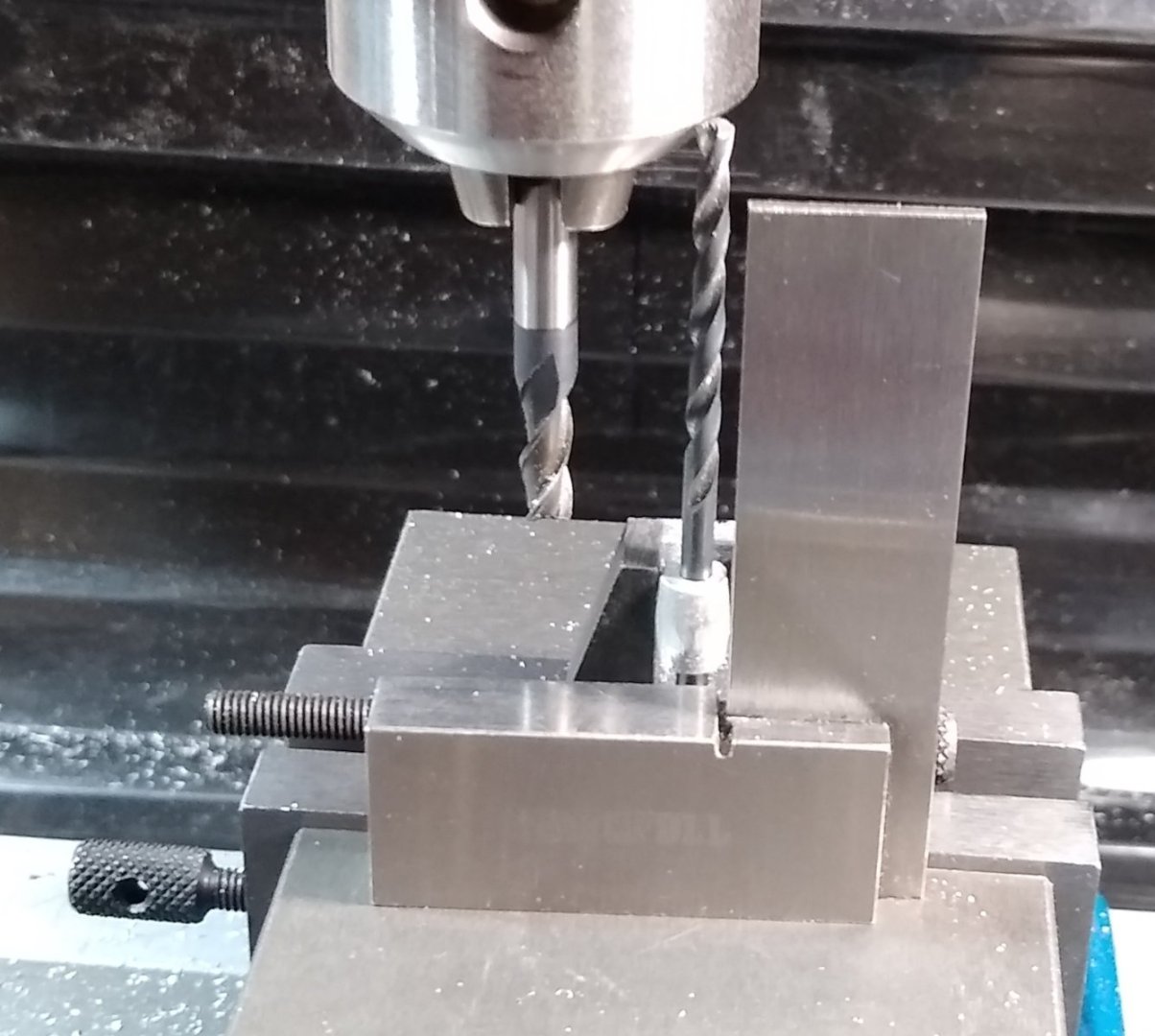
For my Autumn project I have gone with PM Research's Drill Press Kit .... https://pmmodelengines.com/drill-press-kit/ I sourced it in the UK via https://www.forest-classics.co.uk/pm-research/pm-machines/pm-research-drill-press in the Forest of Dean. Below is a PM Research image of the finished drill. It is based on a J.E. Snyder (Worcester, Massachusetts) upright drill press. The original item stood 98" (2.5m) tall and weighed 800 Lbs (364 Kg). More here ... http://vintagemachinery.org/mfgindex/imagedetail.aspx?id=3067 A quick look at the box contents....two drawing sheets and all the Aluminium castings, stock metals and fixings needed to finish the model. Below, all the parts. I decided to start from the bottom and work upwards, so for this Post - Pt 1- the Base, Pt 5 - the Column Base, Pt 9 - the Bearing Block and Pt 20- the Lower Pulley Shaft. I watched Part 1 of Joe Pie's excellent build of the drill ....https://www.youtube.com/watch?v=voeBhlRVBi0 That gave me a lot of starter tips. But have yet to watch the other episodes since I wanted initially to try to do my own thing....I suspect I will be back looking at Joe's videos before long though 😉 So, to the Base. Quite a lot of machining required including the use of a Rotary Table. Below, centring the 4" Rotary Table (RT) with the quill of the milling machine. Next I needed to mount the Base casting on the RT with the Base's circular pad coaxial with the quill. I measured the pad diameter - for a casting it was quite circular but a bit undersize compared to Part 5 which would sit on it . I turned an 'alignment jig' that matched the pad's diameter on one end, with the other end fitting in to a 20mm diameter collet. I then lined up the pad and the jig by eye and finger touch. Below, the Base now clamped in a toolmaker's vice and fitted to the RT. I also marked the centre of the pad with a sharp point since I felt that might come in useful later on. Everything fitted onto the 4" RT, but it was a little tight. Now reducing the thickness of the hollowed part of the casting to allow the T-Slots to emerge cleanly in to that space. IIRC, I used a 5mm 3 flute end mill. Now the fun stuff. I had skimmed the inside straight edges of the hollow with a 3mm round nose end mill...now it was the turn of the pad. It actually worked quite well, but by the time I was finished the pad's diameter was now quite a bit less than of Part 5 - the Column Base. I saw remedial work fast approaching over the horizon - see later. Below. Now to drill and tap the the four #1-72 holes in the pad. That didn't go well. The pad's diameter was already on the small side ie getting a bit tight for #1-72 screws, so I decided to use a #0-80 tap (- I already had suitable 0-80 screws at hand). The tapping did not go well. The Base casting is appx 0.300" thick, to later be reduced to 0.250" thick...the very small tap broke in the Aluminium casting before it was halfway through the first hole...I don't think it was excessive torque that did it, more likely a slight sideways force. The only way I could get the broken tap out was to grind an old small drill to the tap diameter and hammer it out (wearing safety glasses). That worked but left a large'ish hole. So I went to Plan B - drill clearance holes through the Base and Column for #1-72 screws and use half nuts under the base. Counter bores being made for the half-nuts. Now making the two T-Slots. Many shallow cuts of about 0.005" using a 2mm end mill were required but it all went OK. I then used a T-Slot cutter to finish off the slots - it only took one (very slow) pass for each slot. Now to clean up the curved inside faces of the Base using the 3mm round nose end mill. I used the two clamps that come supplied with the RT to hold the Base in place. A smooth 3mm rod in the collet was gently run along the outside of the curved face to align (by eye) the centre of that curve with the centre of the RT. That all worked fine. Note: on the left of the pic the two finished T-Slots are seen. Next, Pt 5 - the Column Base. The casting comes with a circular sprue on the RH end which facilitates chuck holding as seen in the 2nd pic below. Cleaning up the larger and smaller diameters. The largest diameter should match that of the Base's circular pad, but that pad was now reduced in diameter, so that meant the Column Base diameter also had to be reduced (from what the drawing stated) to match the pad. This had the knock-on effect of moving the PCD of the 4x fixing screws inwards. The protuberance is a bearing point for a shaft - the material around it was cleaned up using Needle files and Emery cloth. Drilling the 1/8" hole for the shaft, Pt 20. If the part was made of Mild Steel I'd probably have used a more sturdy clamping arrangement. Next, Pt 9 - the Bearing Block. The casting was a little askew, so I trod carefully when machining it trying to make it look as 'square' as possible. Using a 2mm Stub drill to start off the hole for the 1/8" drill. It had taken me a little while to figure out how to hold the Block but a Toolmaker's Clamp eventually came to the rescue. Whilst clamped, I took the opportunity to clean up the Block sides. I didn't go right up to the clamp when milling so that left a small ridge which was later removed with a Needle file. Turning the Block over to clean up the other side, using the 1/8" drill and a set square for alignment. Finally, a sub-assembly pic of the four parts. I'm using 3/8" long #1-72 Cap Heads (with half-nuts underneath) to hold everything in place. Slotted head screws come supplied with the kit, but I feel they don't really help the look of the model. The Cap Heads do stand out due to their 'blackness' but once I paint the drill parts black the Cap Heads will mostly disappear. [Edit Jan 2024 - I replaced the 6x Cap Heads with period correct Hex Head bolts and nuts]. Well, that's it for this first post. Overall, the Drill seems a nice project with some interesting challenges. Next post in a week or two depending on weather etc 🙂 Richard




-
Panard EBR 11 by RGL - FINISHED - Hobbyboss - 1/35
Rik Thistle replied to RGL's topic in Non-ship/categorised builds
Greg, Thanks for the tip. Sunday afternoon disappeared after reading your build and quite a few videos on Night Shift's channel...but worth it 😉 Richard -
John, Glenn, Apologies for not seeing your comments a while back. I've got Flirt on Hold at the moment whilst I dabble in other types of model building. But advice noted, thanks. Richard
-
Panard EBR 11 by RGL - FINISHED - Hobbyboss - 1/35
Rik Thistle replied to RGL's topic in Non-ship/categorised builds
Greg, That looks so real. Great stuff. One day I think I fancy trying my hand at weathering on models. Any books or websites you'd recommend for a beginner? Thanks, Richard -
As Allan says ... "The MSW site has brought me MANY hours of pleasure and the donation is the very least I could do" Richard
-
Thanks RetiredGuy, I've got an f1.7 lens for my 4/3rds Panasonic camera which allows a shallow depth of field...it took a few tries to get the correct balance of sharpness of the Mill against putting the Lathe out of focus by the right amount. I also adjusted the distance between the Mill and Lathe to help with that effect. I too was happy with the end result 😉 Regards, Richard