HOLIDAY DONATION DRIVE - SUPPORT MSW - DO YOUR PART TO KEEP THIS GREAT FORUM GOING! (89 donations so far out of 49,000 members - C'mon guys!)
×


Dr PR
-
Posts
2,445 -
Joined
-
Last visited
Content Type
Profiles
Forums
Gallery
Events
Everything posted by Dr PR
-
R. C. Anderson's "Seventeenth Century Rigging" (Model & ALlied Publications, Ltd., England, 1974, page 50) says: "The diameter of the dead-eyes should be about 1/2 that of the mast to which they belong. They should bulge in the middle and go quite thin at the edge; modern machine-made dead-eyes are usually much too flat faced."
-
 Valeriy, Same here. The resistance soldering unit has carbon electrode tips that break if you blow on them hard, and the ends are very blunt. I have a 100 Watt soldering "gun" for large pieces, but I mostly used a small 42 Watt pencil tip iron. I have used it for everything from relatively large brass model parts to installing tiny flat-pack ICs with 0.5 mm lead spacing on circuit boards. Speaking of soldering "irons," my father had a real soldering IRON! Actually, I think it was a large piece of copper, about 1 inch (25.4 mm) square cross section and at least 6 inches (152 mm) long, on the end of an iron rod with a wooden handle. He heated it with a torch or on our gas stove in the kitchen until it was glowing red hot. It was used to solder sheet metal for vent ducts and such. It dated from the 1930s or 1940s.
Valeriy, Same here. The resistance soldering unit has carbon electrode tips that break if you blow on them hard, and the ends are very blunt. I have a 100 Watt soldering "gun" for large pieces, but I mostly used a small 42 Watt pencil tip iron. I have used it for everything from relatively large brass model parts to installing tiny flat-pack ICs with 0.5 mm lead spacing on circuit boards. Speaking of soldering "irons," my father had a real soldering IRON! Actually, I think it was a large piece of copper, about 1 inch (25.4 mm) square cross section and at least 6 inches (152 mm) long, on the end of an iron rod with a wooden handle. He heated it with a torch or on our gas stove in the kitchen until it was glowing red hot. It was used to solder sheet metal for vent ducts and such. It dated from the 1930s or 1940s. -
how to secure a rope hank to the sheer poles?
Dr PR replied to paul ron's topic in Masting, rigging and sails
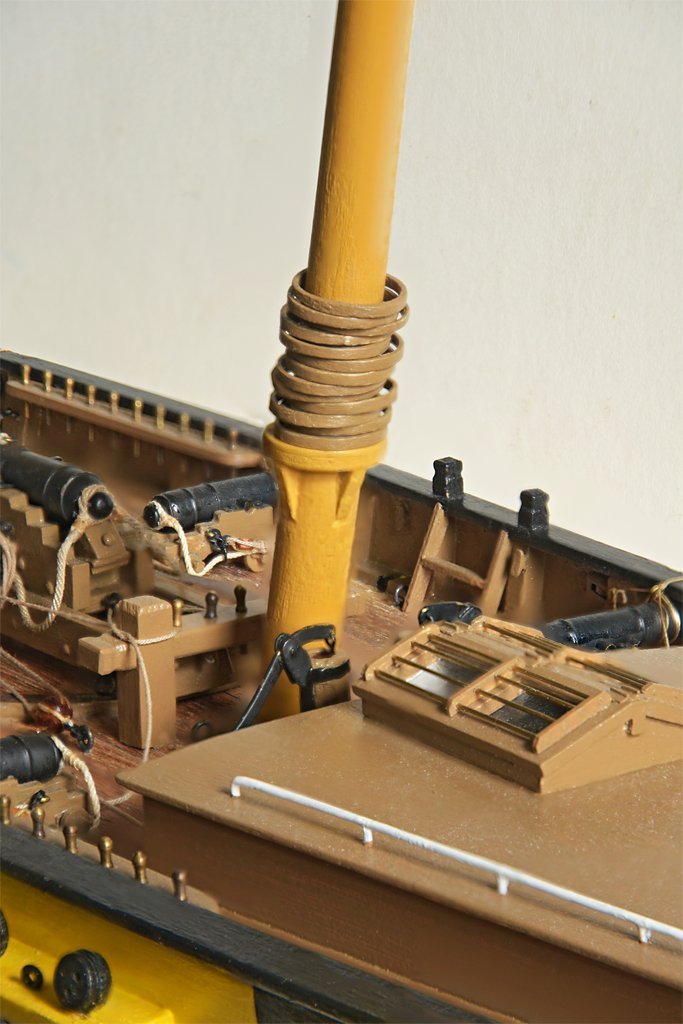
Rope coils could be tied on with simple lashings of small stuff. Anchor buoy lines were secured to the shrouds this way. -
Valeriy, For give me if I have asked this question before, on one of your other builds. What soldering tools do you use? I think I have seen soldering irons of several sizes, but do you also use a resistance soldering station?
-
John, I would bet there is something I have overlooked! I will be starting the main mast standing rigging next, and there is at least one line, the main topmast stay, that attaches to the fore mast top cap. (and two ways to do that). Then there are the yards and booms to rig, and maybe the sails. There are at least 10 more ropes of running rigging passing through the fore top area! I have ordered some 00 silkspan and will try my hand at making sails.
-
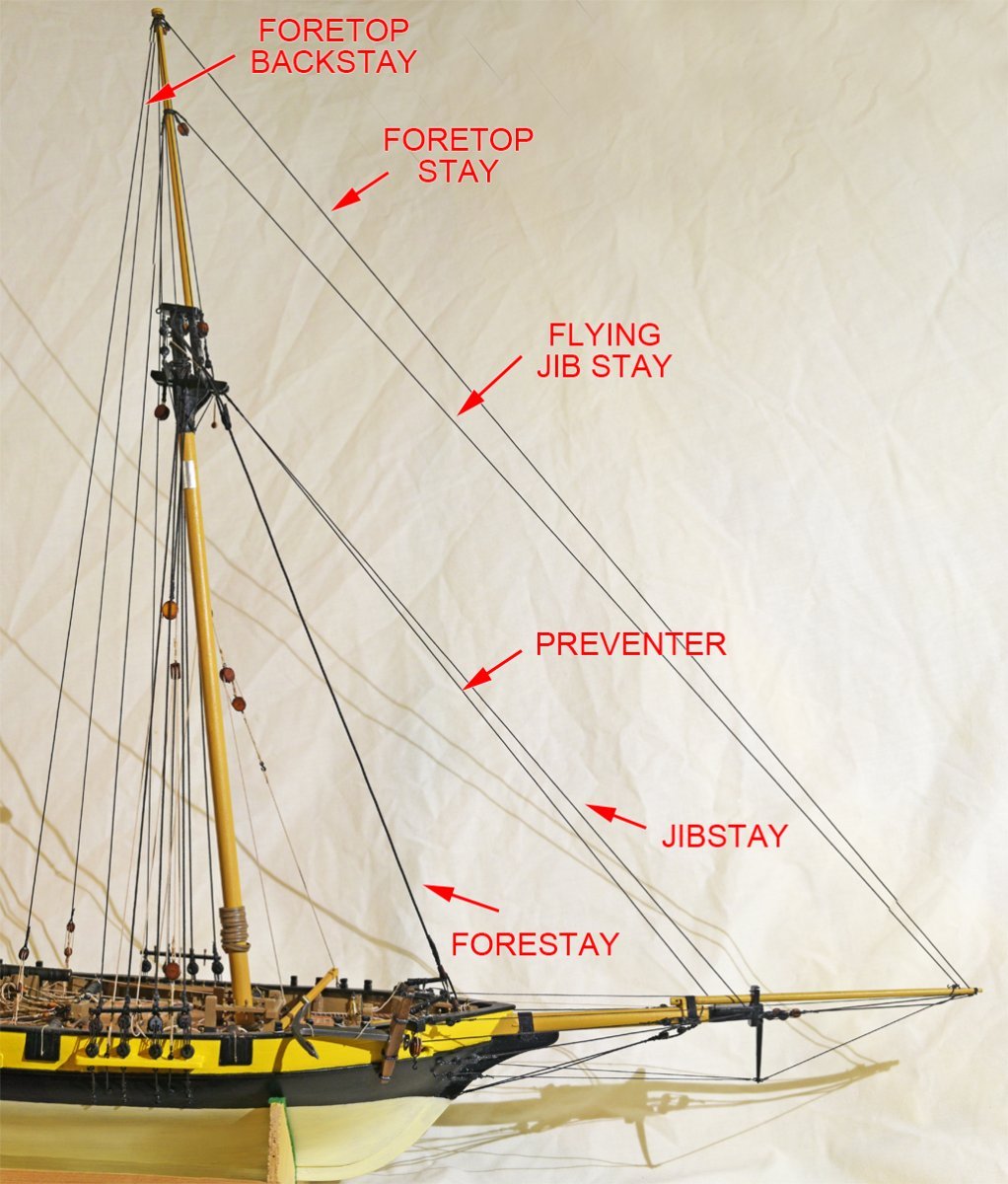
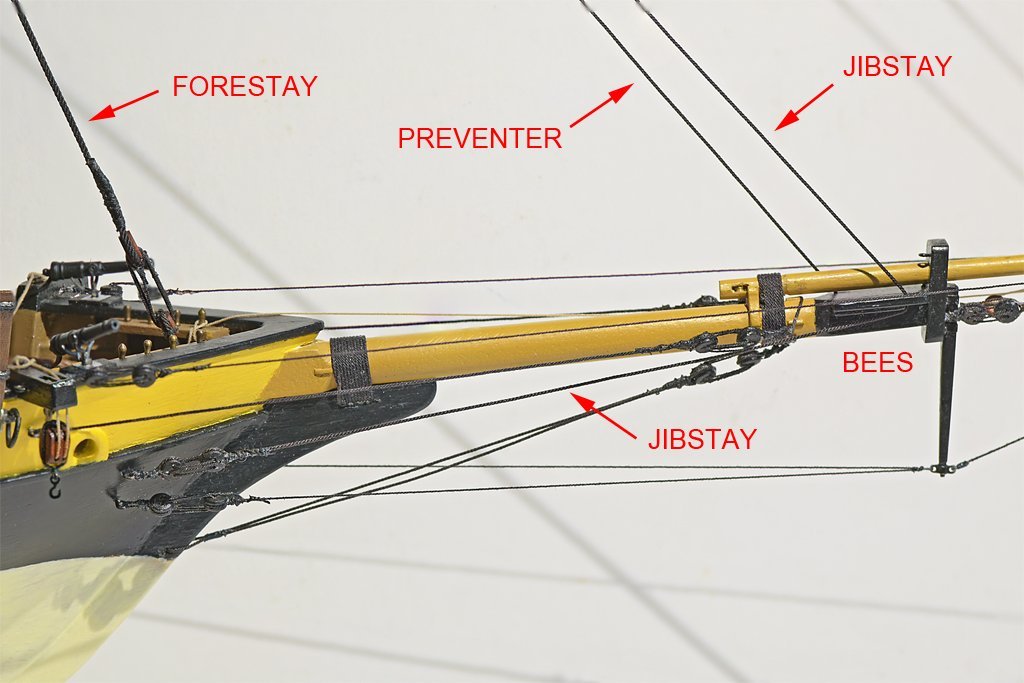
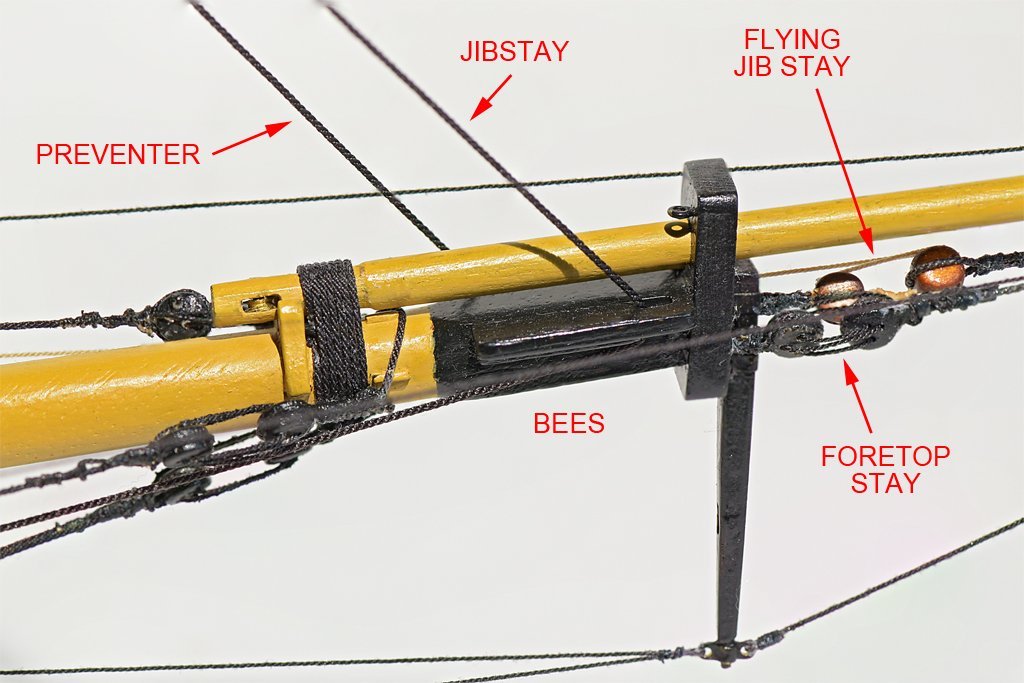
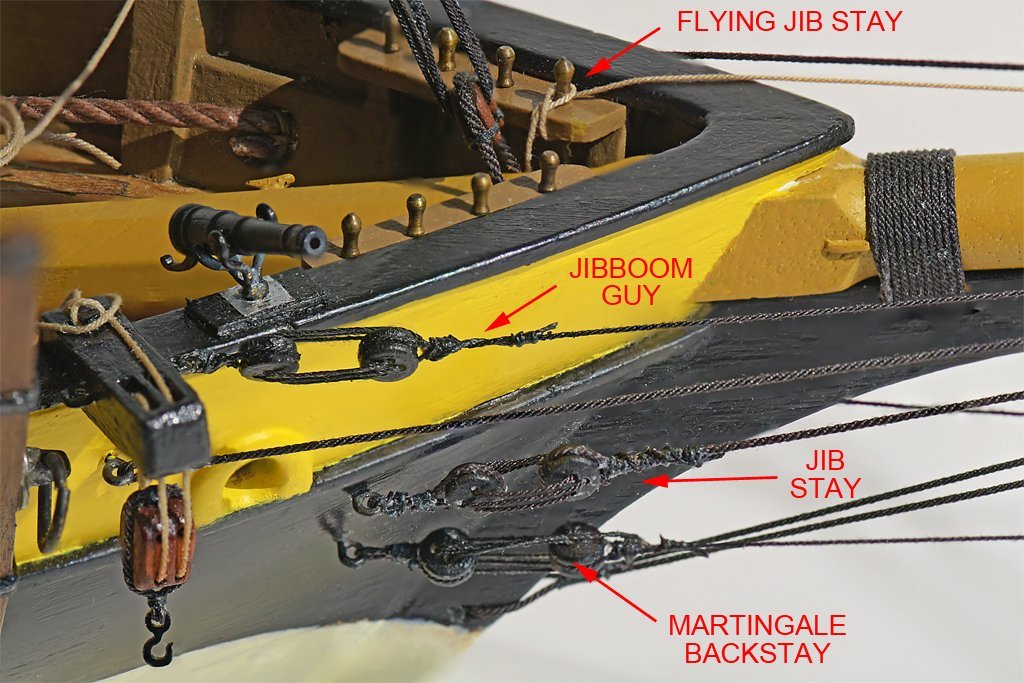
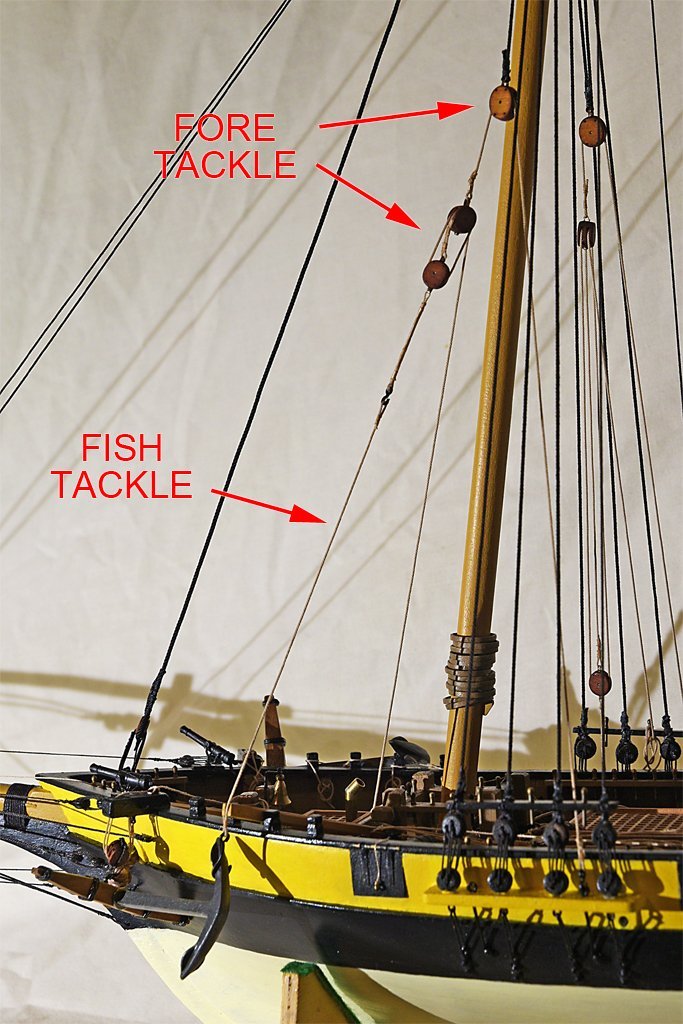
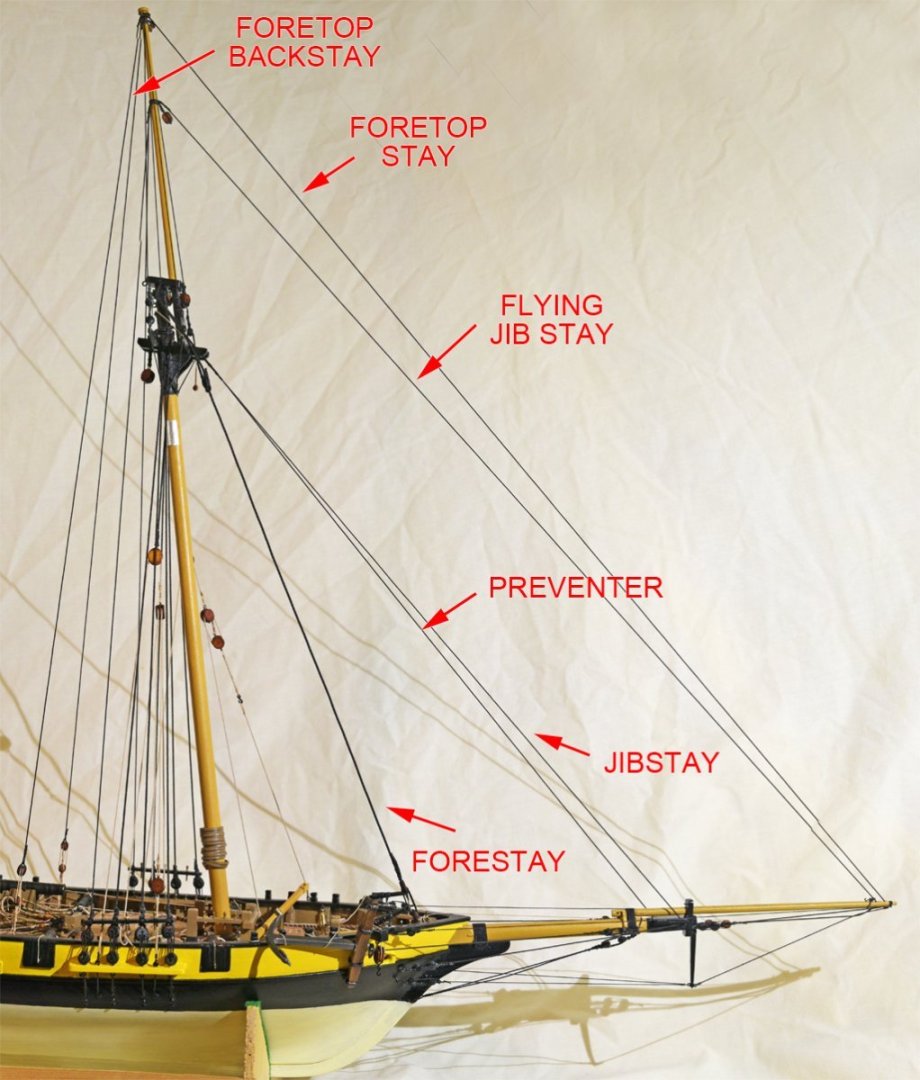
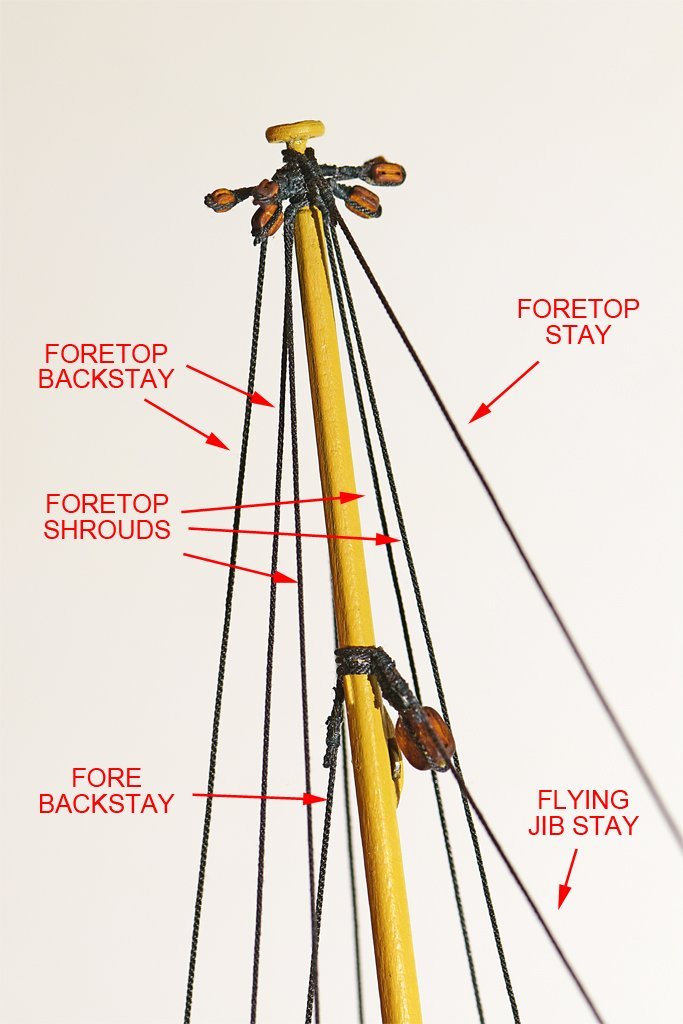
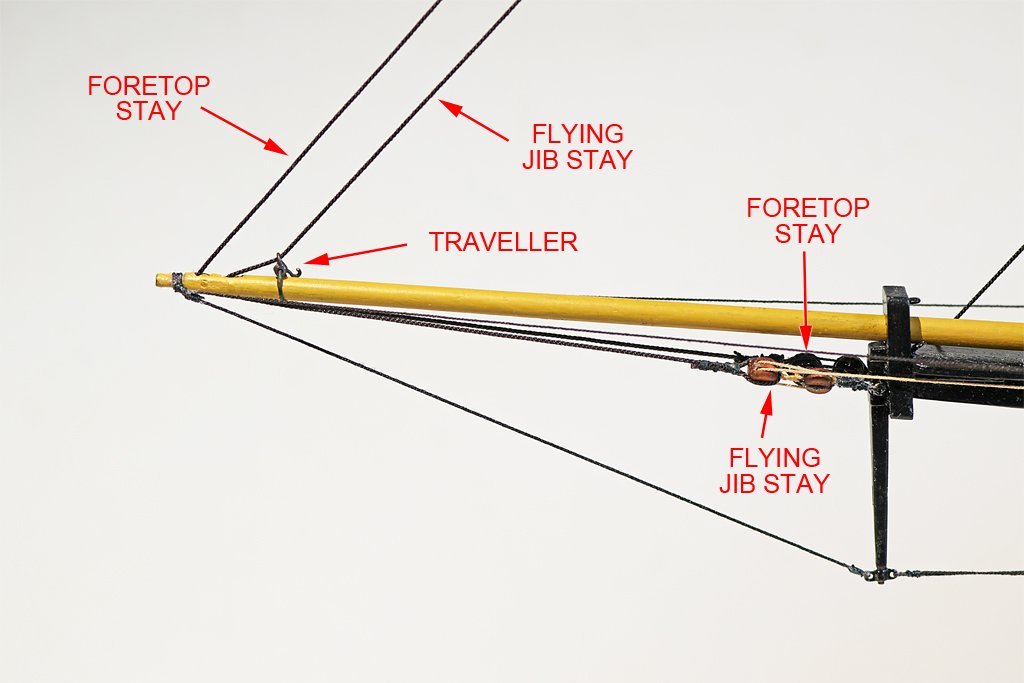
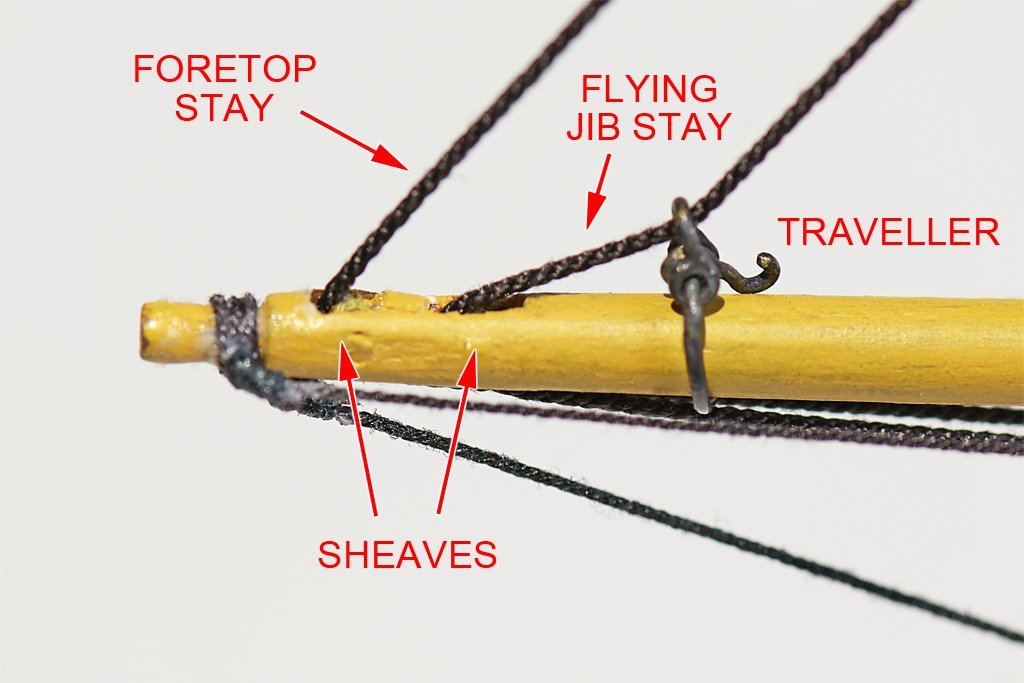
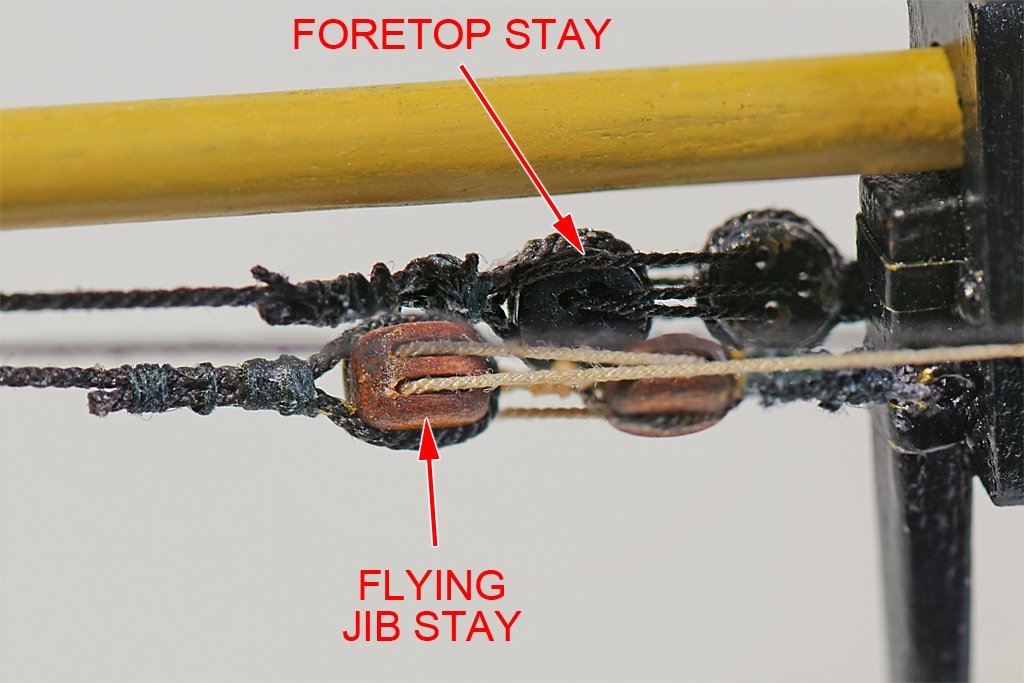
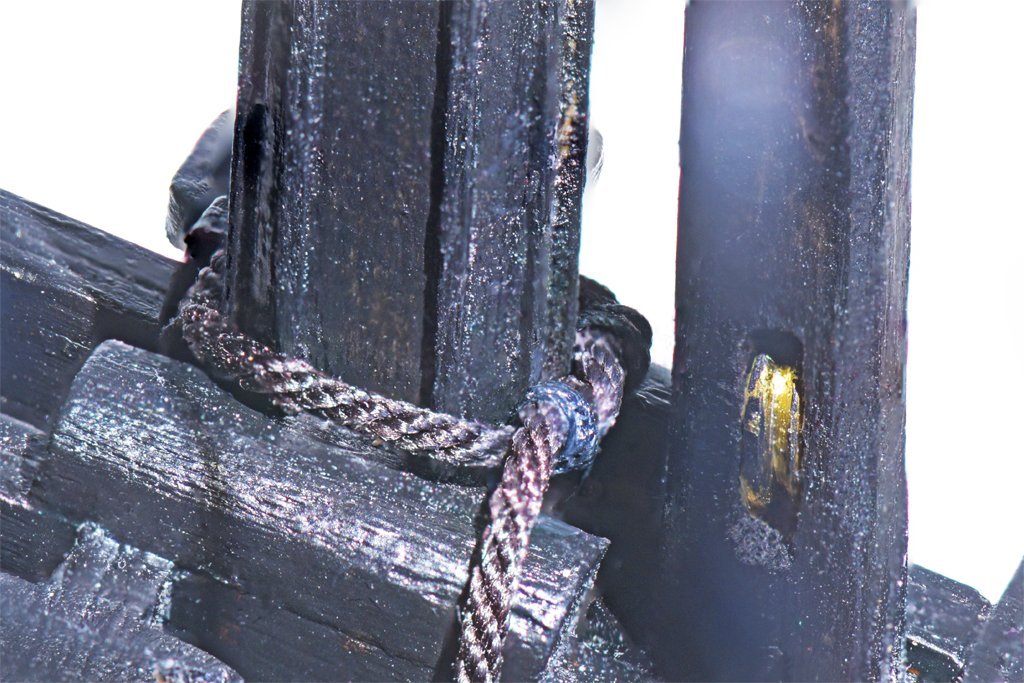
I am still working on the foremast standing rigging. As I started planning this bit I realized I had not installed sheer poles to keep the deadeyes from twisting. Mondfeld says these were introduced in the mid 1800s, but this is incorrect. Lever describes sheer poles in 1808. The original sheer poles were just iron rods tied to the shrouds immediately above the deadeyes to prevent them from twisting due to forces on the shrouds. But Marquardt elaborates a bit, saying that a "wooden stretcher" or "squaring staff" was seized to the shrouds to prevent twisting, and these sometimes served as a belay rack. I decided to use these wooden stretchers on my model. I first painted them with the brown I used for bulkheads and sanded them to a nice finish. Then I wondered if I should use tan or dark brown rope to lash them to the shrouds. I decided to look at photos of existing ships and realized that the entire assembly should be dark brown/black like the shrouds. I drilled them for three belaying pins. These will come in handy for belaying the falls of the mast tackles and running backstays. Then it was on to complete the standing rigging on the foremast. This image shows the foremast tackle. This heavy purchase, also known as a burtoning tackle, was used to load cargo, cannons and other heavy objects. It was also used to bring in the anchors. The rig consists of a block on a pendant from the mast top. Through this runs a runner tackle from a double block below, through the pendant block, to a hook on a ring in the channels. The luff tackle has a double block seized to the runner and a single block below. The single block has a long strap with a hook below. This long strap was served for extra strength and protection from chafing. The hook on the strap was hooked into an eye spliced on the end of the fish tackle. The other end of the fish tackle was seized around the fish hook that was used to catch and raise the crown of the anchor. The method of fishing the anchor is described here: https://modelshipworld.com/topic/27410-small-ship-anchor-handling/?do=findComment&comment=787942 At the very top of the foremast two foretop backstays are attached with eye splices above the rigging for the topsail yard and the foretop shrouds. These port and starboard lines lead down to luff tackles hooked to ring bolts on deck or attached to the channels. The foretop stay attaches above the backstays with an eye spliced in the end of the rope. It runs down through a sheave in the end of the jib boom (see below). The fore backstays lead down to deadeyes on the aft end of the channels. Above where they attach is a spliced eye in the strap for a single block for the flying jib halliard. Above this is the spliced eye for the flying jib stay that passes through a sheave in the end of the jib boom (see below). The foretop stay passes through a sheave at the end of the jib boom and leads back to a deadeye on the starboard side of the bowsprit cap (below). The flying jib stay passes through a shackle on the traveller and then through a sheave near the end of the jib boom. It then leads back to a luff tackle attached to the port side of the bowsprit cap (below). I have rigged this so the flying jib stay also serves as an outhaul for the flying jib that is attached to the traveller. Here you see that luff tackle for the flying jib stay that allows the stay to be slackened to haul in the foot of the flying jib attached to the traveller, or to allow flying jib stay to be tightened to haul out the foot of the flying jib. On the far (starboard) side you can see the deadeyes for controlling the tension on the foretop stay. The jibstay and preventer feed through the bees behind the bowsprit cap. They are the same cable that was looped around the fore mast top and spliced together, so either could be said to be the stay or preventer. The jib will ride on the aft most of the two lines. The jib stay runs to deadeyes attached to a ring bolt on the starboard side of the bow forward of the hawse openings. Other standing rigging for the bowsprit and jib boom is secured to points in this area. You can also see where the flying jib stay luff tackle fall leads back to the foremost belaying pin on the port bow pin rail. I should add a comment here about how some of these lines were rigged to allow them to be tightened occasionally as the ropes stretched. I show the jibboom guy, jib stay, martingale backstay (and the topmast shrouds, foretop stay, flying jib stay and bobstay) rigged with small deadeyes and lanyards secured around the lines. But some vessels just used simple eyes, or hearts, to tighten the lines. Other vessels used double blocks instead of deadeyes with the falls belayed on deck. I suspect smaller vessels just used eyes and the larger ships used deadeyes. "Mid sized" vessels might use any combination. So you need to do your homework to see what the ship you are building used. I probably could have used simple eyes on a schooner of this size. I think this completes the standing rigging for the foremast.


-
John, Nice work on the traffrail. I first saw this on another post on the forum and it made a lot more sense than trying to cut a narrow semi-circular piece of wood.
- 165 replies
-
- 1
-

-
- Red Jacket
- Marine Model Company
- (and 2 more)
-
John, I'm sure you are glad that is done! One down and one to go. I am also working on rigging at this time, and it is pretty complex and tedious work. I am saving the ratlines until after everything else is rigged.
- 282 replies
-
- 2
-
-
- Bluenose
- Model Shipways
- (and 1 more)
-
Melissa, On some of mu older (50+ years) models I had problems with the wooden planking swelling and shrinking with humidity, age, whatever. This cracked the paint on the hulls. I started using a thin clear epoxy paint on the interior of the planking. Model airplane builders use this paint to seal balsa engine mounts so fuel cannot soak into the wood. I apply a fairly heavy coat so it will seep between the planks and between the planks and the bulkheads. It does soak into the wood surfaces, and when it hardens the hull is very solid. I have hulls 35+ years old that have never developed cracks. I mention this because you are at the right stage to paint the interior - before the deck goes on. Not many people do this, but at least one of best model builders on this site use it inside planked hulls. You won't have to worry about the hull planking cracking years down the line if you do this.
-
LoS, Are you building a plastic model or a wooden model? The glues will be different for each type. For wooden models I use Duco tube cement (nitrocellulose in acetone) for strong joints that will be hidden - no visible spillover neighboring surfaces. It will affect stains where it is on surfaces, but you can paint over it. It will glue wood, metal, glass an plastics together (but the acetone may craze the plastic). It dries fairly quickly and hardens over night. A popular bottle glue is SIg-Bond aliphatic resin. It is good for wood but doesn't bond metal or plastic well. If you really wants a strong bond use a two part epoxy. It is a bit messy and more work, but it bonds wood, metal, glass - just about anything. For light work you can use plain white school glue. It dries invisible, so It doesn't produce a noticeable glue "stain." I use this on rigging to hold knots and seizing. An advantage is that it is water soluble, so if you need to change it you can just add a drop of water and it will loosen. Another useful "glue" is shellac. It is an alcohol solution, so you can loosen it after it hardens. It is more of a finishing and sealing coat, and it is used for "bright" wood finishing. But it can also be painted on as a glue to bond two surfaces. Some people use it to "set" rigging to hang in the right way. But is will discolor the rigging a bit, so you will need to apply to the full length of then line to get an even color.
-
NenadM, The technique of making round masts from square stock seems intimidating at first, but it is actually very easy. And it allows you to create the square or octagonal cross section parts as well as the round parts all in a single piece. Try it and you might like it. Here are a couple of links: https://modelshipworld.com/topic/19611-albatros-by-dr-pr-mantua-scale-148-revenue-cutter-kitbash-about-1815/?do=findComment&comment=904995 https://modelshipworld.com/topic/19611-albatros-by-dr-pr-mantua-scale-148-revenue-cutter-kitbash-about-1815/?do=findComment&comment=908539
- 396 replies
-
- 1
-
-
- Idea
- Bright Idea
- (and 1 more)
-
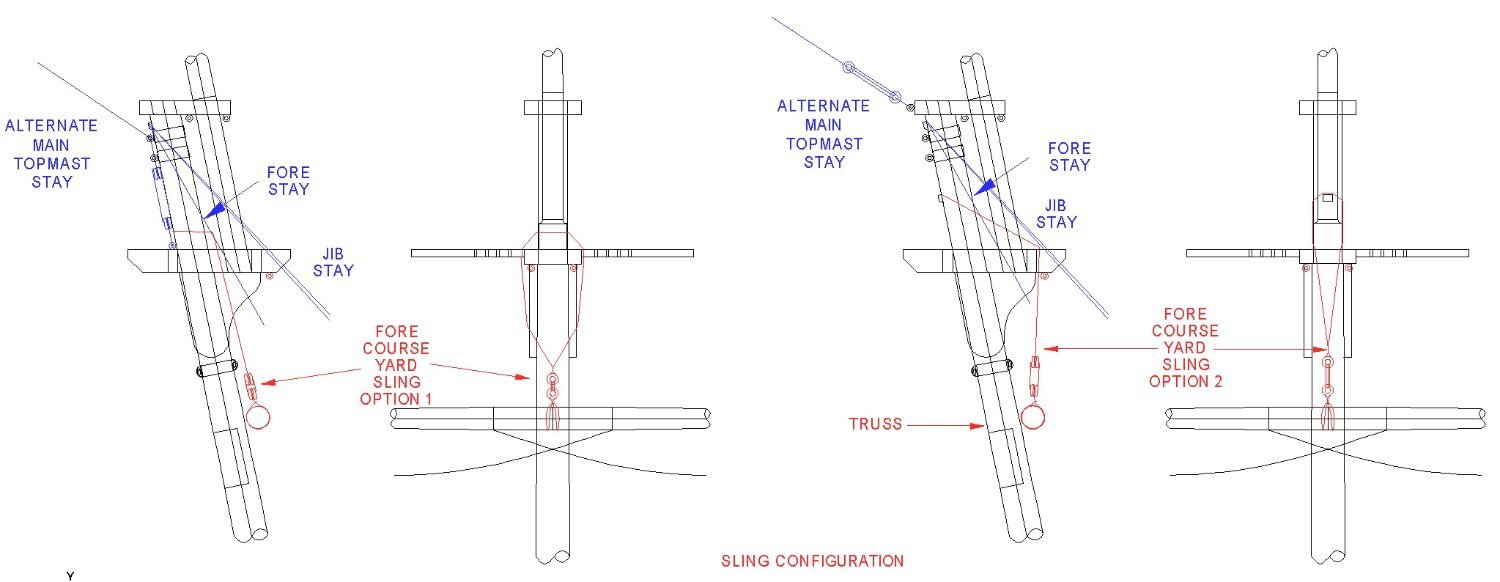
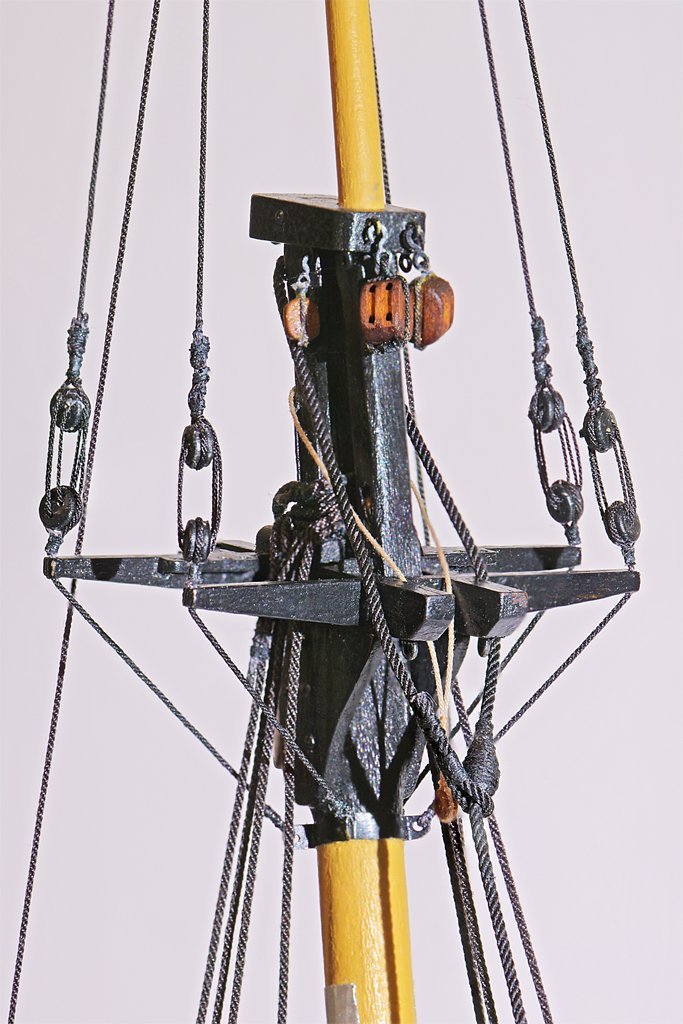
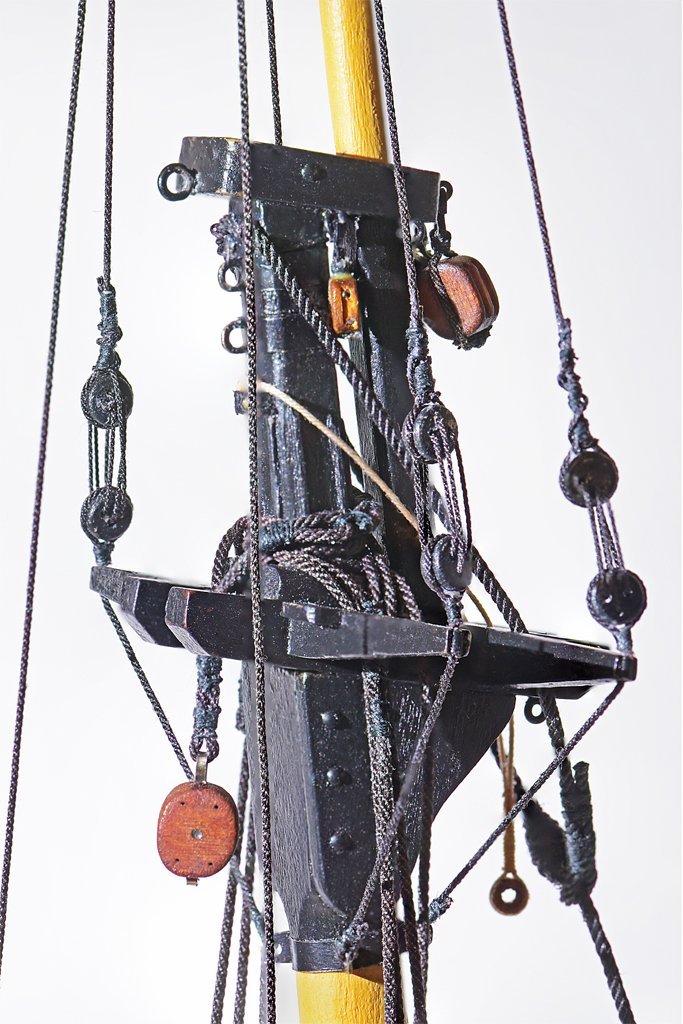
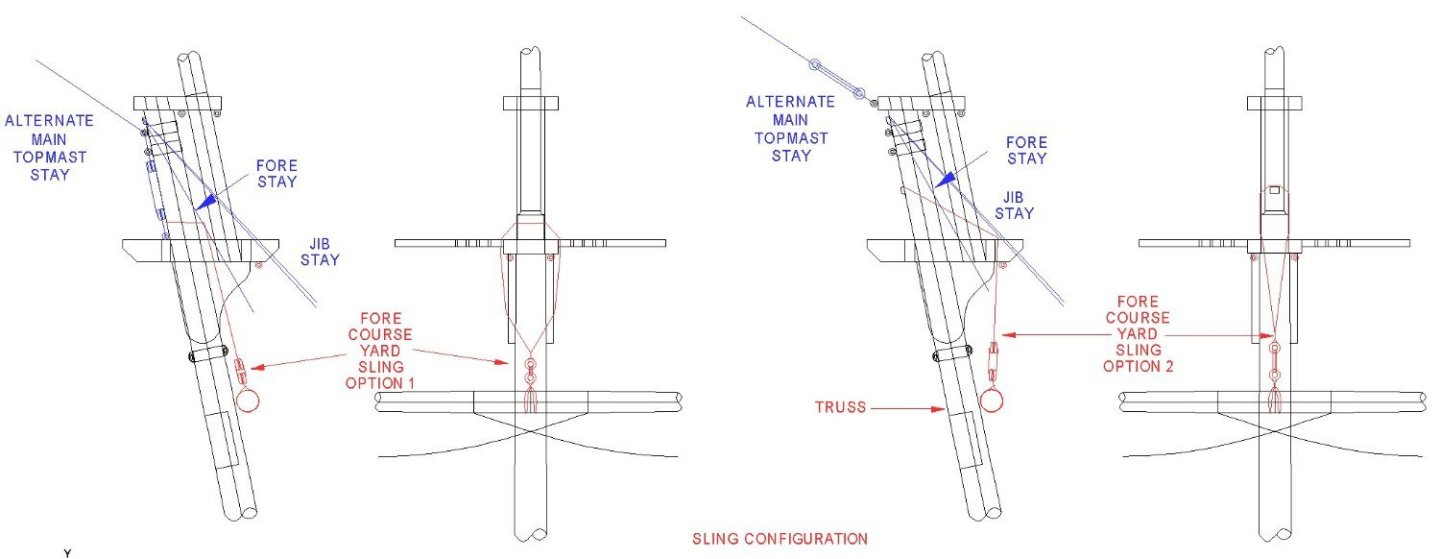
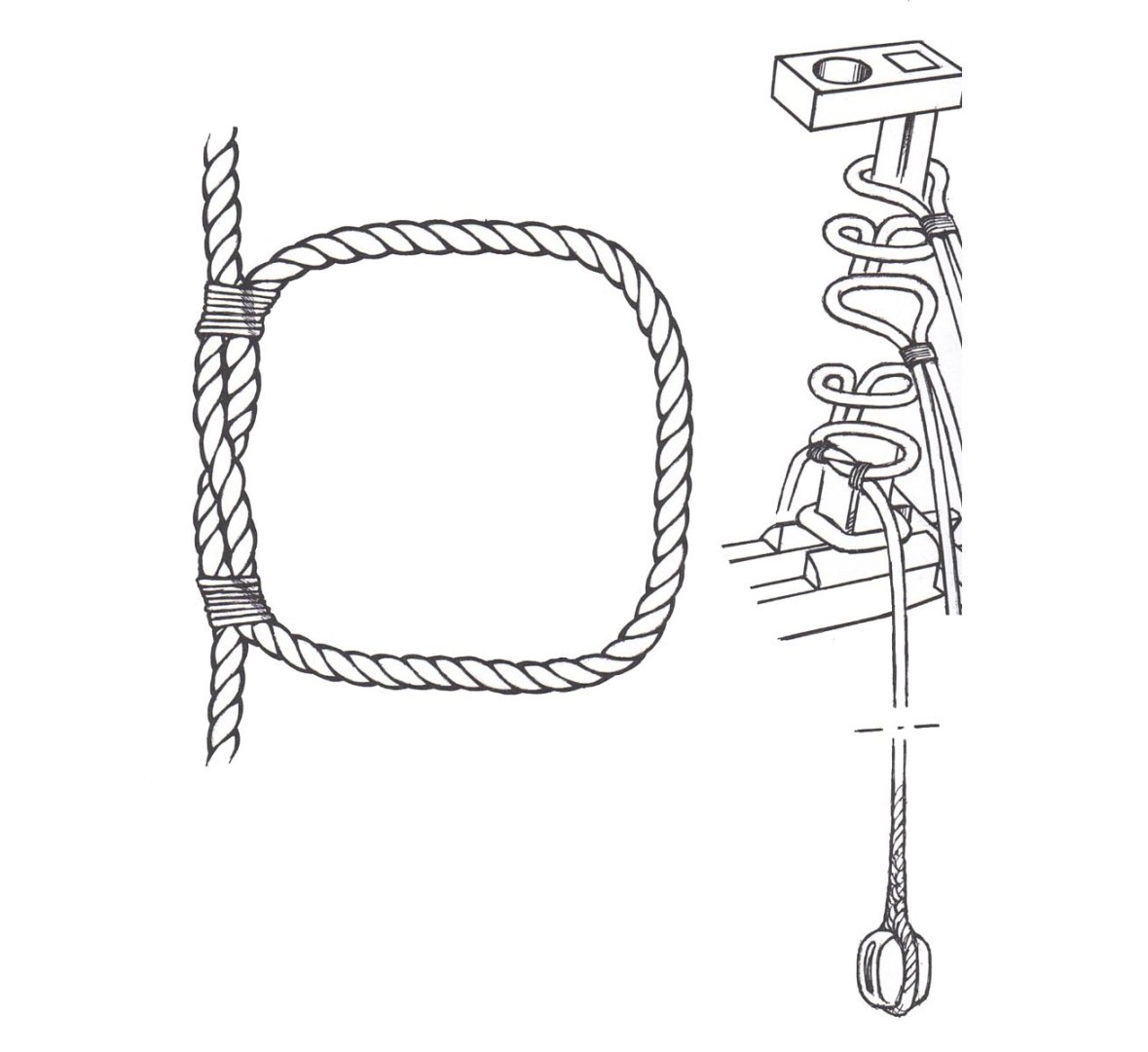
More details for the rigging of the fore top. After the shrouds and tackle pendants were in place (and the loose shrouds were tightened) the next thing was the pendant for the fore gaff throat halliard. I put a short leg and long leg in the pendant from the double block. On the ends of each leg are eyes, and these are tied together with lashings on the starboard side of the mast head. The halliard loop rested on the shrouds and the pendant hung between the tresletrees on the aft side of the mast. The rake of the mast allows the block to hang free. The next consideration was rigging the fore course yard sling pendant around the mast top. The sling has two parts. The upper pendant loops around the mast top and hangs down in front of the mast, with an eye in the lower end. The lower part wraps around the yard and has an eye above. The two eyes are tied together with lashings to support the yard. There were two options for this. A common way to rig the sling is shown on the left in the drawing above. The sling just wraps around the back of the mast and hangs on the outside of the trestletrees and cheeks. However, this causes it to pull tightly around the edges of the cheeks, where it will chafe, and come together at a fairly wide angle at the eye above the spar. This means the lower part of the sling that wraps around the yard must be very short if the yard is to hang close to the top. Another way to rig this is to lead the arms of the pendant forward over the fore crosstree and then down to the yard. But this causes the sling to ride over the fid for the fore topmast, causing it to chafe and lying in the way when the topmast was to be lowered. The alternative is to loop the sling over a thumb cleat on the aft side of the mast a distance above the trestletrees as shown on the right side of the drawing. The sling pendant then hangs over the forward edge of the fore crosstree and comes down in a narrow angle to the eye. The eye is higher between the cheeks, allowing the yard to be rigged higher. It is this method that I chose to use. Again I created a long and short arm for the sling pendant, with eyes at the ends of both parts. These were lashed together on the port side of the mast top. The lower part of the sling loops around the yard. The fore stay loops around the mast top and rests on a thumb cleat just below the top cap. In the drawing above I show it hanging outboard the cheeks and behind the forward crosstree. But it actually gives better clearance for the other rigging if it hangs over the forward edge of the crosstree as shown in the photos. Some drawings show the stay to be spliced to form an eye around the mast and others show it "moused." I decided to try to create a mouse for this model. The mouse is just a lump on the stay that is too large to pass through an eye in the end of the rope. I made the eye small enough that the 0.055 inch (1.37 mm) stay rope will just barely slip through it. I tried a couple of methods to create the mouse. First I just tied a simple overhand knot in the rope and then tried to wrap 0.008 inch (0.20 mm) rope around it. This produced an unsightly asymmetrical lump. I started over and used a needle to work the small rope through the larger stay and then began wrapping layers of the small rope around the larger one, like serving but in multiple layers. I made the larger part of the lump on the lower end - where the eye will rest - and tapered it toward the top. I applied white glue between layers to hold the mouse wrappings together. I think I got a bit carried away and made the mouse extra large, but it works! At this point none of the shrouds and stays are fastened to the hull - I haven't installed the lashings on the deadeyes and hearts. But the next things to install are the jib stay and preventer, and these will pass through holes in the bees on the bowsprit and have deadeyes on the lower ends. Then everything will have to be tightened with lashings and the mast will be permanently in place.





-
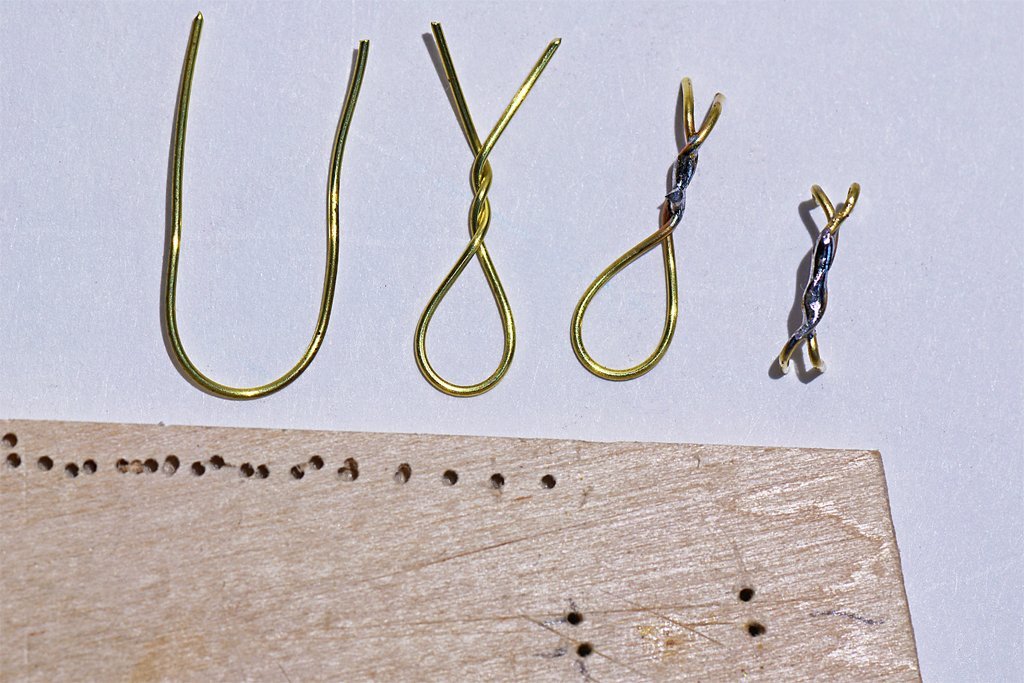
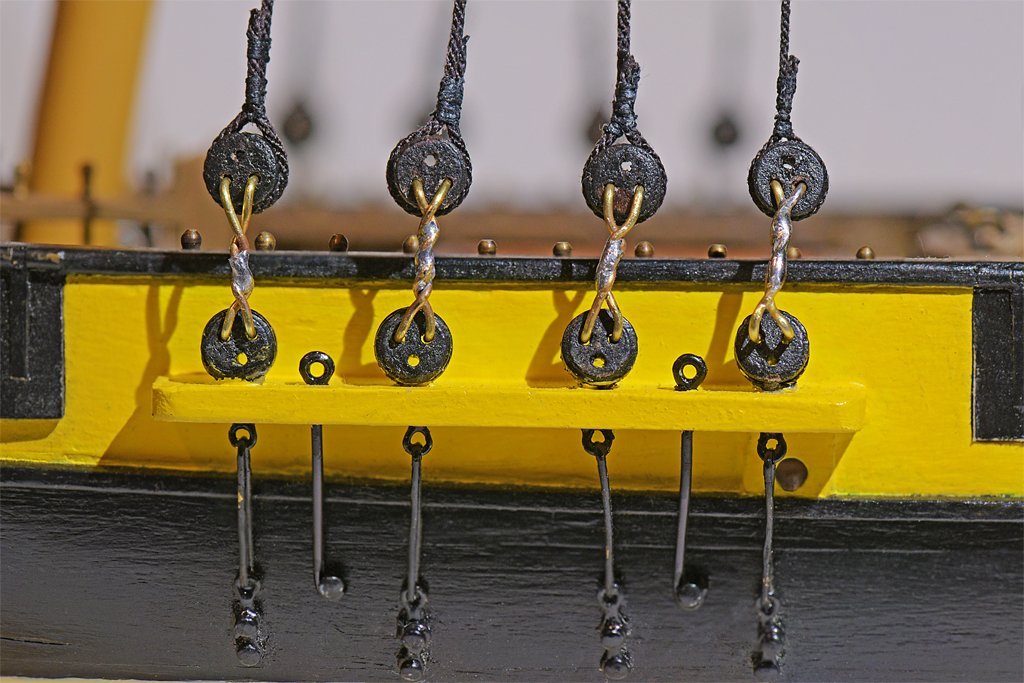
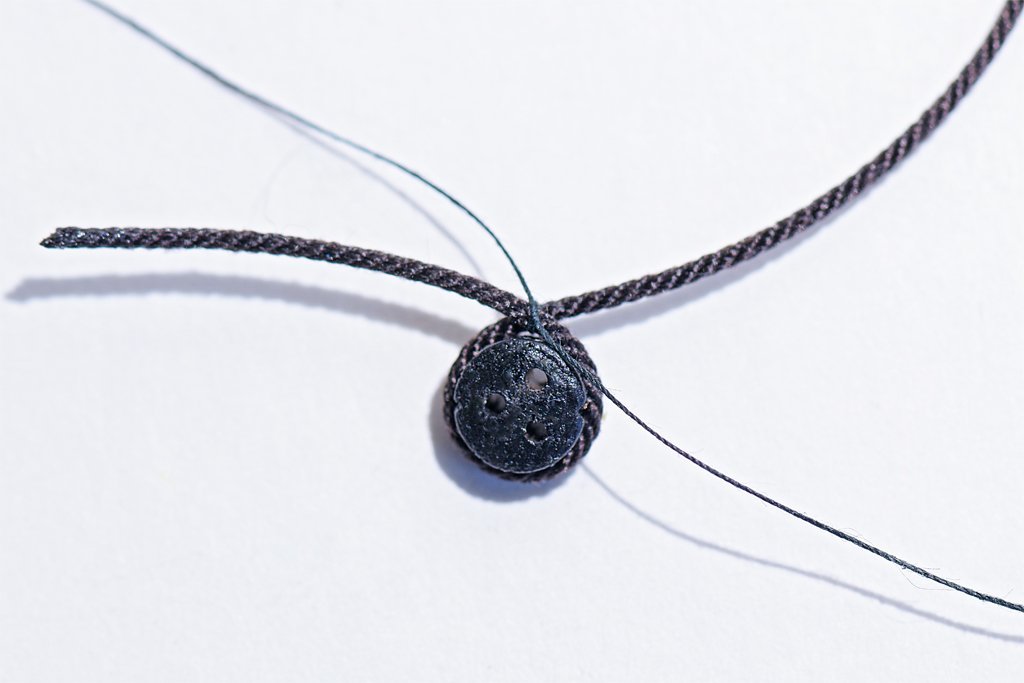
I showed my deadeye rigging tool earlier, but here are some photos showing how I make them. I drill a hole pattern in a scrap piece of wood, with pairs of holes the same distance apart as in the deadeyes, and the hole pairs the distance between the deadeyes (3-4 deadeye diameters). Be sure to solder the twisted part before cutting and trimming wire the loop. They say "the proof is in the pudding," and here you can see that these tools do space multiple deadeyes evenly. However, all is not right in the world. Things started ganging a-gley immediately. On the positive side, it is another learning opportunity. I decided to attach the deadeyes to the ends of the shrouds before rigging them - at least one of a pair that share the same rope. It is a lot easier tying the throat seizings on the bench top than on the model! The idea was to run the shroud around the mast top and tie off the eye around the mast, pulling the loose end of the shroud to get the rope taut before closing the seizing. However, the mast top is very crowded, with lots of ropes that can move around, and many in the way of tying the seizing. As you can see in this picture, it didn't always work and some (two) of the shrouds are just too slack (25%). I could pull them taut with the lashings, but this would leave the upper deadeyes out of alignment with the others. The whole idea behind using the deadeye tools is to get them in a nice straight line. Punt! A better way to proceed would be to loop the shrouds around the mast top, pulling the ends behind the mast where there is ample room to tie the seizings. Then pull the ends of the shrouds between the crosstrees and let them hang loose. Each line can be pulled around the appropriate deadeye and when taut the two parts can be taped together until the seizing is finished. This would allow for adjustment to get all lines taut before seizing any. Also, this allows you to adjust the shrouds and backstays so the mast is vertical before fixing everything in place. I also found it to be extremely frustrating trying to tie the throat seizing in place on the model. So I gave up and just used two round seizings. The seizing closest to the deadeye was done last, and I continued to wrap the line around the shrouds closer and closer to the deadeye until the loop was tight around the deadeye. I will depend upon the white glue to hold things together and prevent the shrouds from working loose through the seizings.


-
John, Thanks again! Per, Some people don't like Petersson's book. The best I can tell is because he was describing a specific schooner the Experiment, built in the U.S. for the Swedish navy, and not a lot of schooners. He describes a model of the ship, not the real thing, and he says the model was not an exact copy of the original. There are some peculiarities in how it was rigged, but I suspect you can say that about how any specific vessel was rigged! But his book is one of very few that address the rigging and belaying of a topsail schooner. I find it very useful for comparing with Marquardt and some other texts that describe schooner rigging. And it is interesting to compare how Petersson, Marquardt and Chapelle describe topsail schooner rigging compared to what Biddlecombe/Steel, Lever, Lees and zu Mondfeld say about large square ship rigging. Schooner rigs follow most of the same "rules" as larger ships, but masts and ropes are generally only 2/3 to 3/4 as large as on the square riggers.
-
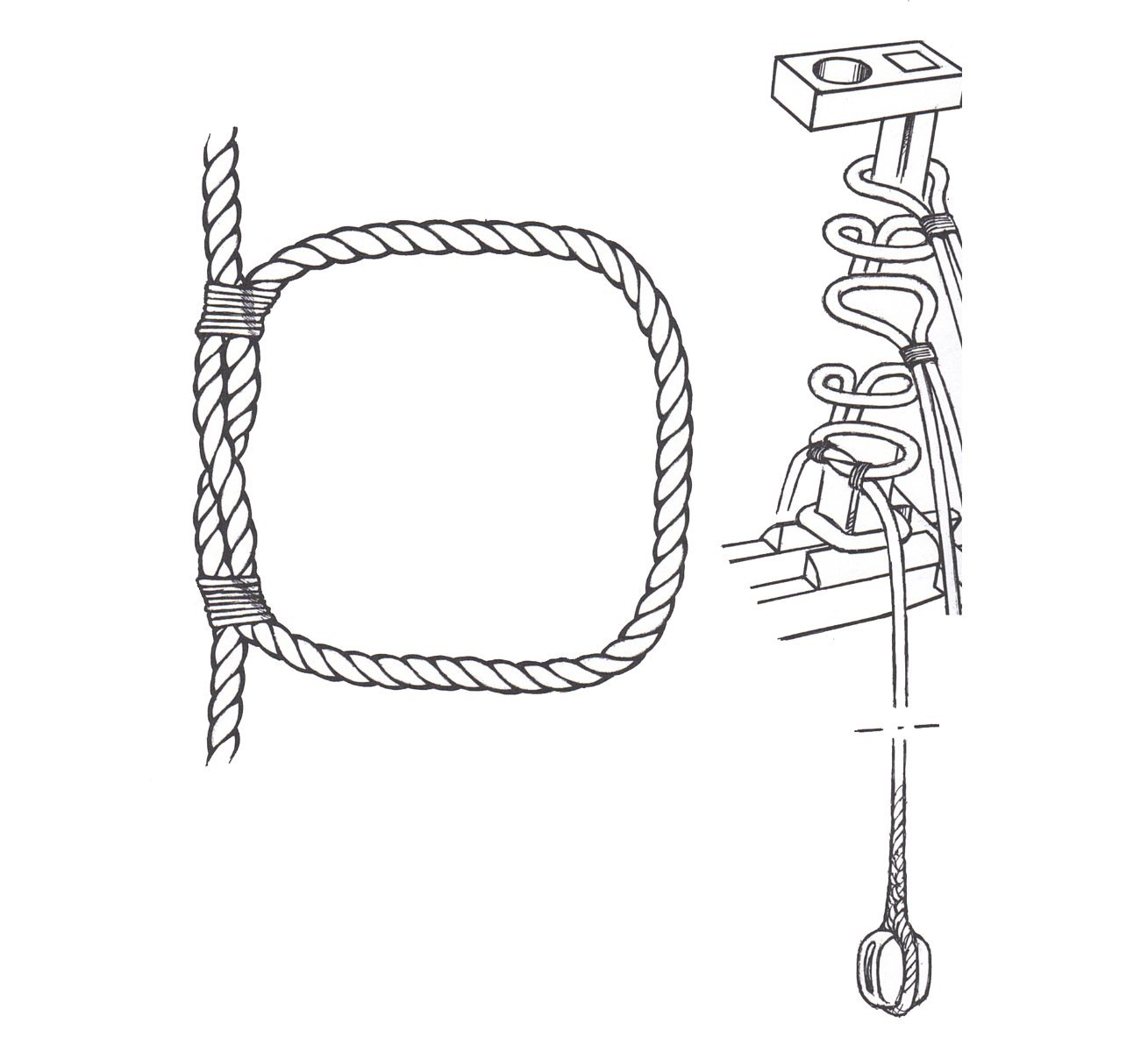
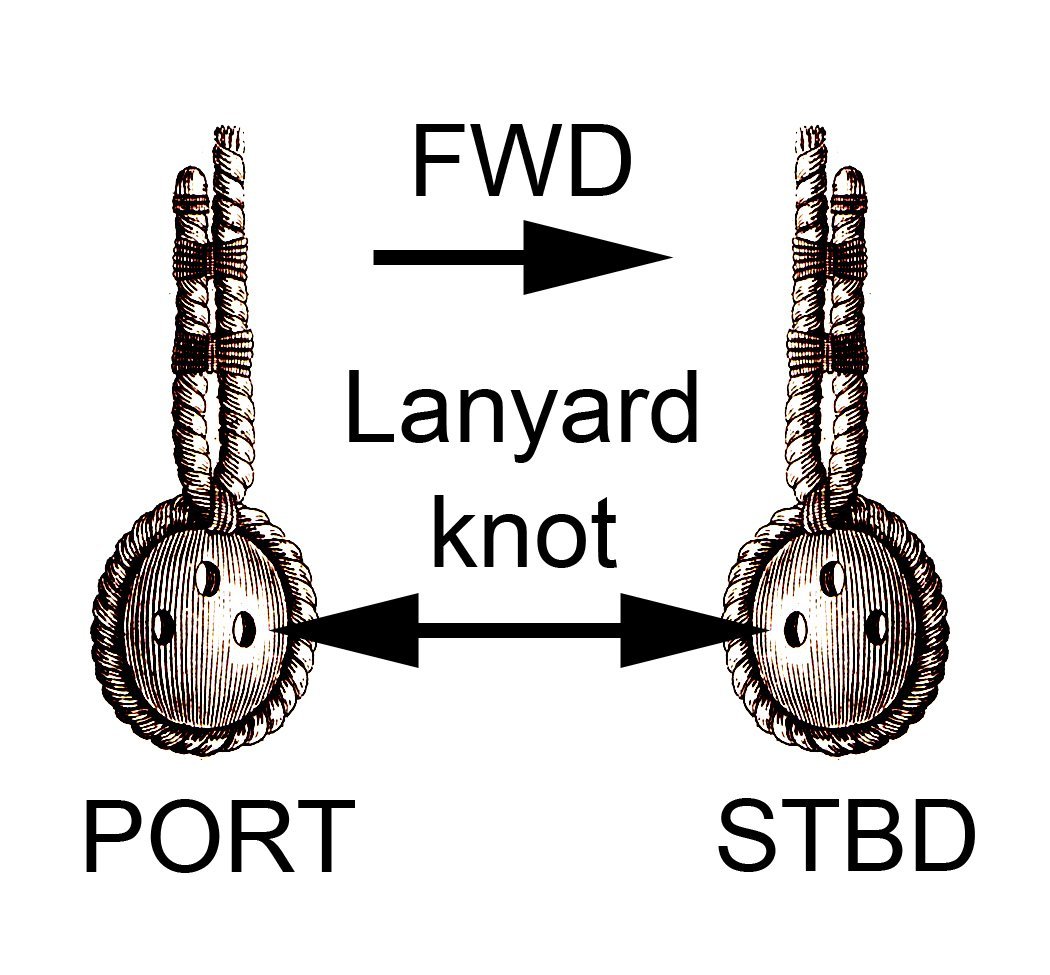
I have started on the foremast shrouds. The first problem I encountered was how to rig the mast tackle. On larger vessels the burtoning rig was often attached to the topmast hounds, but on smaller vessels the tackle was on the lower mast top. Darcy Lever's The Young Sea Officer's Sheet Anchor (left) shows several ways to rig the tackle. The two examples on the left (naval and merchant versions) show a cut splice around the mast. The center drawing shows the tackle pendant as the extension of one of the odd number shrouds. Petersson's Rigging Period Fore and Aft Craft (right) shows another arrangement for the mast tackle. Lees' Masting and Rigging of English Ships of War, Marquardt's The Global Schooner and zu Mondfeld's Historic Ship Models all repeat versions of these designs. All say that warships had the tackle pendants individually spliced around the mast heads, but merchantmen tackle pendants often used the cut splice or were part of an odd shroud. The arrangement Petersson shows is also mentioned. But none agree on the order the shrouds and tackles are placed on the masts. They all say the starboard forward shroud pair is placed first, and then the port forward shroud pair. But some imply that the mast tackle is put on before the shrouds, and others say they are the last to go on! I have decided to use the arrangement shown in Petersson, and to put it on first. In this way the loop of rope around the mast will also serve as a "cushion" for the shroud ropes, and the tackle pendant will descend inboard of the shrouds. This is important because the tackle pendants and the associated runner and luff tackle rigs will be inboard of the shrouds and rat lines, and hook onto eyes in the channels. I placed one twist of the rope around itself in front of the mast and added seizing on both sides of the mast. In all cases I apply a drop of white glue (school glue) to the seizing to secure the fastening. I use the ordinary white glue because it drys clear and virtually invisible. It can also be loosened with a drop of water to untie the seizing. The tackle pendants are about 1/3 of the lower mast length between the deck (partners) and the hounds (trestletrees). This length varied with the period, and was sometimes half the mast length. The deadeyes are rigged as shown in Lever's drawing at the top of the page at upper left. Several references were specific in saying the deadeyes were fastened to the shrouds with a throat seizing, as shown at left in this drawing from Lever, but with two seizings above the loop. They also specify this type of seizing for use on stays and other parts of the standing rigging - but don't say why. I have noticed that simple round seizing (like the upper seizing in this drawing) but without the lower seizing around the loop) can slip, allowing the end of the rope to slide down and out of the seizing. This has happened to me a couple of times after I have finished the round seizing but didn't allow enough time for the glue to dry before putting strain on the lines. But with the knot around the loop in the throat seizing this does not happen. This may be the "accurate" way to fasten deadeyes to the shrouds, but it is a pain in the posterior to tie that first seizing around the loop with the deadeye in the way! It would be a lot easier to just use the round seizing! There is another detail to be noted on setting up the shrouds. They were made differently for cable laid rope (left hand spiral) and hawser laid rope (right hand spiral). Lees says English men of war always used cable laid rope for shrouds, so American vessels probably followed suit. Coincidentally, the 0.035 inch brown rope from Syren that I am using is cable laid (not all Syren rope is cable laid). With cable laid shrouds the end of the shroud rope is on the aft side of the deadeye on the port side of the ship, and on the forward side of the deadeye on the starboard side of the ship. In this image you see the deadeyes from the starboard outboard view, so the inboard side of the port deadeye and the outboard side of the starboard deadeye are seen. When the lanyards are rigged the standing end has a knot to prevent it from pulling through the hole in the deadeye. The lanyard is first pulled through from the inboard side of the deadeye through the hole shown in the drawing (forward on the port side and aft on the starboard side). After the lanyard is run through all the holes in the deadeyes the loose end is fed through the gap between the upper deadeye and the rope loop (not shown in the drawing) then round the shrouds and back under itself. It is wound around the ropes a few times and then seized to the shroud ropes. It will take me a while to finish rigging the shrouds to the two masts.







-
Kieth, I like the way you think things through and plan carefully. OK, so the first effort at the stern tube was a bit off, but if you weren't being so thorough checking and rechecking you wouldn't have noticed - and neither would anyone else! I enjoy following your work, and always look forward to learning from you new and better ways to do things.
-
I hope you start a thread for the Achilles.
-
You can try to make your own stepped mandrels using square metal tubing. McMaster-Carr has a wide assortment of metals and tubing sizes where each size slip fits into the next larger size. For example they have brass tubing stepped in 1/32 inch increments: https://www.mcmaster.com/products/rectangular-tubing/material~260-brass/ By getting and assortment of sizes, slipping them inside each other and soldering them together you can make a square mandrel like you are looking for.
-
In my early planked hulls I also had problems with the wood shrinking and swelling, opening cracks in the hulls even after they had been sealed and painted. About 35 years ago I started using a thin clear two part epoxy paint to seal the interior of the hulls. This paint is used by airplane modelers to seal wooden engine mounts so they don't soak up fuel. The paint filled in any cracks between planks and soaked into the planking and bulkheads/frames. After it hardened the planking was very solid. After 35 years of long wet winters and hot dry summers there have been no cracks opening in the hulls.
-
Yves, You are wasting your time asking about the match. We have all asked Valeriy the same thing and he won't tell us his source! He claims it is an ordinary match! If so, it is the only part of his builds that isn't extraordinary!!
-
I have used thin aircraft plywood for small wooden parts like the boom jaws. Plywood is much less likely to break while working on the parts. They were cut out to rough shape and then filed to the final shape: https://modelshipworld.com/topic/19611-albatros-by-dr-pr-mantua-scale-148-revenue-cutter-kitbash-about-1815/?do=findComment&comment=1012539 I am modeling an early 1800s vessel so I used metal bands around the boom jaws: https://modelshipworld.com/topic/19611-albatros-by-dr-pr-mantua-scale-148-revenue-cutter-kitbash-about-1815/?do=findComment&comment=1012900 Later vessels used bolts instead of the metal bands. I don;t know what the Bowdoin used.
-
Rich, Thanks! This build has been a learning experience, and I have had to change my plans several times as I discover new things. But I am sure the day after I think it is "finished" I will see something I did wrong!
-
I have been reviewing all of the rigging and the belaying plan and making last minute additions and adjustments. I discovered I have overlooked the main sail tack, and a place to belay it. I did have the fore sail tack attached to a luff tackle to a ringbolt at the base of the fore mast. But I had overlooked the tack for the main sail, and this caused a problem. The bell was in the way! The tack of the gaff sail was sometimes attached to a luff tackle that hooked to a ring bolt at the base of the main mast. This allowed the tack to be pulled down to stretch the luff edge of the sail taut. But sometimes it was simply strapped to a ringbolt on the boom jaws. In this case just the weight of the boom might hold the sail down, but I have seen a (rare) reference to a tackle to haul the boom jaws down against the boom rest. In either case, the tackle must run down the aft side of the mast to a ring bolt on deck, and I had placed the ship's bell directly in the path of the tackle. I had wanted to place the bell on the fo'c'sle because I have read that by the late 1700s this was where bells were being located. My earlier experiments with a belfry were an unsuccessful attempt to do this. I found some photos and drawings of bell attachments on schooners of the late 1700s through the 1900s and smaller vessels often had a simple bracket for the bell, and it was often attached to knight heads or windlass supports. I don't want the bell rising high where it might interfere with the forestay sail so I devised a simple bracket to mount the bell on the bitts securing the base of the bowsprit. I did not intentionally "weather" the finish on the bell bracket. I have had frequent problems getting the blackening (Birchwood Casey Brass Black) to produce an even finish. The metal was washed with water and dish soap, then thoroughly rinsed. Then it was washed in acetone and then isopropanol, and the parts left for the alcohol to evaporate. After this it was left in warm vinegar for about ten minutes and washed in water. Then I actually left the bracket in the blackening solution for twice the time (10 minutes) I normally use. As before the results are blotchy. But it will do. Now the aft side of the main mast is clear to allow the run of the main sail tack tackle (if I install one) or any other line that may pass there in the future! I think I now have a complete rigging and belaying plan (but I have thought this before) so now maybe I can step the masts and start rigging!



-
403. That’s an error. Your client does not have permission to get URL /books/content?req=AKW5QafzDR4HEhnhr6lb_WUGy2LlWkQoiX5Srp-3LuF3qNXe53J3svidQYaojQns-MhC_ey3cHVH7zlcLCPnX88-qihqU4fGsbgruf7bUhgj6f08At29jbvwhVPJJb5IVcE90YxqYJvLQey3GuJ0owS30HpNgkZOoCEBcmotF8SbCW2vqkaGFrWGLtPvI1qWdx8j0m9faEd9uuFztrKAKln-s5bOFXfGhm2UzTTir09bZlgkLh-iD4bzq406IU5twzcA-iydFf99N14_4KWYFfPZ39NeEsyMaKqnUHAdFAvxzYjfNLYi_6s from this server. That’s all we know. Isn't technology great!
-
White lettering decals..How?
Dr PR replied to wmherbert's topic in Painting, finishing and weathering products and techniques
Here are some words of caution about do it yourself decals. I have prepared quite a few over the years - and white has always been a problem! There are decal papers for ink jet printers and laser printers. Ink Jet printers: The inks are water soluble, and that can be a problem with water slide decals! You may need to coat the printed decal with a clear finish before using. Laser printers: These can produce decals that do not have water soluble inks and do not have to be coated before using. CAUTION CAUTION CAUTION! Laser printers have a heated "fuser" that literally melts the toners (ink powders) onto the paper. Some printers caution about using any paper with a clear shiny coating (glossy photo papers, decal papers, etc.). The fuser may melt the coating, DESTROYING THE FUSER! I speak from experience! I used a glossy "laser printer" photo paper on a very nice Samsung laser printer and afterward it wouldn't print correctly. The fuser had glossy goop on it that prevented it from picking up the toner. Then I learned that printer didn't have a replaceable fuser (every other laser printer I have owned did have a user replaceable fuser). The entire $600 printer was junk. I replaced it with a Brother "laser" printer that has a replaceable fuser. But it really isn't a laser printer - it has a 600 dpi LED bar to expose the image onto the fuser. It has a VERY hot fuser that melts the glue on envelopes! I contacted Brother about whether it could be used with laser decal papers and the advice was NO! No glossy or non-paper materials at all. I have printed decals on other laser printers in the past with no problem. Recently I printed some color decals at the nearby FedEx Office Store. They used a laser printer that was OK for decals. However, I was trying to match the colors on an object, and the FedEx printer produced different colors from what I get printing draft test sheets at home on paper. I eventually found RGB colors that would print the desired colors on the FedEx printer. Check your printer's manual to see what materials they recommend (or don't) for printing on.