


Bitao
-
Posts
407 -
Joined
Content Type
Profiles
Forums
Gallery
Events
Posts posted by Bitao
-
-
-
2 hours ago, GuntherMT said:
Very nice update, thanks.
Why the name change?
Thank you for your attention. In fact, I was introduced to this great forum by a friend. I like the work and the atmosphere. Also hope to be able to show their work, for everyone to exchange. Due to the registration restrictions, I entrusted a friend in the United States to register an account, the name is written casually, at that time because the permissions can not be changed, now the changed name is my network has been using the real name (no number) .
- Keithbrad80, Keith Black, druxey and 1 other
-
 4
4
-
16 hours ago, Wintergreen said:
Truly exceptional workmanship and an astonishing model.
I think what we are witnessing here is the true difference between The Master and The Apprentice in that the Master has failed more times than the apprentice has tried.
I mean that in a positive way bitao7967, since you mentioned in an earlier post that only the piece that passes your high standard gets pictured.
Hello, Håkan. Like you said, I'm a serious man. Trying to do everything right. If it's not good enough, it's because of my limited abilities.
- Wintergreen and Keith Black
-
2
-
-
Hello, Bill.Most of my hand tools are homemade, due to many end-use or design issues.
We're on the same page. I have tried various clamping methods many times, but it is difficult to ensure that the sandpaper does not move during grinding. Double-sided adhesive is the best and only solution; although the replacement is more trouble, but more stable.
-
-
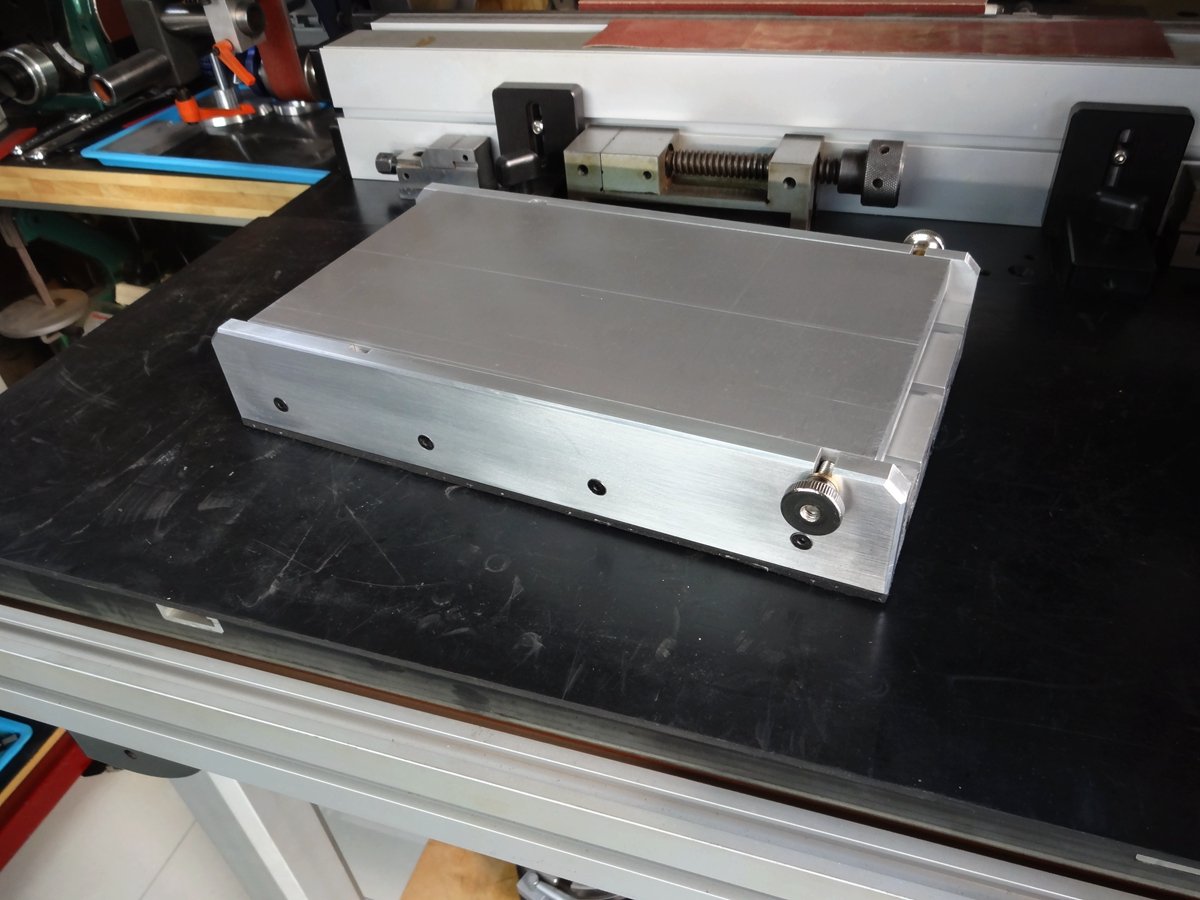
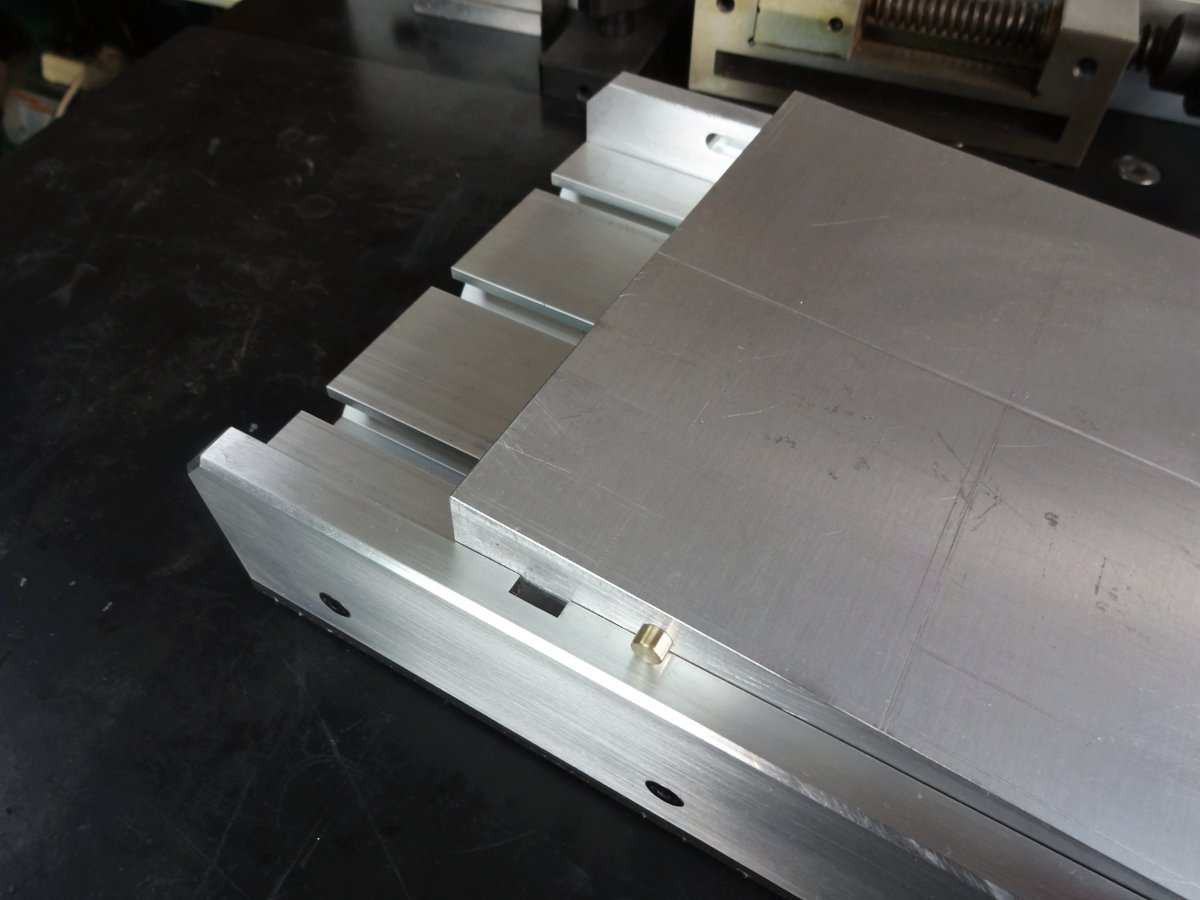
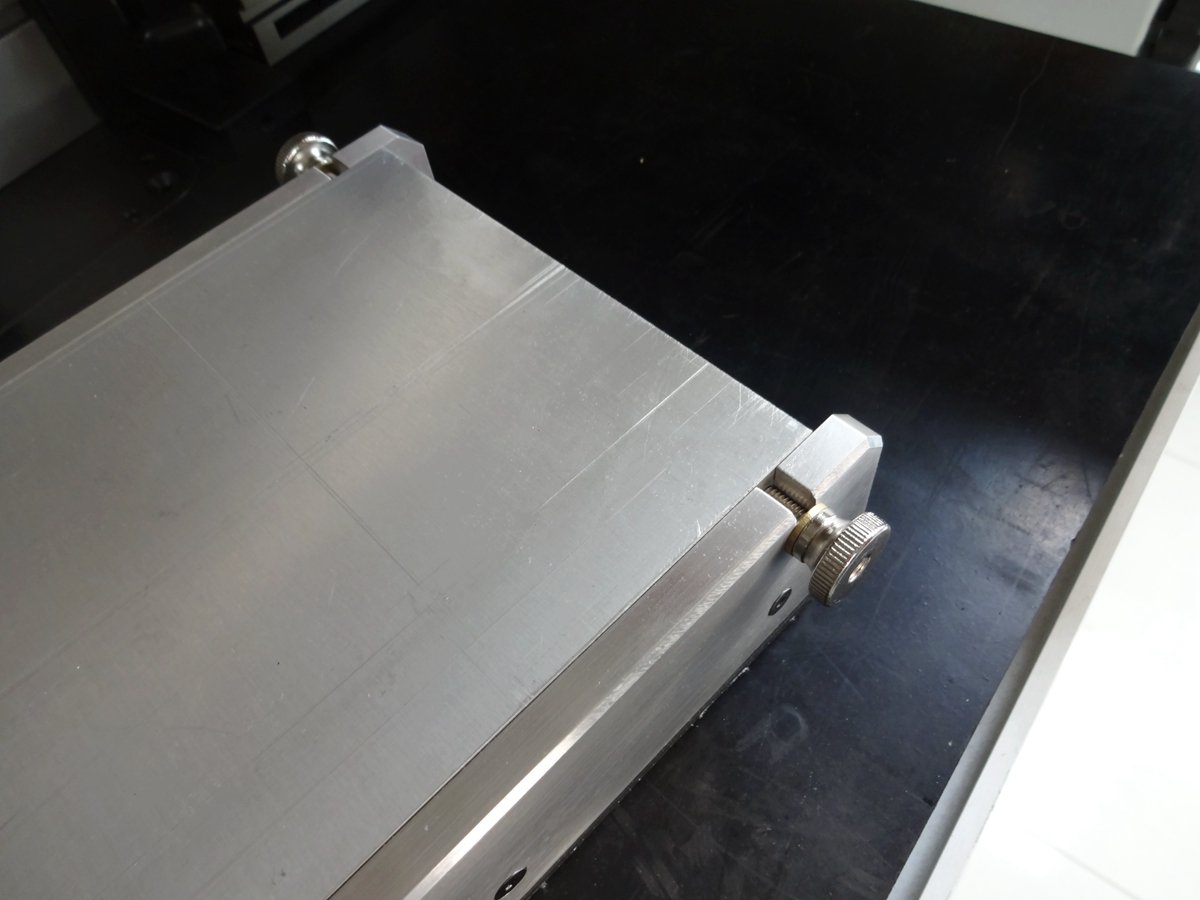
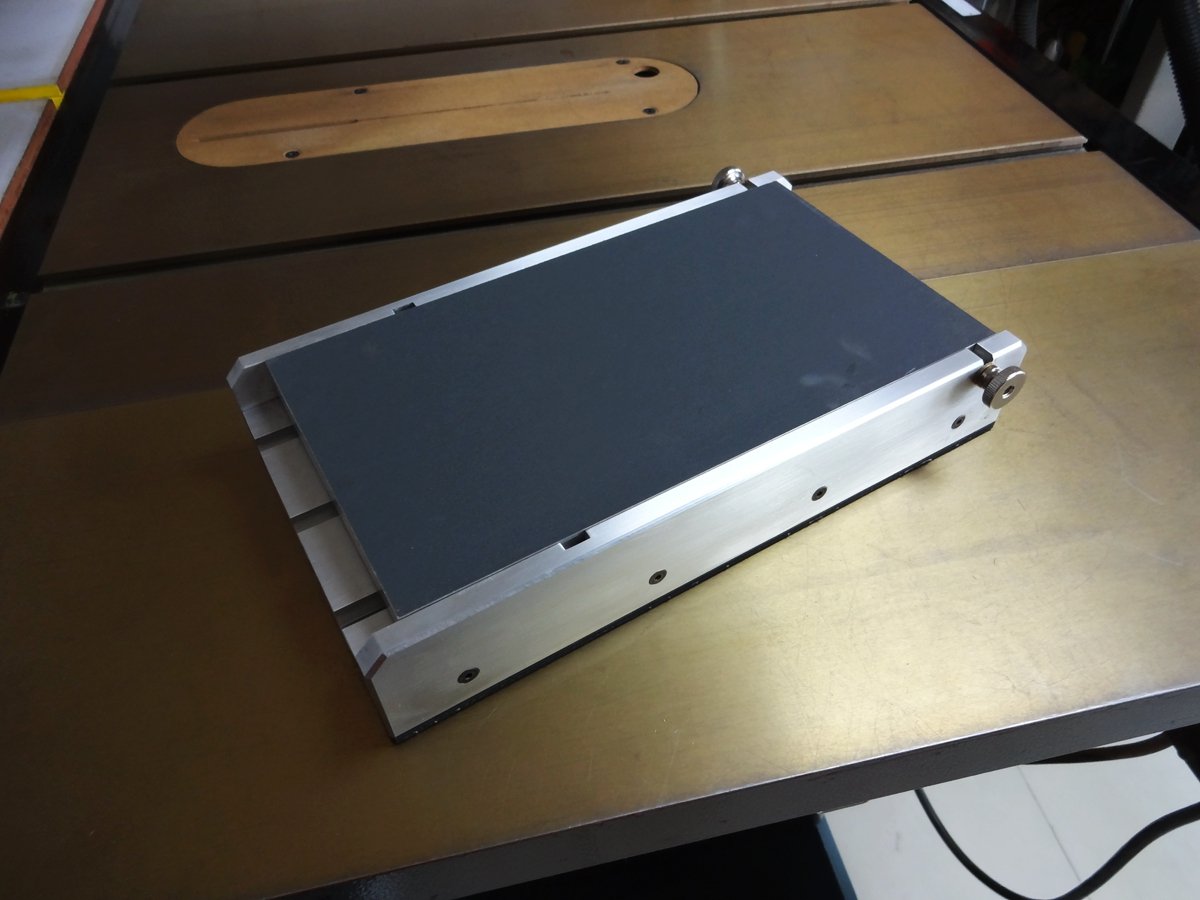
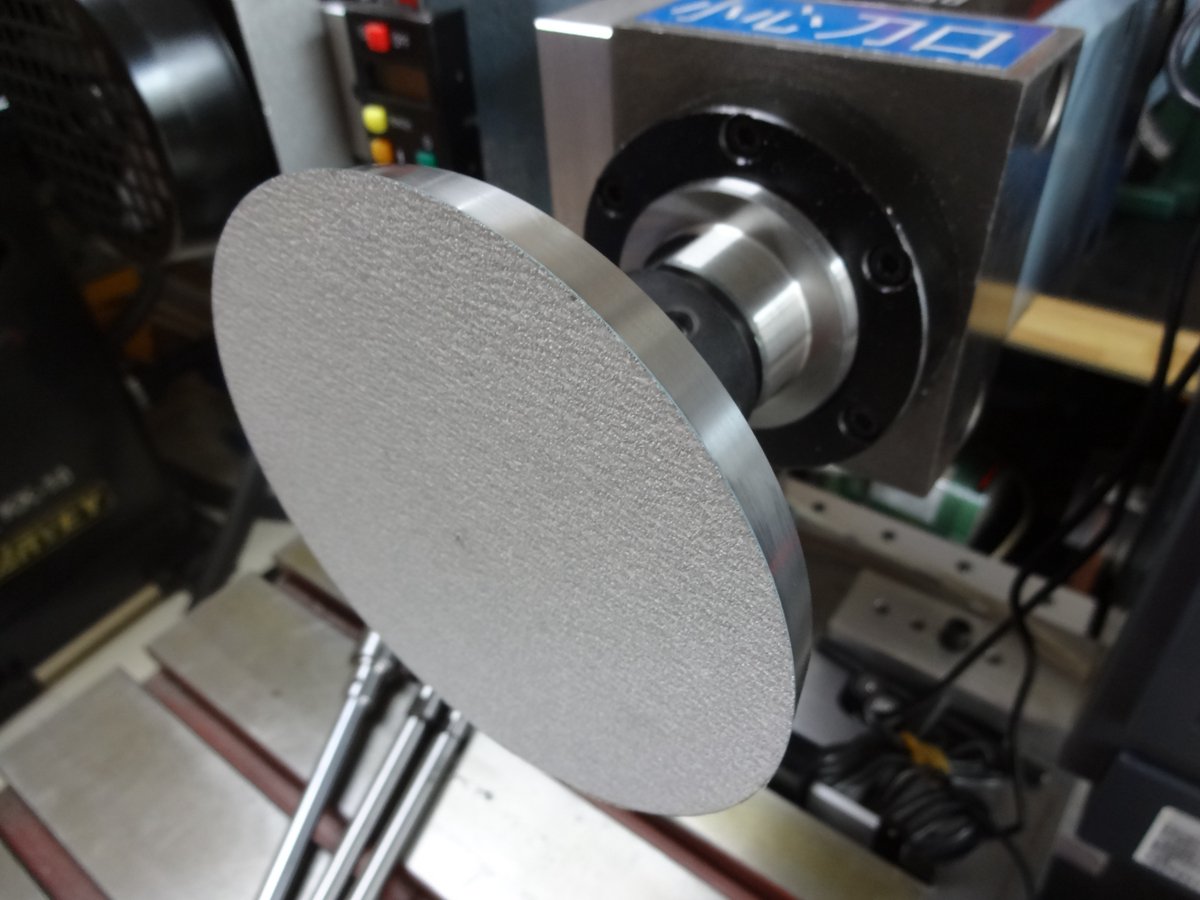
The solid all-metal grinding base provides stable support, and the sand paper table can be taken down or locked at any time, which is convenient for quickly changing the two sides of the grinding surface of sand paper with different labels, and avoids the phenomenon of warping and displacement of sand paper in the grinding process, to ensure that the grinding parts of the datum plane is always flat.



-
It took me four months to redecorate my workshop, and then I made some tools of my own and put off the construction of the hull. For those of you who care about the progress of the ship, I'm sorry. Should be back on track by the end of the year....

- WalrusGuy, Rik Thistle, MEDDO and 5 others
-
8
-
Reworked the workbench. Due to the original structure, there is a small deviation in the movement, and manual operation is very difficult;This problem is solved by adopting a precision drilling and milling worktable and installing an automatic feed device. The constant pursuit of perfection and operational comfort is the joy of model-making.




-
7 hours ago, No Idea said:
In my experience the best cut off switch is my wife - when she comes into my workshop and tells me enough is enough and dinners ready
") Always works for me!
Always works for me!
This is probably the best cut-off switch I've ever heard in the world. . .This is more important than anything!
")
-
40 minutes ago, Rik Thistle said:
It should be. Maybe I've been used to operating strictly by the book for more than 20 years, and this aspect has been neglected. If the machine is for sale, it does not conform to the design specifications. Thanks for the heads-up. Thanks again!

-
53 minutes ago, druxey said:
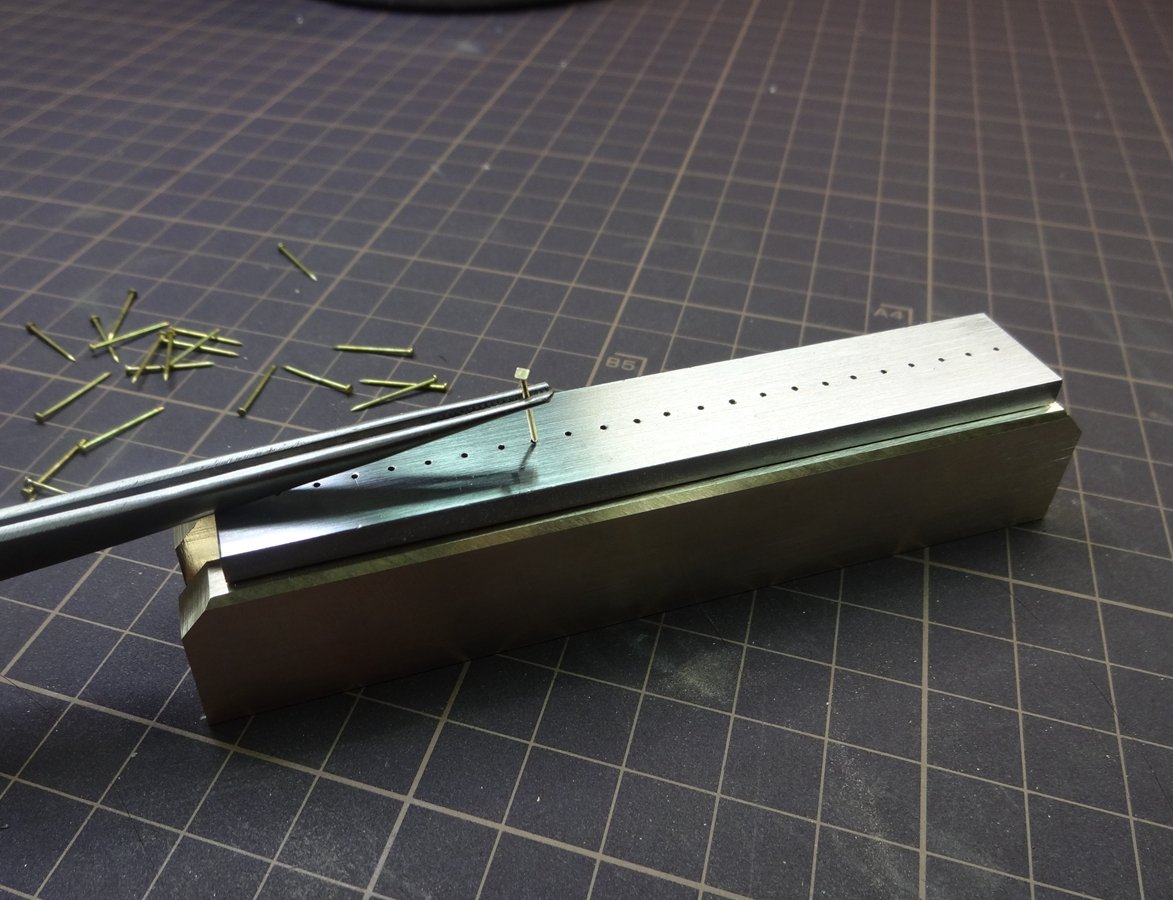
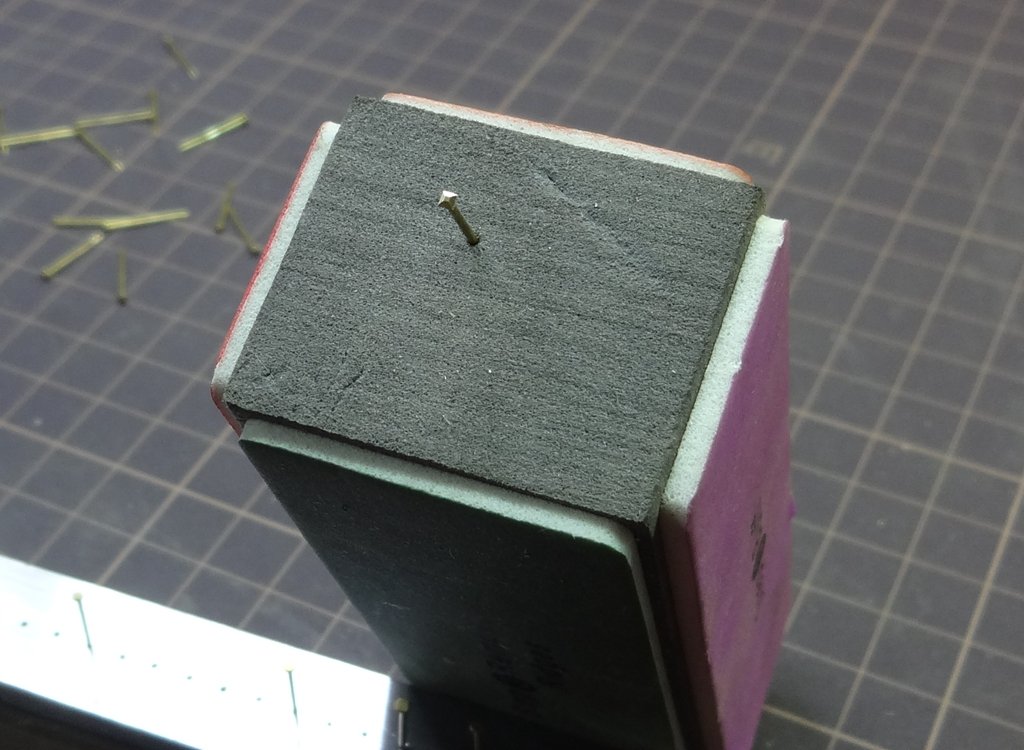
A serious piece of kit indeed. The square-headed nail is impressive.
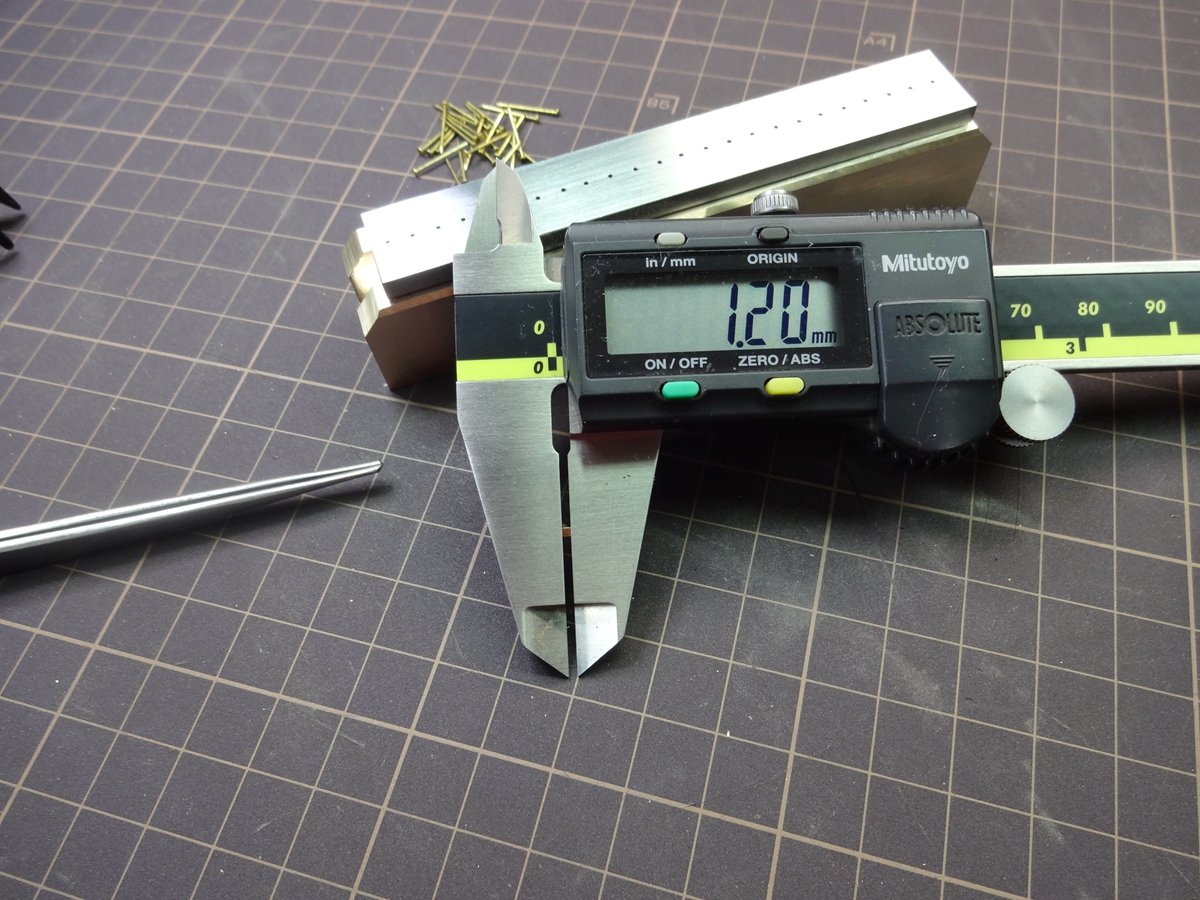
Hello, druxey. I've been experimenting with ways to make tiny copper nails that are accurate, and while this is a tedious step, the most accurate I've been able to do so far. After all, I can't buy such a small polyhedron copper nail.
- druxey, Canute, Jorge Diaz O and 1 other
-
4
-
1 hour ago, Rik Thistle said:
Well, that just looks/is awesome!
Ref: the last pic -
All that capability mounted on a 2 foot (?) square table.
What do you think the lathe's maximum acceptable depth of cut/feed rate -v- material is?
Congratulations on constructing a stunning multi-function workshop in such a small volume.
Best regards,
Richard
PS: Just out of curiosity, where is the 'emergency off' button?
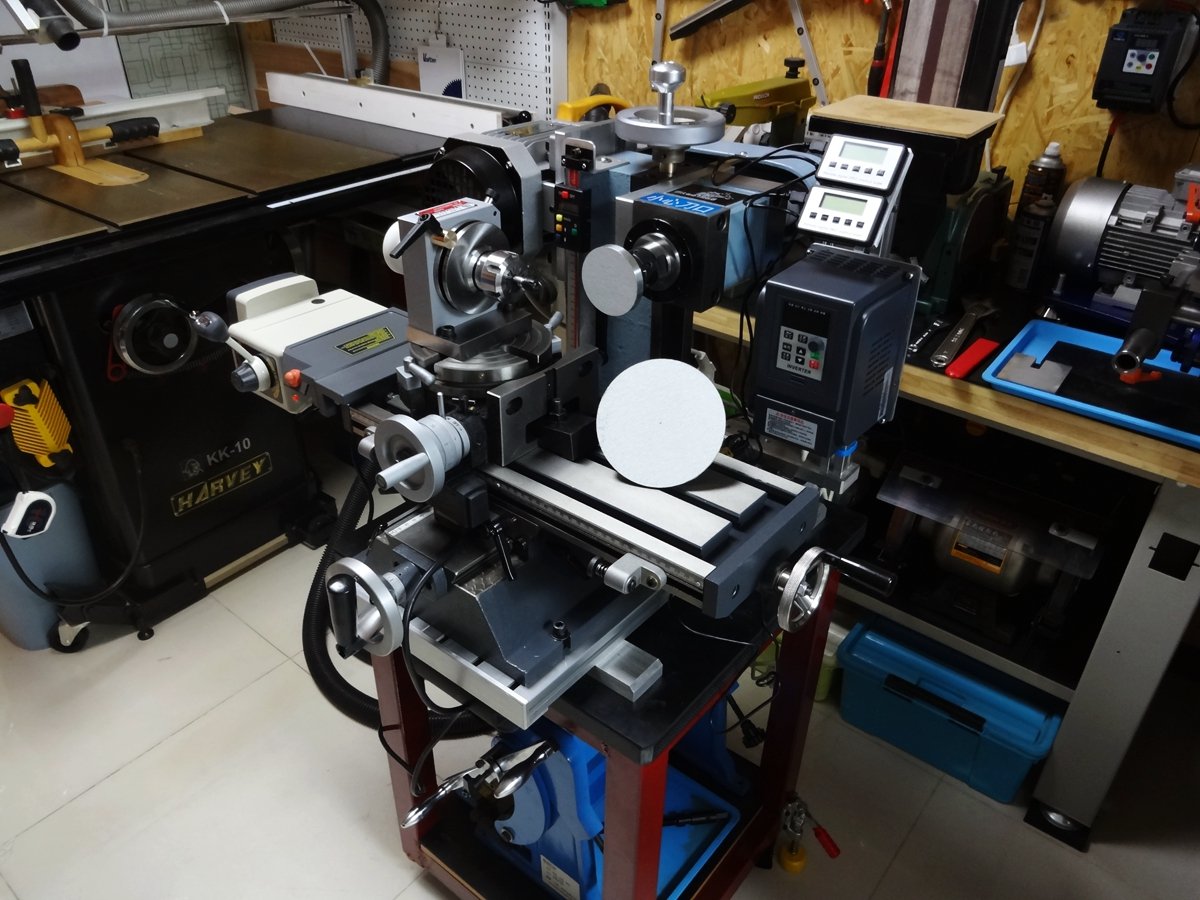
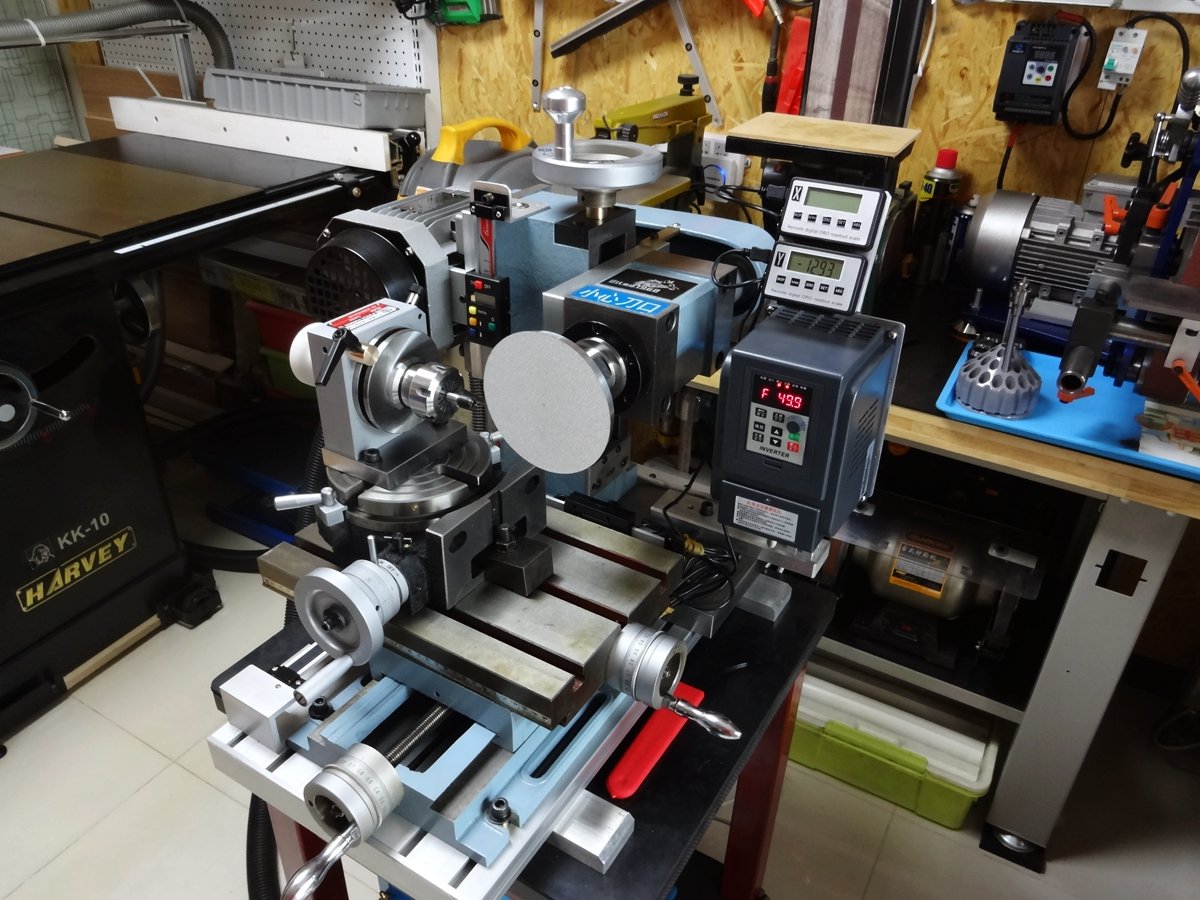
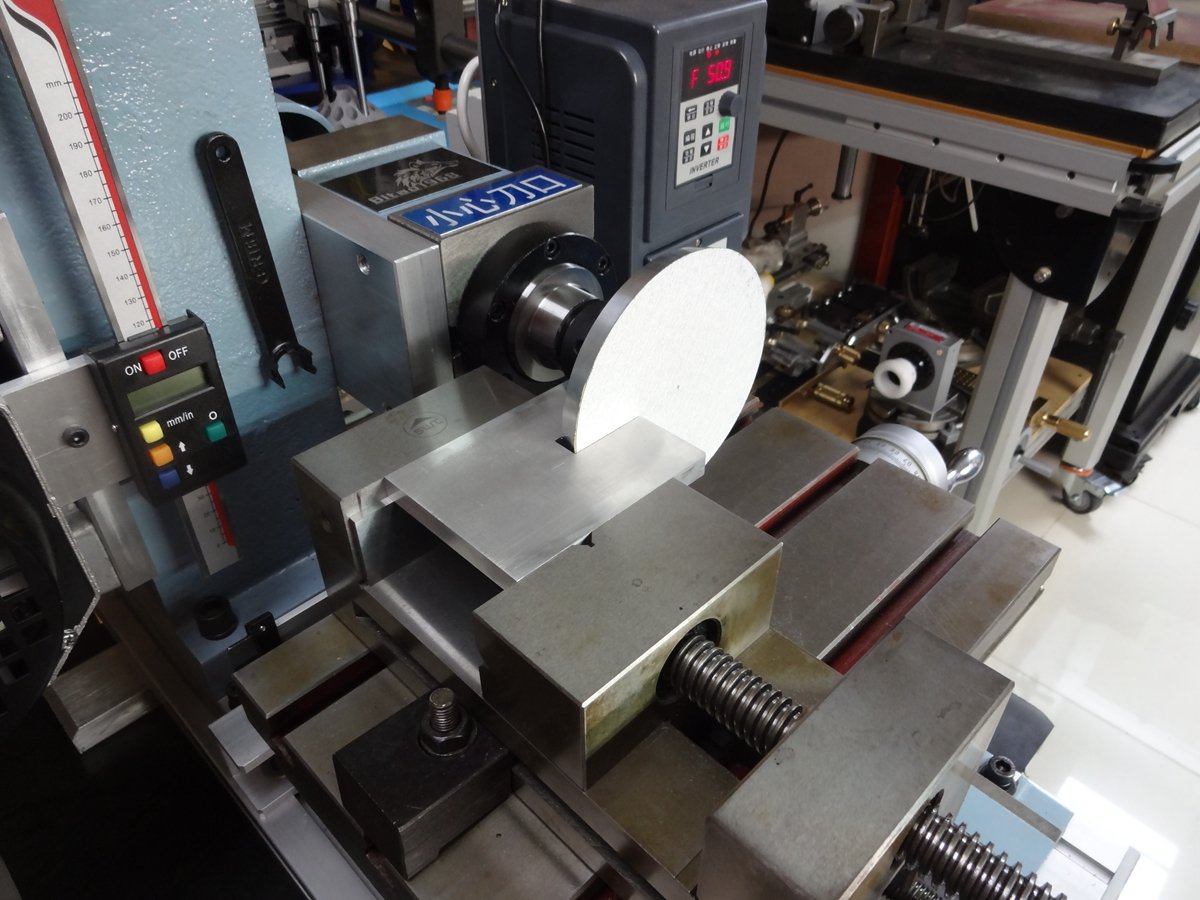
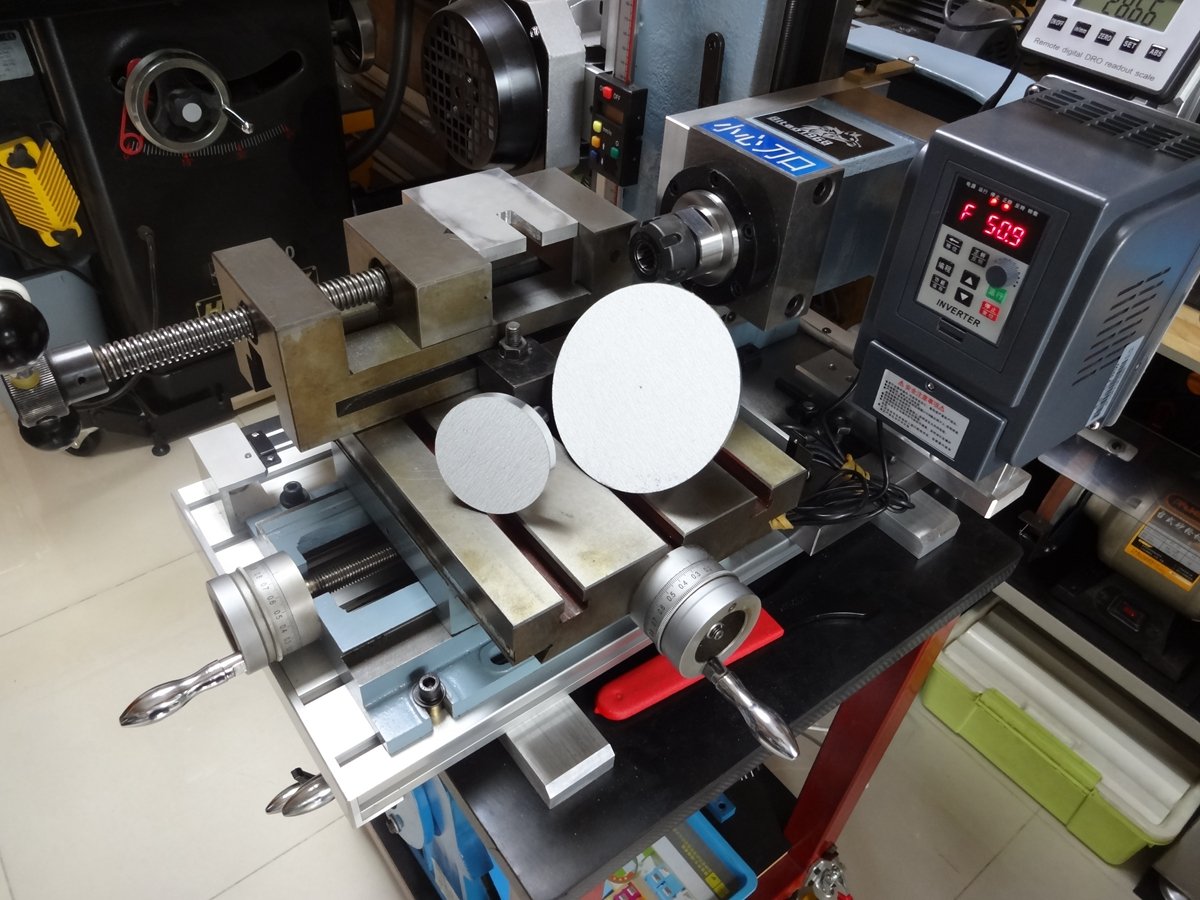
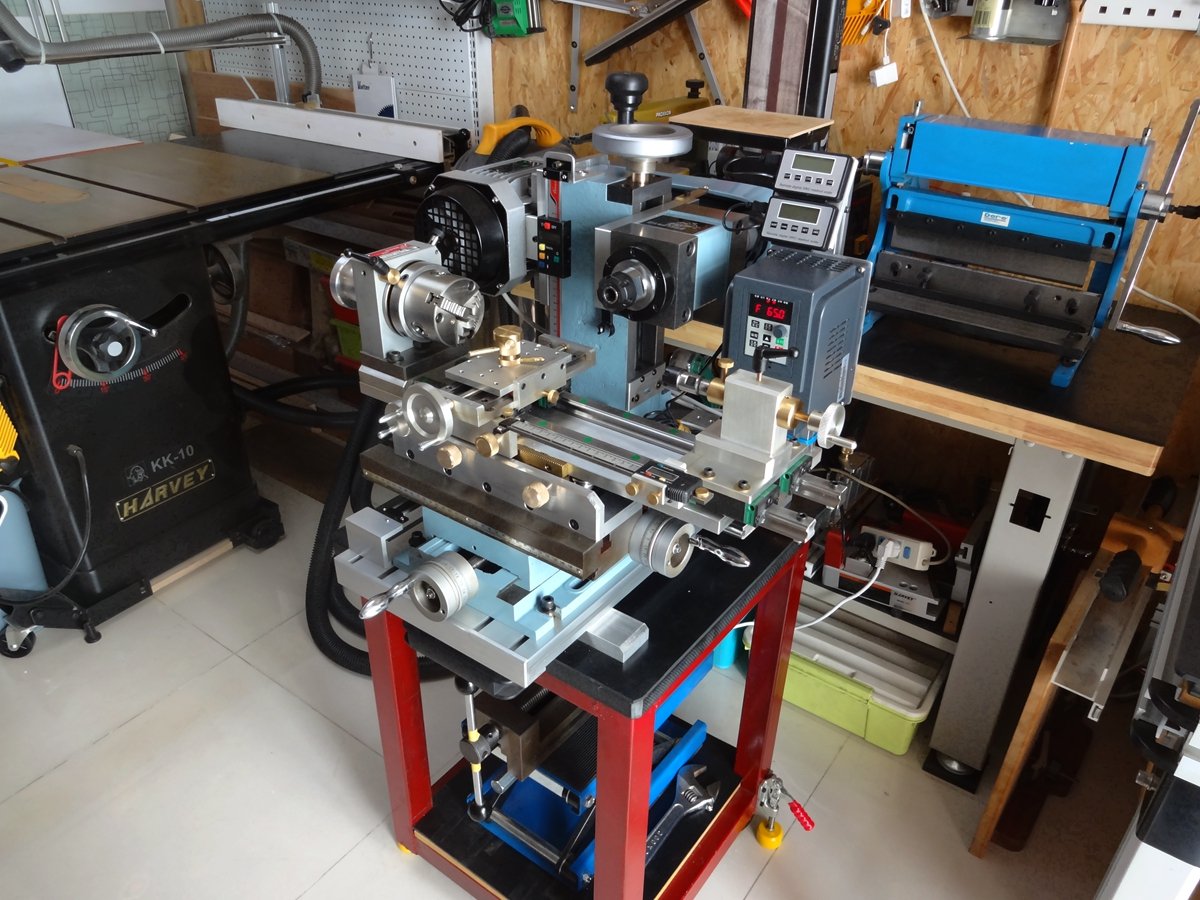
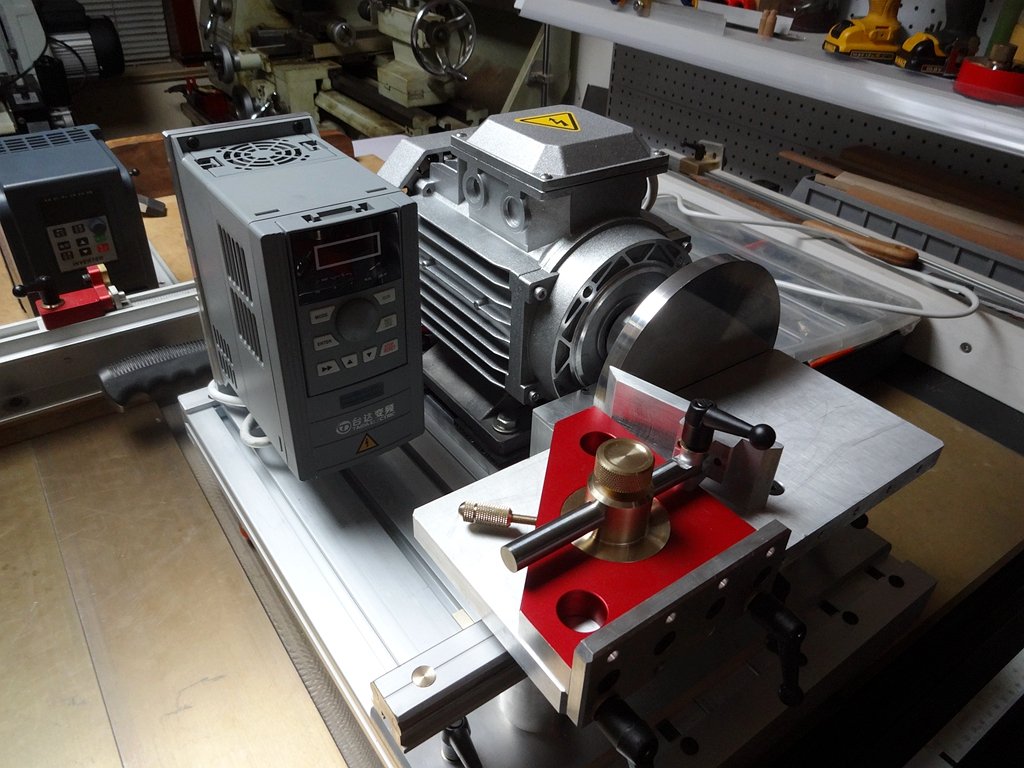
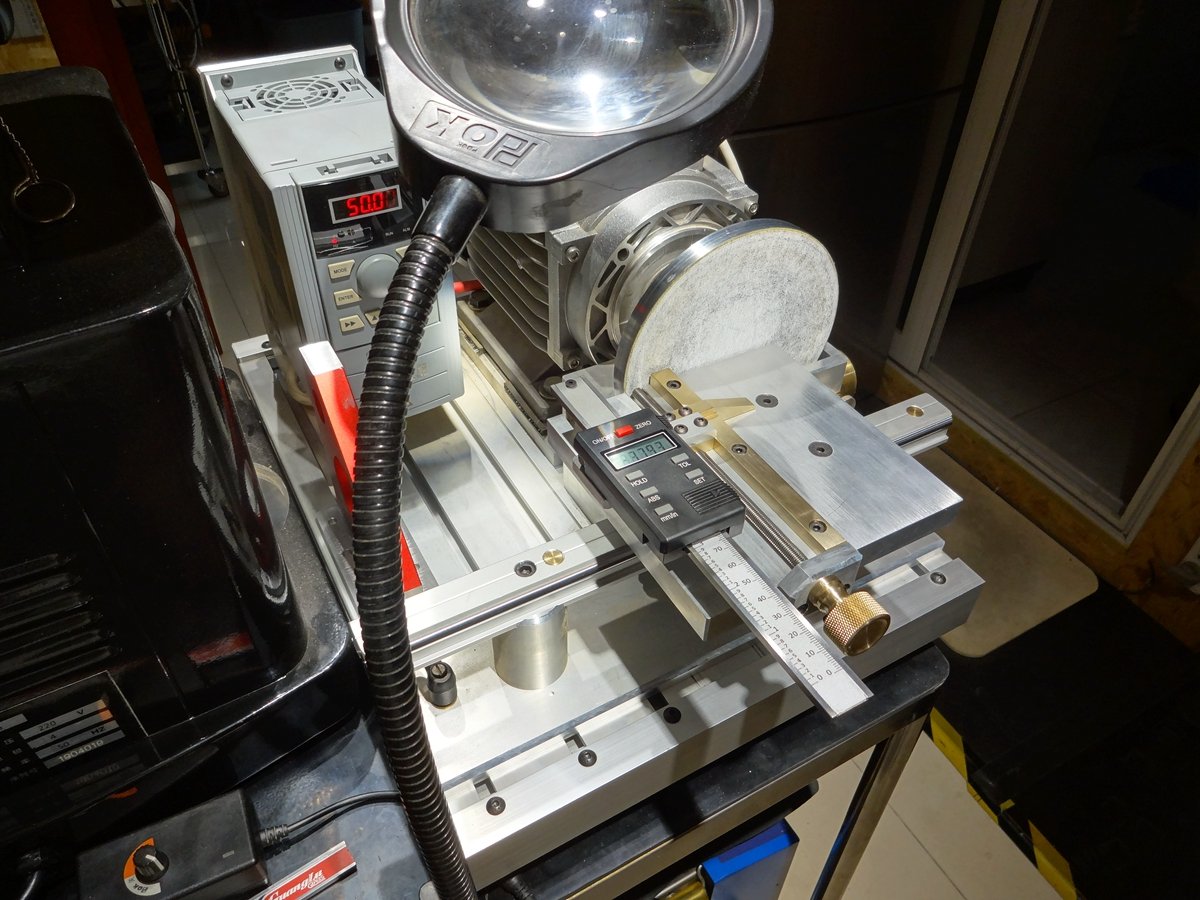
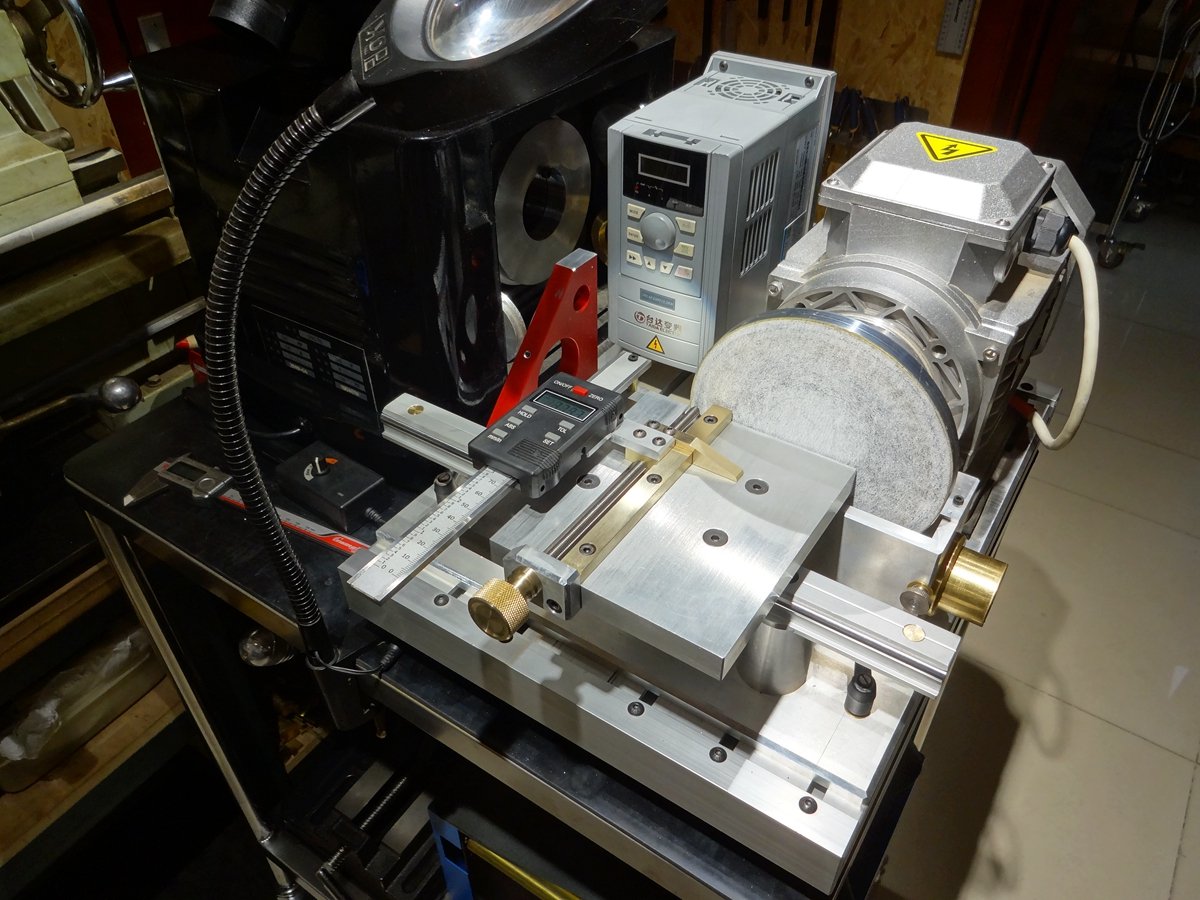
Hello, Richard. Thank you for the compliment. This two foot, 140kg machine, as you judge, uses the main structure of a horizontal milling machine, the lathe like thing you mentioned, and is the fourth axis specifically designed to process slender masts. The following slideways allow for fast manual movement, making it easier and more controllable to process polyhedra and tapered wooden masts. The stroke is 35 cm (total length up to 70 cm) ; the through hole in the middle of chuck can be passed through a mast with a maximum diameter of 28 mm, which, for me, has met all the processing needs of the 48 scale. In addition, the cutter head is replaced by a saw blade milling cutter, which can be used to process grille-like workpieces or various grooves. The sand table can be replaced by a digital ruler for precision grinding operation. As shown in the figure, a copper pin with a cap diameter of 1.2 mm can be machined polyhedron-like.At the back of the INVERTER, there is a earth leakage circuit-breaker to control the emergency shutdown of the whole machine.
- Jorge Diaz O, Canute and mtaylor
-
3
-
To achieve milling and precision grinding.



-
7 hours ago, Roger Pellett said:
Very nice workmanship and an innovative design.
For those without these skills, I offer my hillbilly solution- I buy the closest diameter self stick disc, using the disc as a pattern, draw around it with a pencil and trim with scissors, and stick it on. Then turn the machine on and use coarse sandpaper glued to a stick to clean up any overlapping edges.
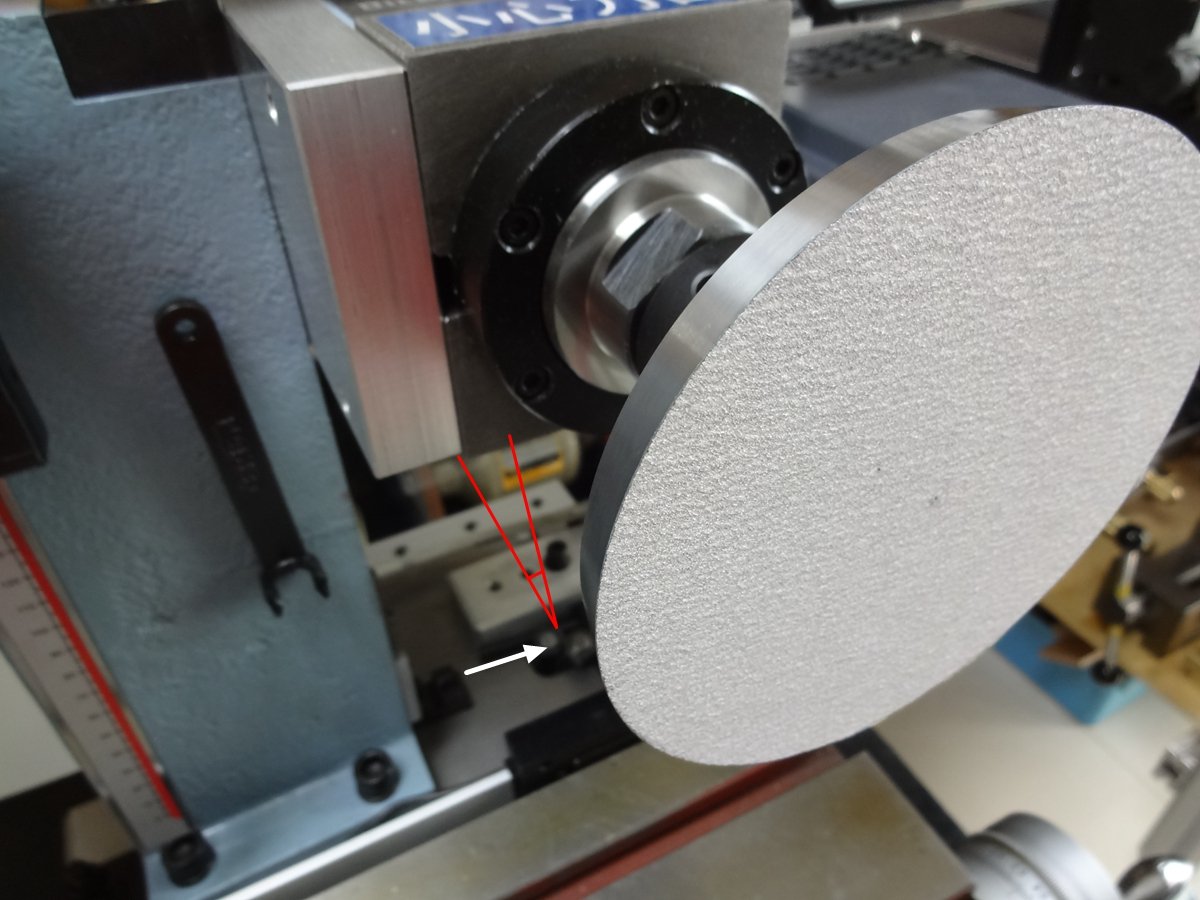
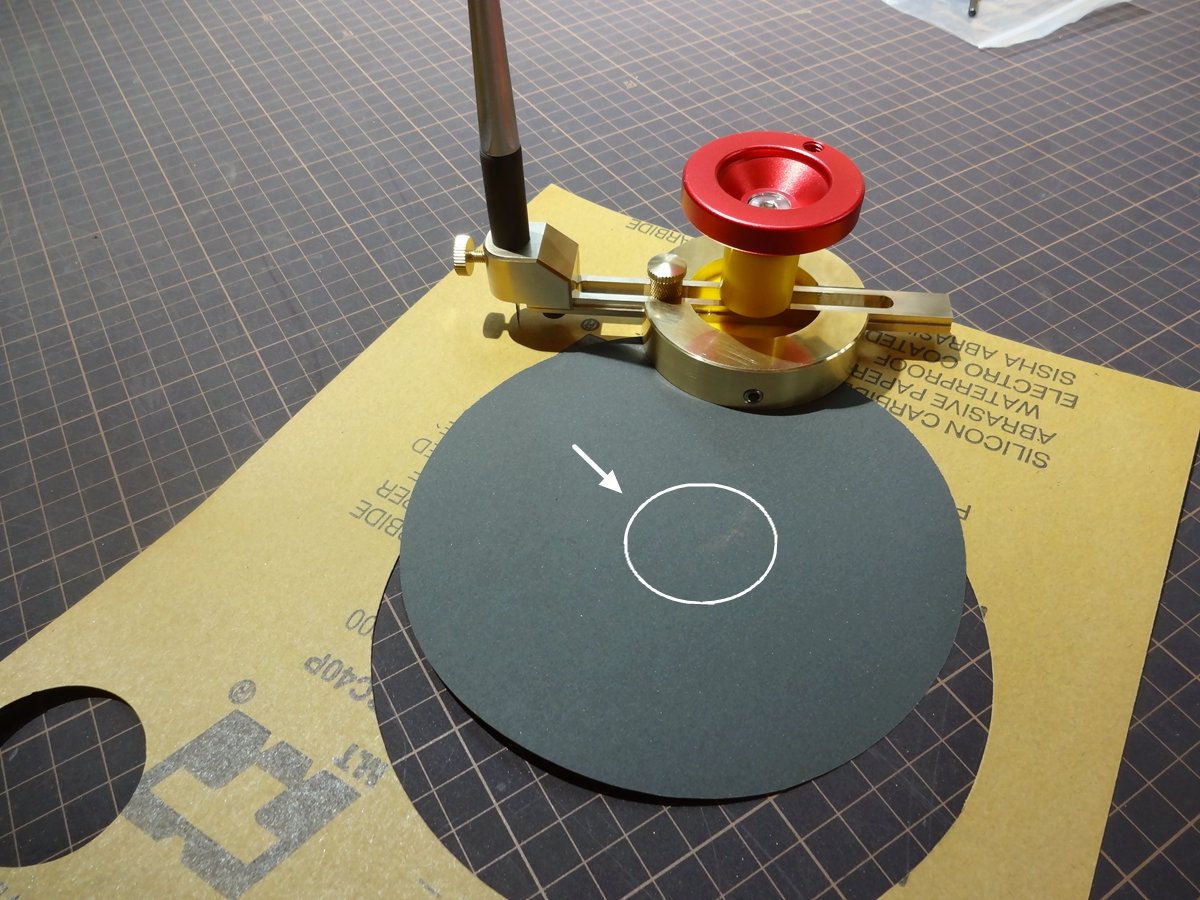
Your method is good, for the ordinary sand tray machine is a simple good method. But the precision sander I made needed more precise steps to polish the edges. So the SANDPAPER has to be cut correctly. Please note that the tray edge of the sand tray machine is inclined at a certain angle. At present, the production is still in progress, using the principle of grinding machine, to achieve the polygon grinding of very small parts, so as to facilitate the production of rivets, piles and other parts.
-
-
13 hours ago, druxey said:
You should patent this design and get Byrnes Machine Tools to manufacture it under license! It is far superior to the usual plastic cutters.
In my 20 + years as a model, I have designed and built nearly 100 special tools. Only a very small amount is for sale. Due to the lack of domestic demand, it is difficult to find suitable manufacturers (especially the processing of materials and quality) . For me, the design of these tools was well worth it, even though I personally spent a lot of money on them.

- mtaylor, Jorge Diaz O, Canute and 1 other
-
4
-
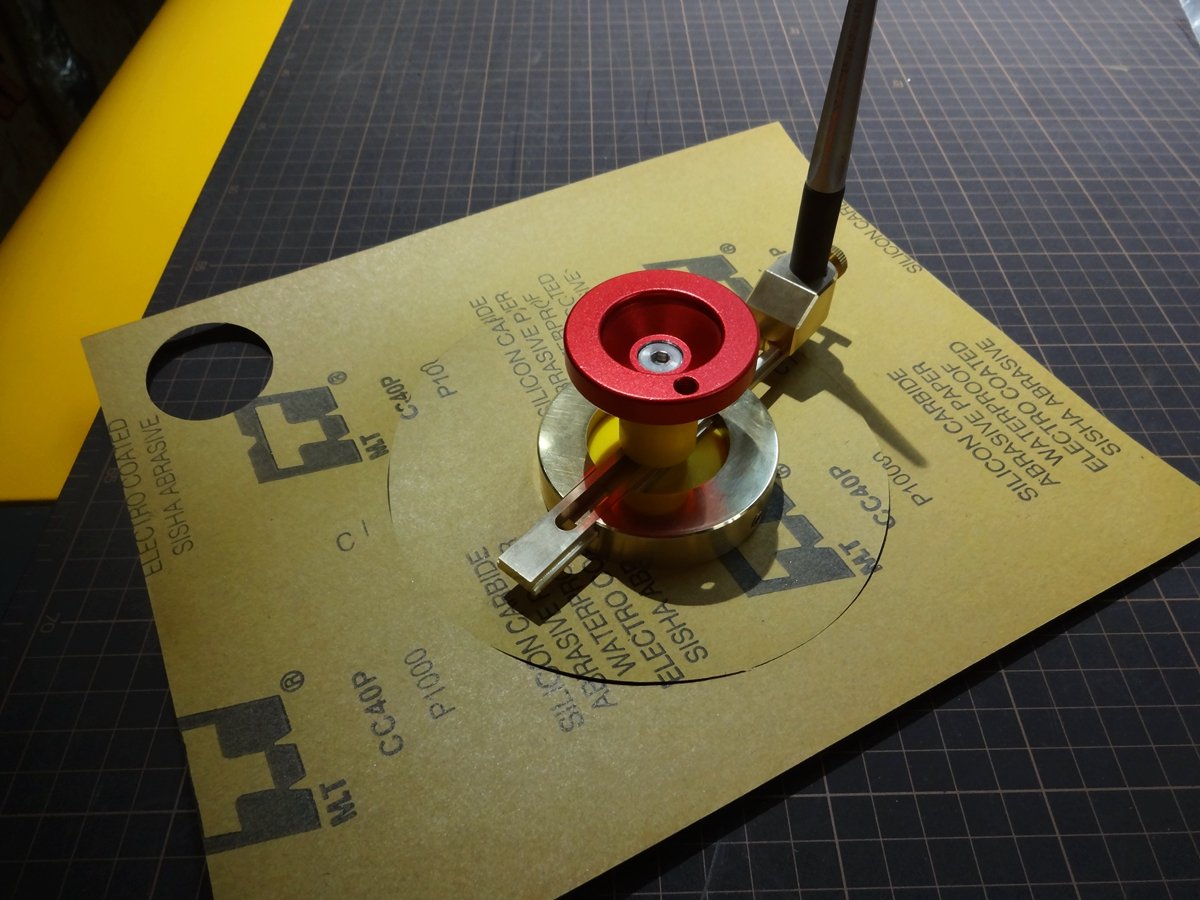
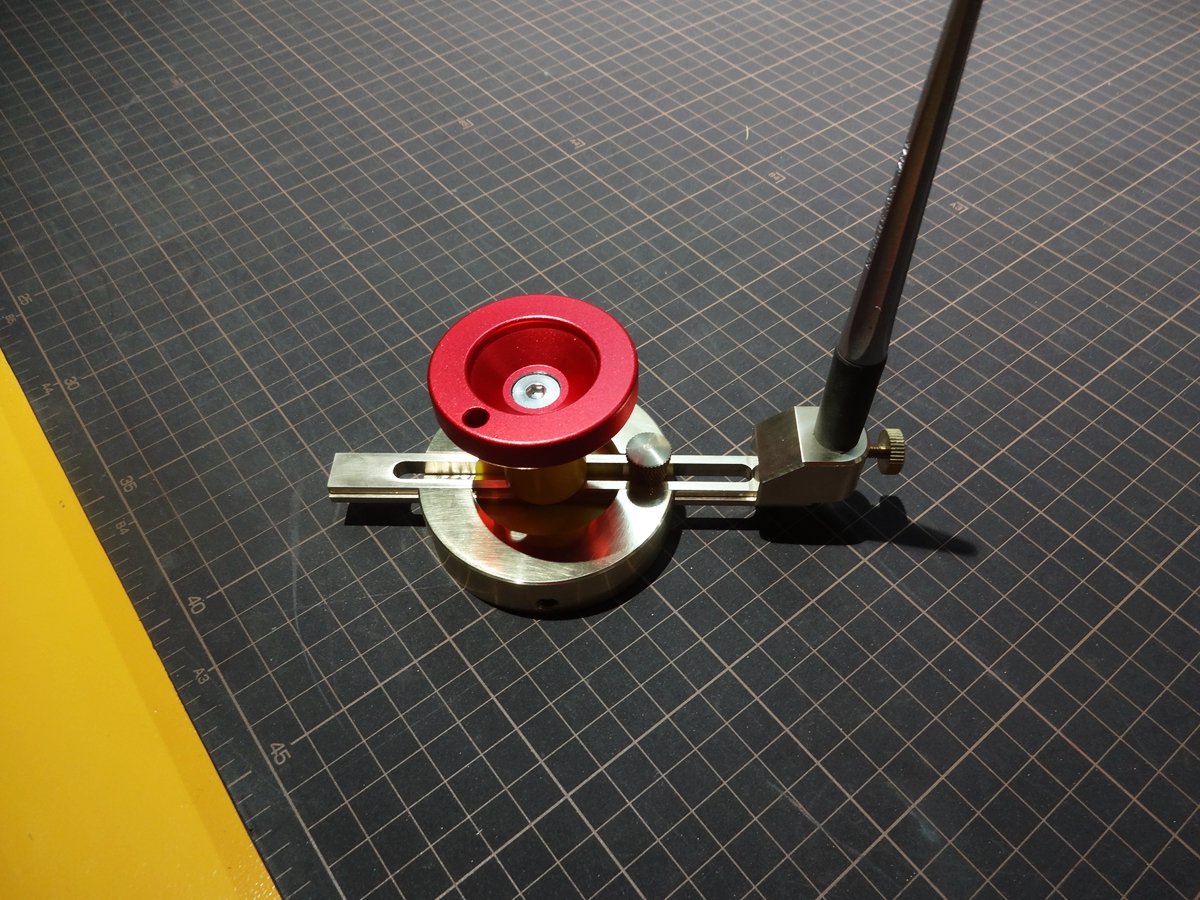
Note First: This cutter was made entirely for my precision sanding machine, and the dimensions of the disc sanding paper can be more precisely matched to the disc size, because we often need the corner of the disc to operate when sanding small parts, and the size of the disc sandpaper sold on the market, always more or less deviation. I bought a Japanese circular cutter, but when cutting sandpaper prone to a slight shift, and the Center Point perforation is not what I need. The special blade of the cutter needs to be bought extra to be used. When cutting different materials, different types of cutters need to be replaced, which increases the cost output. In addition, the plastic material is easy to deformation, the use of a certain degree of precision defects. I use all-metal design, center bottom anti-slip pad to avoid the operation of the shift, and do not need to perforate, when the cutter travel, because of the metal ring pressing, sandpaper will not produce wave-shaped displacement, to ensure that the cutting size more accurate, smooth edges!


- oneslim, Ryland Craze, Canute and 11 others
-
14
-
2 hours ago, wefalck said:
So you are using them for both, workholding on the machines, e.g. milling machines, as working by hand ?
This of course can not be used for machining, mainly to meet the needs of manual operation. The advantage is that any special chuck can be replaced as needed. You don't have to do this for machining. You can get better pliers. My principle is: only to do I can not buy the tools, or have their own unique design tools.
-
-
14 hours ago, wefalck said:
Well engineered parts, as usual and certainly a lot more precise than the cheap engraver's clamps they flog onto modellers these days.
For what kind of work do you envisage to use them ? I am asking this, because I have one of those cheapo ones, but have not found yet a real use for them in my workshop practice (I gather for carving/engraving flat and irregular objects they would come handy, but I have no need for that).
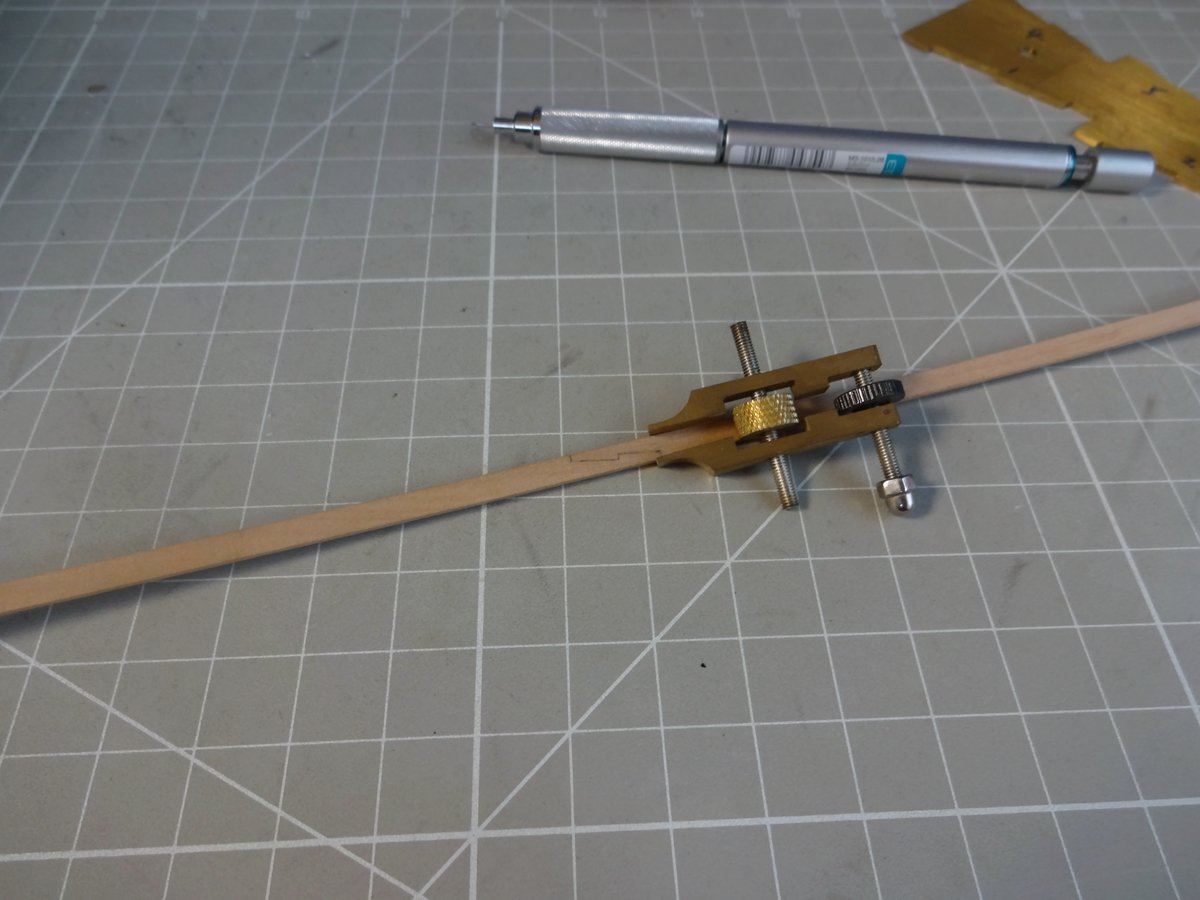
Any form of fixture in the processing of parts are almost inevitable. The fixtures on sale usually meet most of our machining needs, but many of the model parts are small and fragile, especially the wooden parts of sailboats. For hand grinding and other hands-free applications, the clamps can be extended for special applications, such as small-sized welding clamps for pulley bindings (adjustable pitch) . Regular clamps don't extend much beyond simple clamps. In addition to special machining, the common clamp precision is very poor, the clamp often have displacement phenomenon, personal processing can be very good control precision. Of course, in addition to modeling, I also like to develop my own special tools to improve accuracy and efficiency.
-
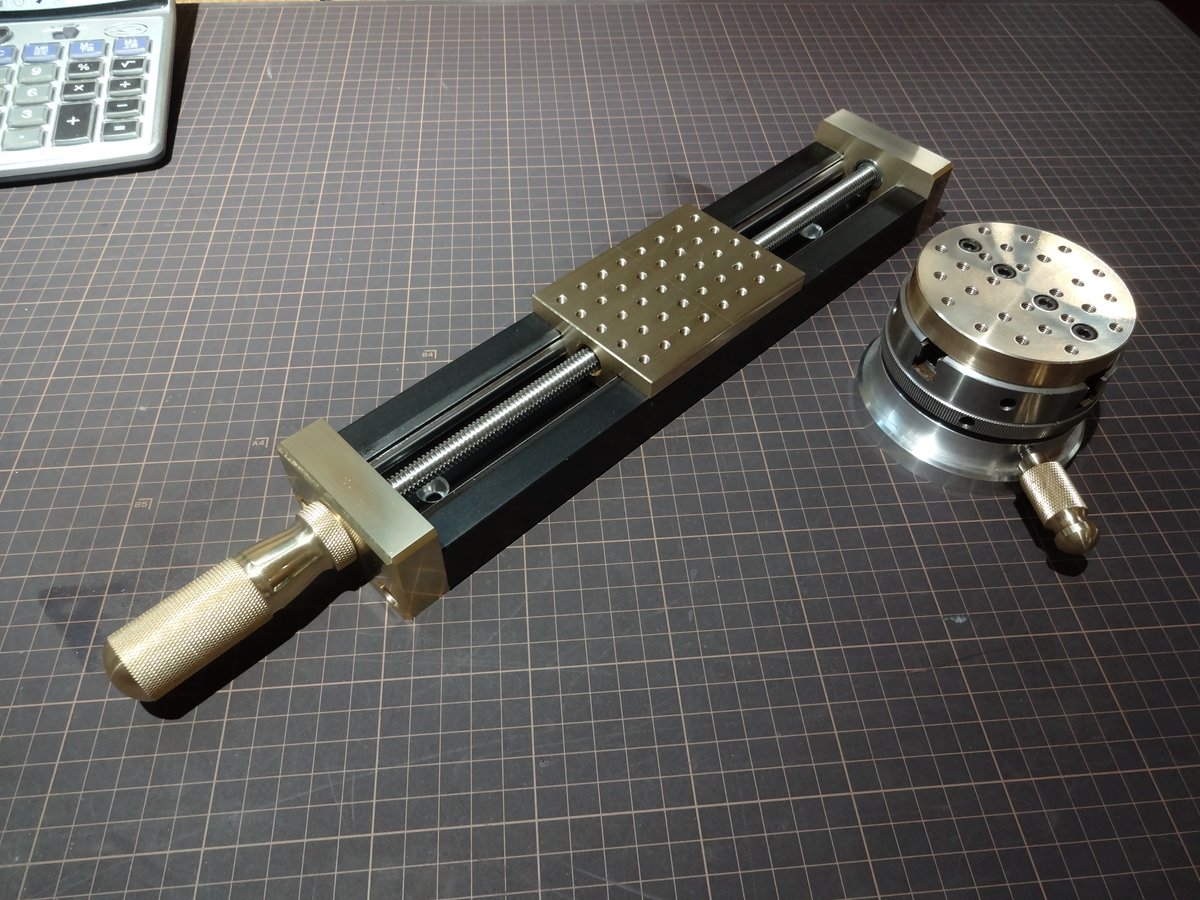
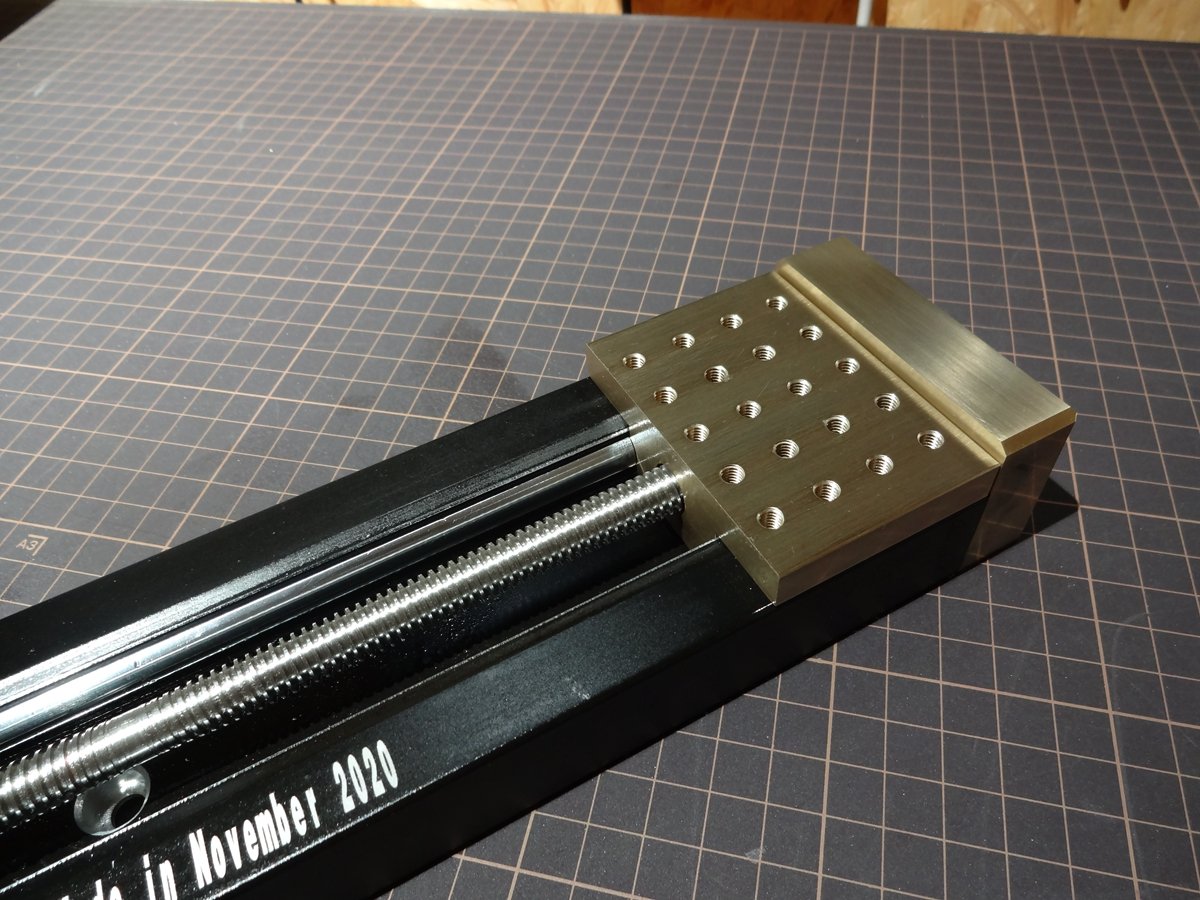
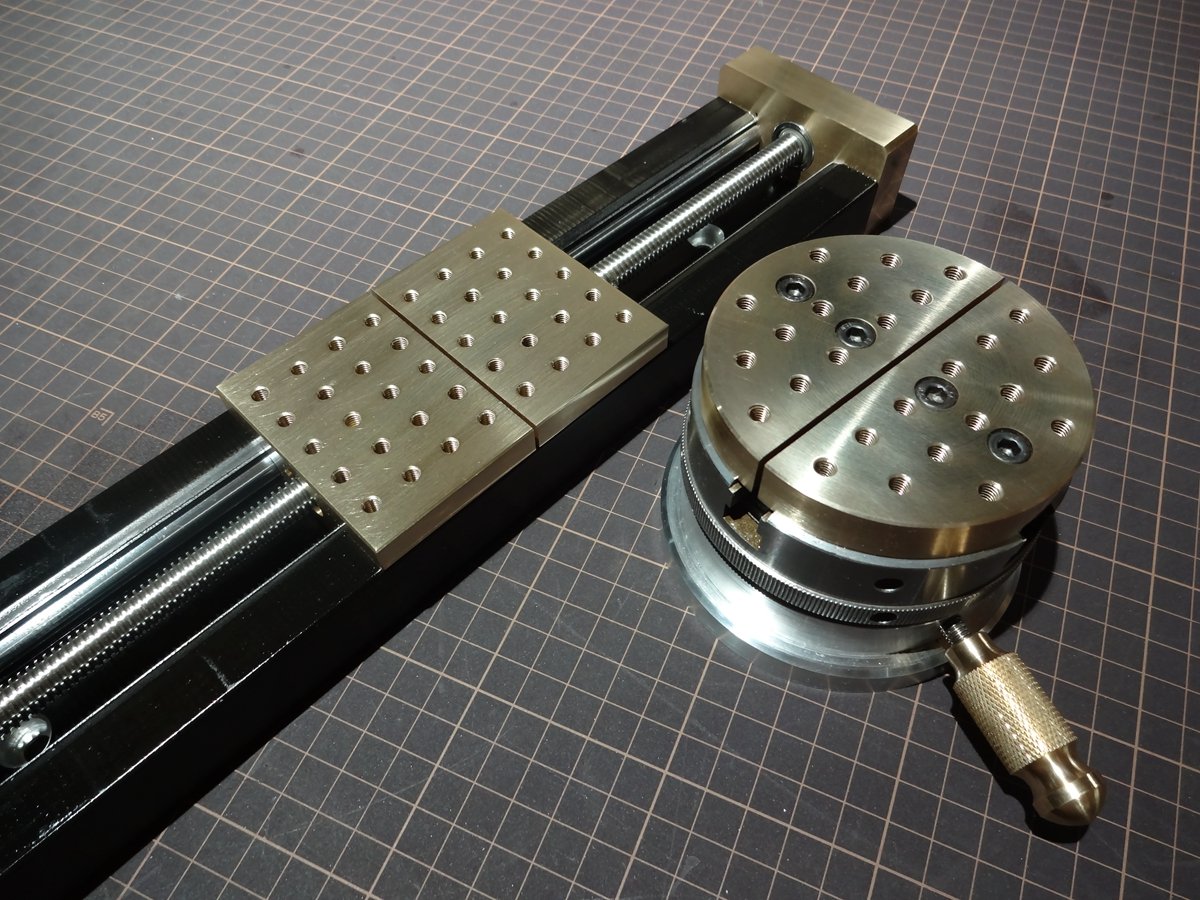
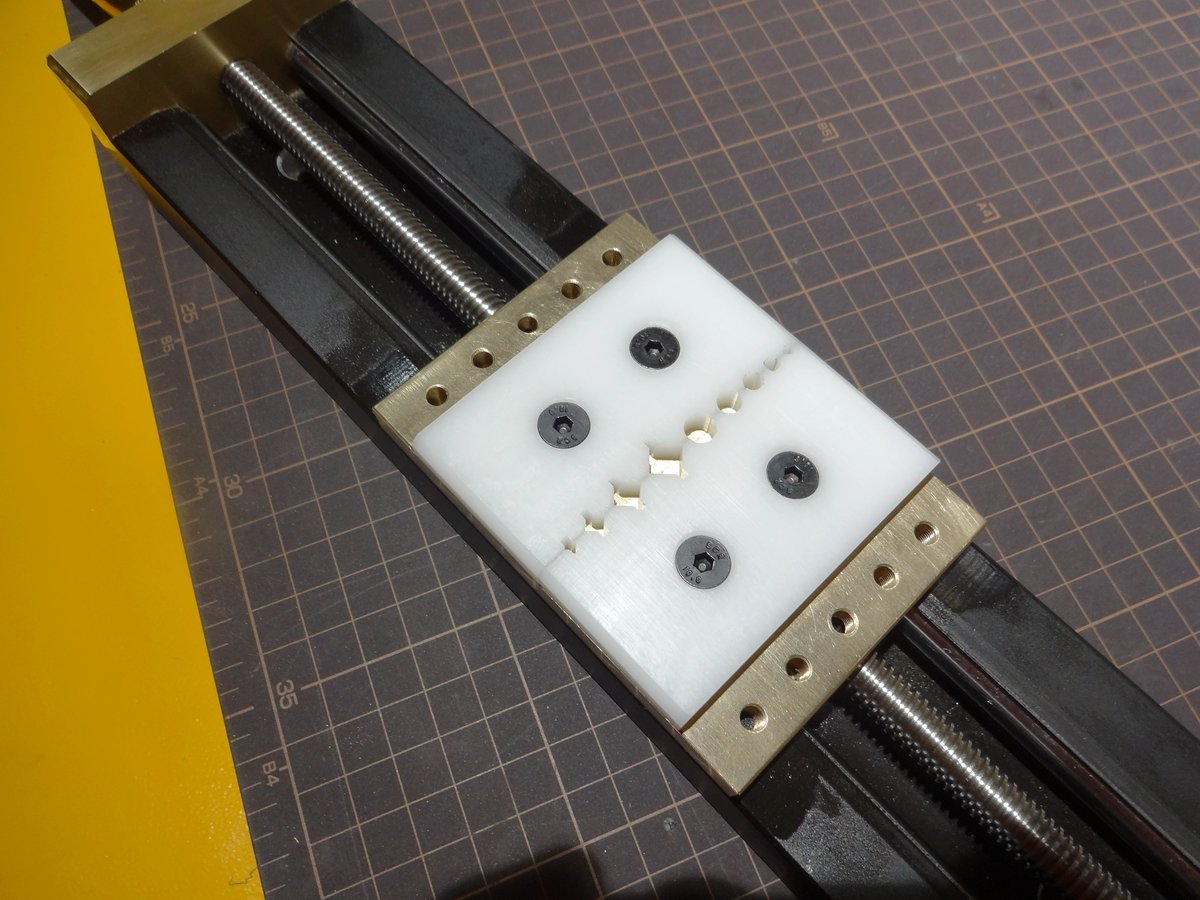
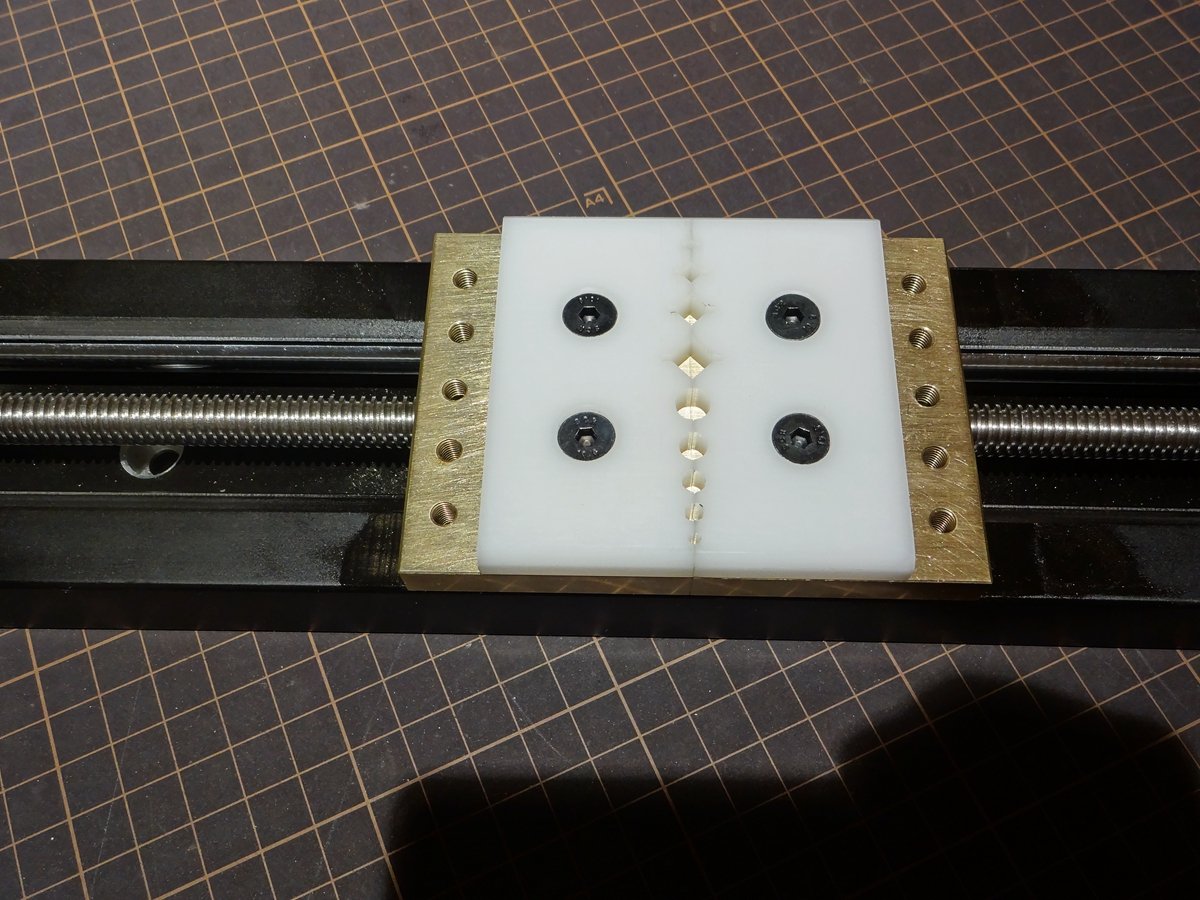
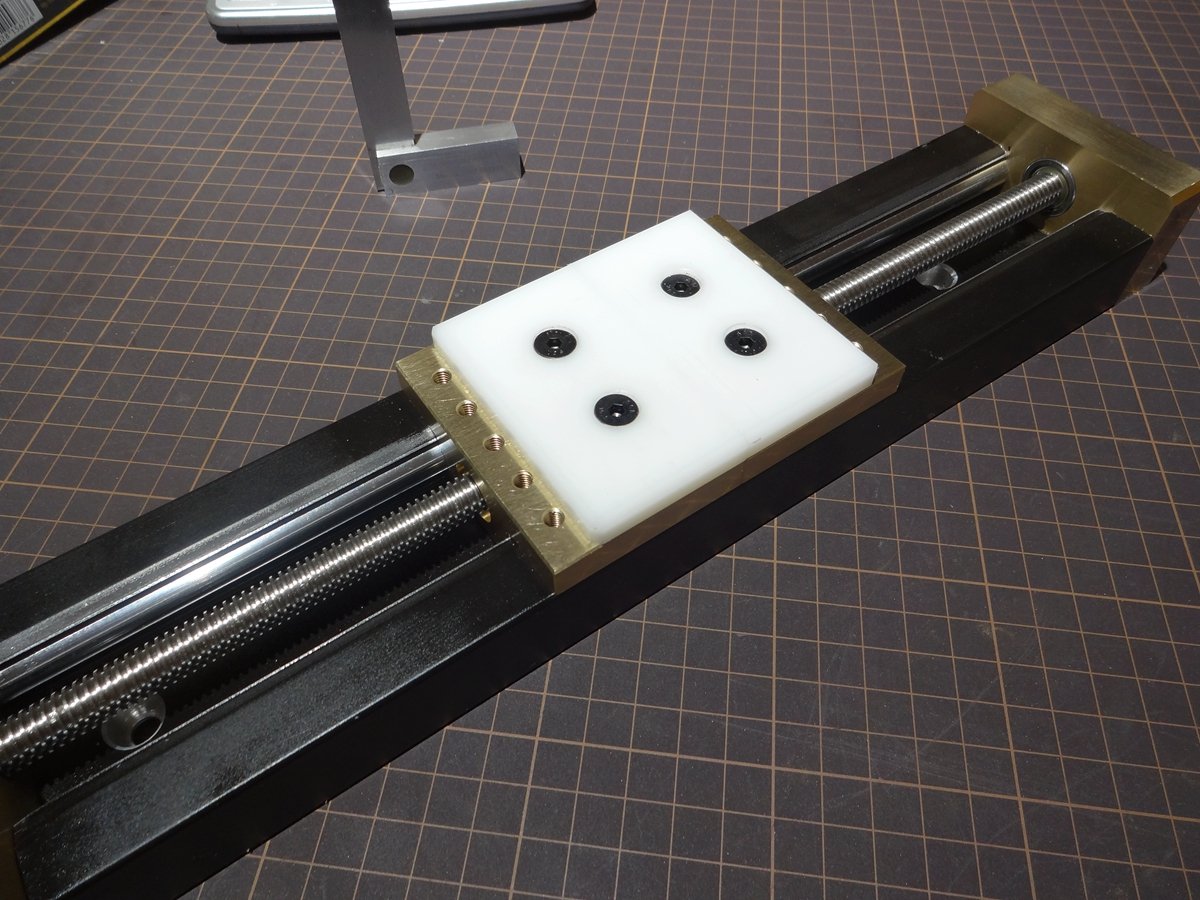
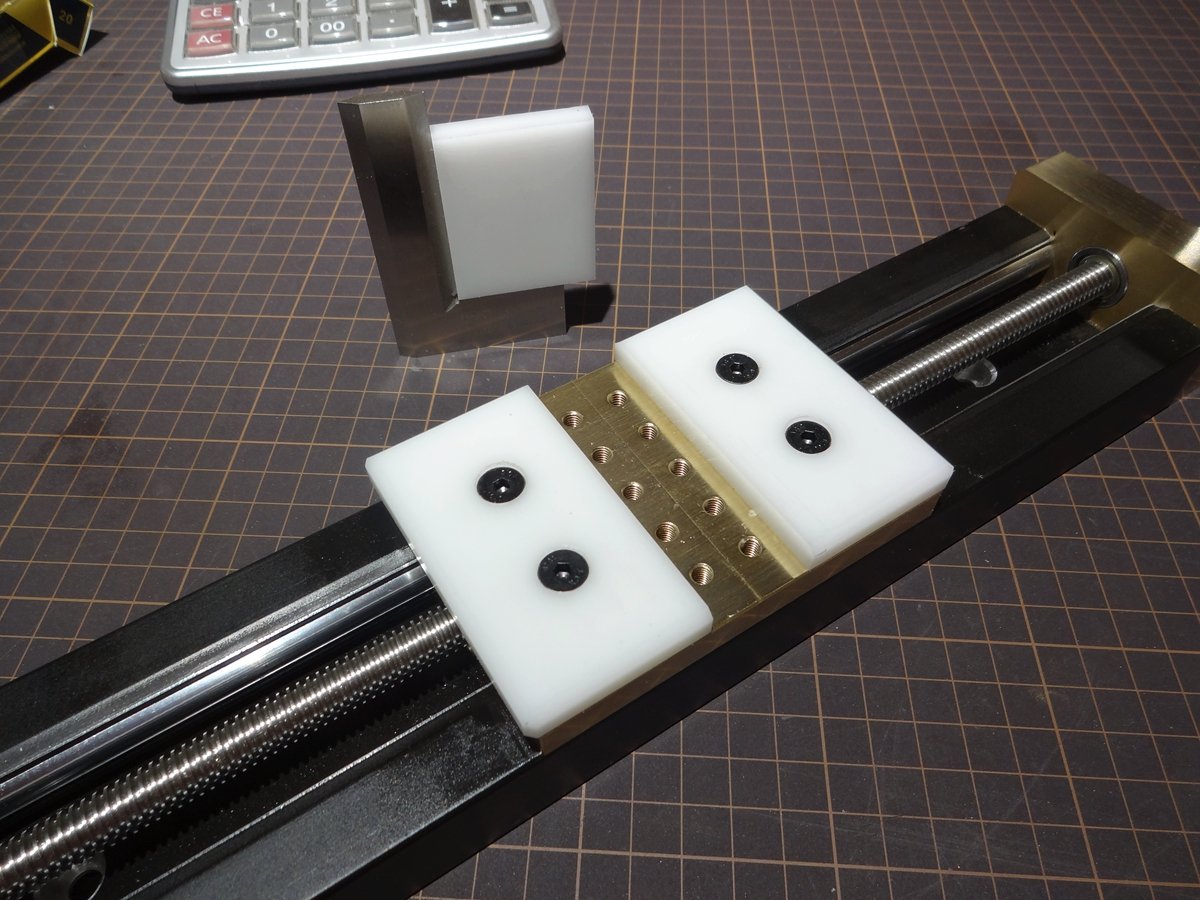
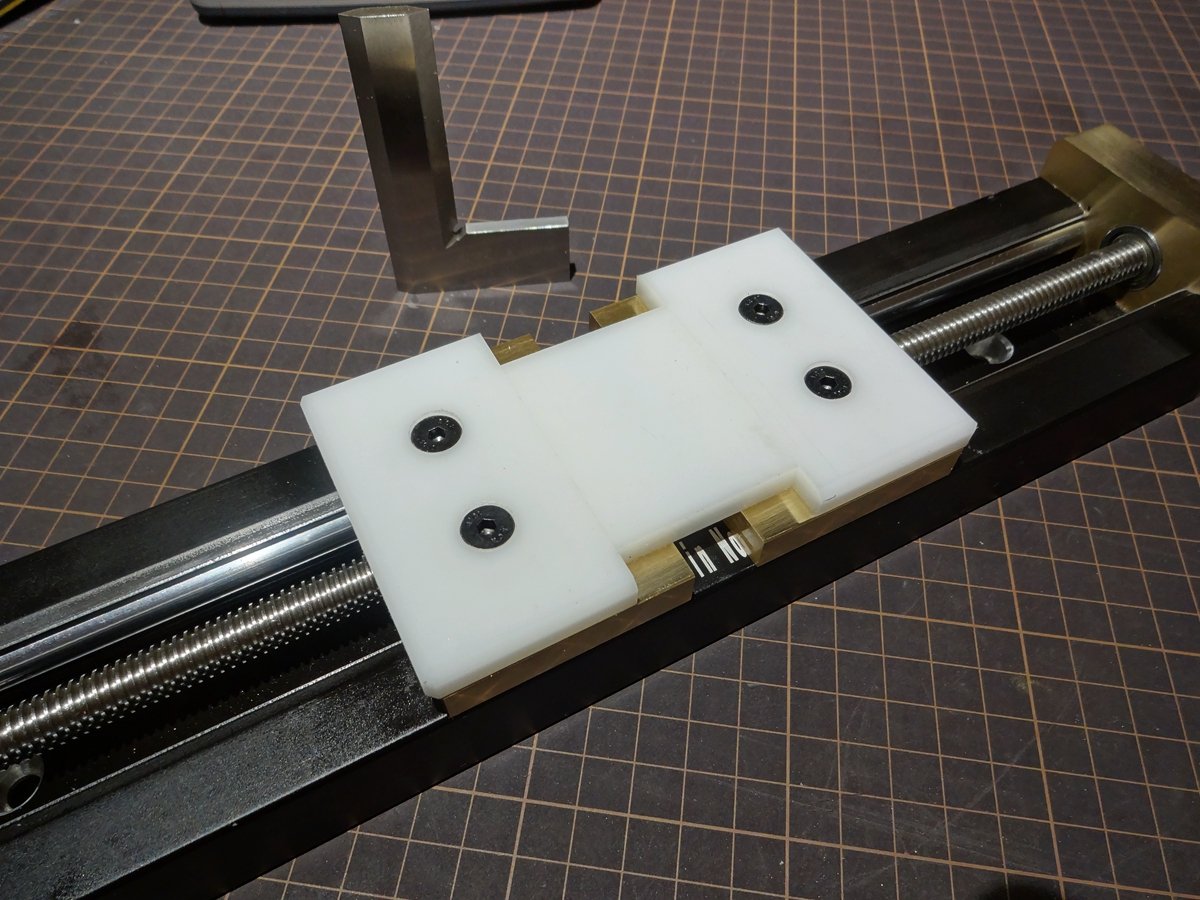
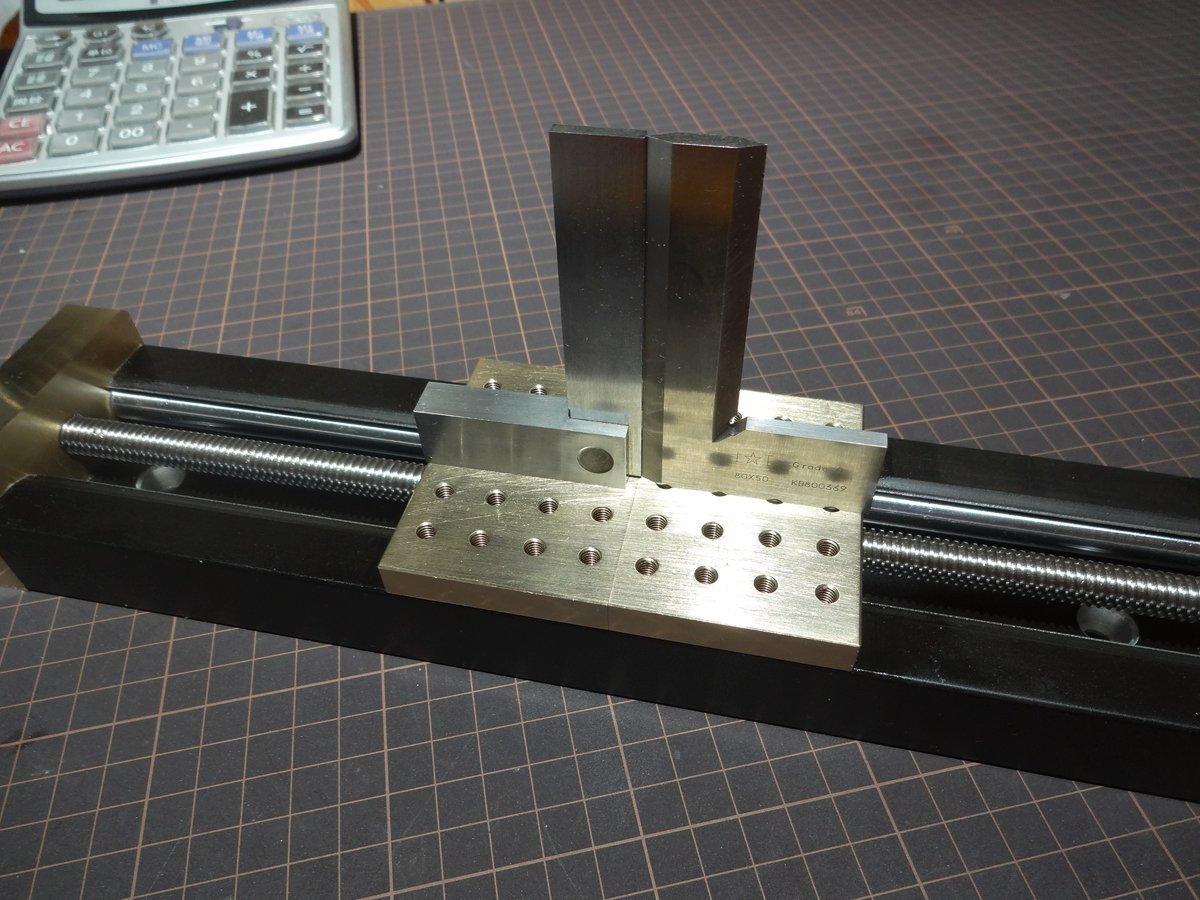
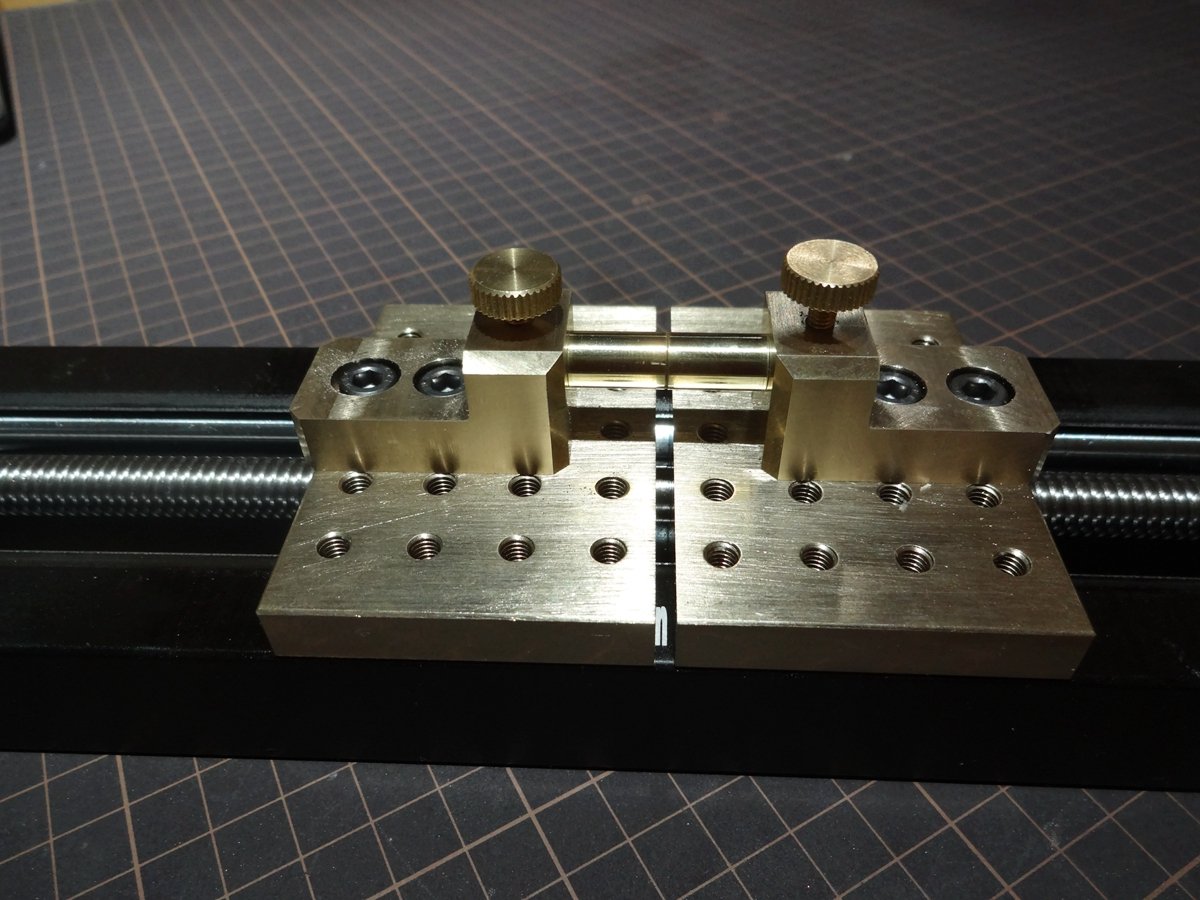
In model making, the polishing tool is necessary and one of the most frequently used tools. In particular, it is often difficult to clamp small parts milling, sawing burr also affect the aesthetic and combination of degrees. The self-made sand plate machine can achieve accurate grinding, but it is difficult to master the micro-size and needs to be measured constantly, thus reducing the efficiency. Then designed the digital display backer push rule, The sliding block is driven by dovetail fluted screw rod to avoid data deviation;the auxiliary operation became much simpler!
- Canute, Jorge Diaz O, wefalck and 5 others
-
8
-
-
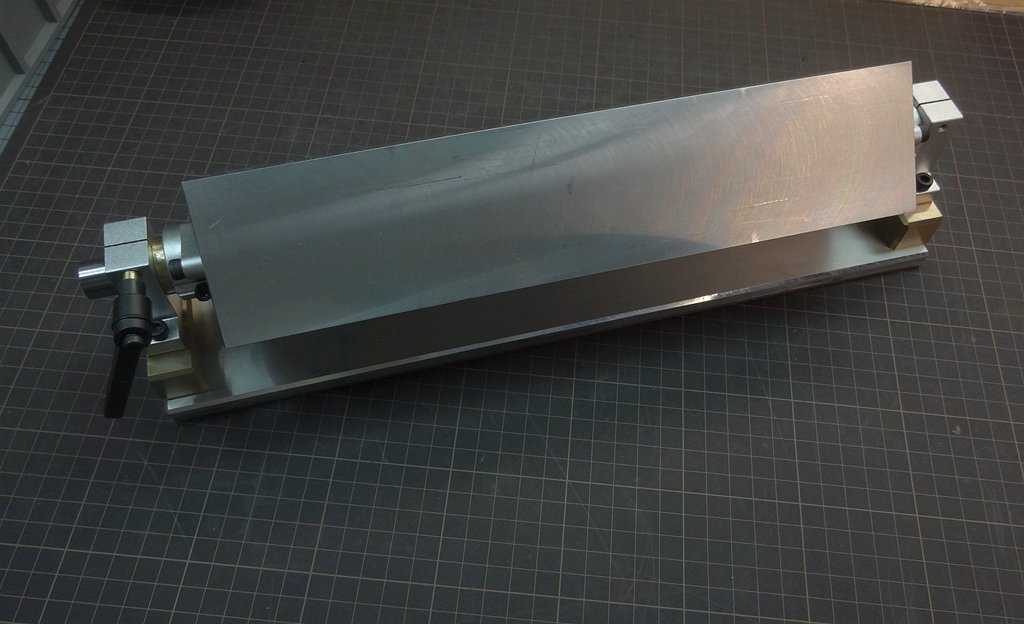
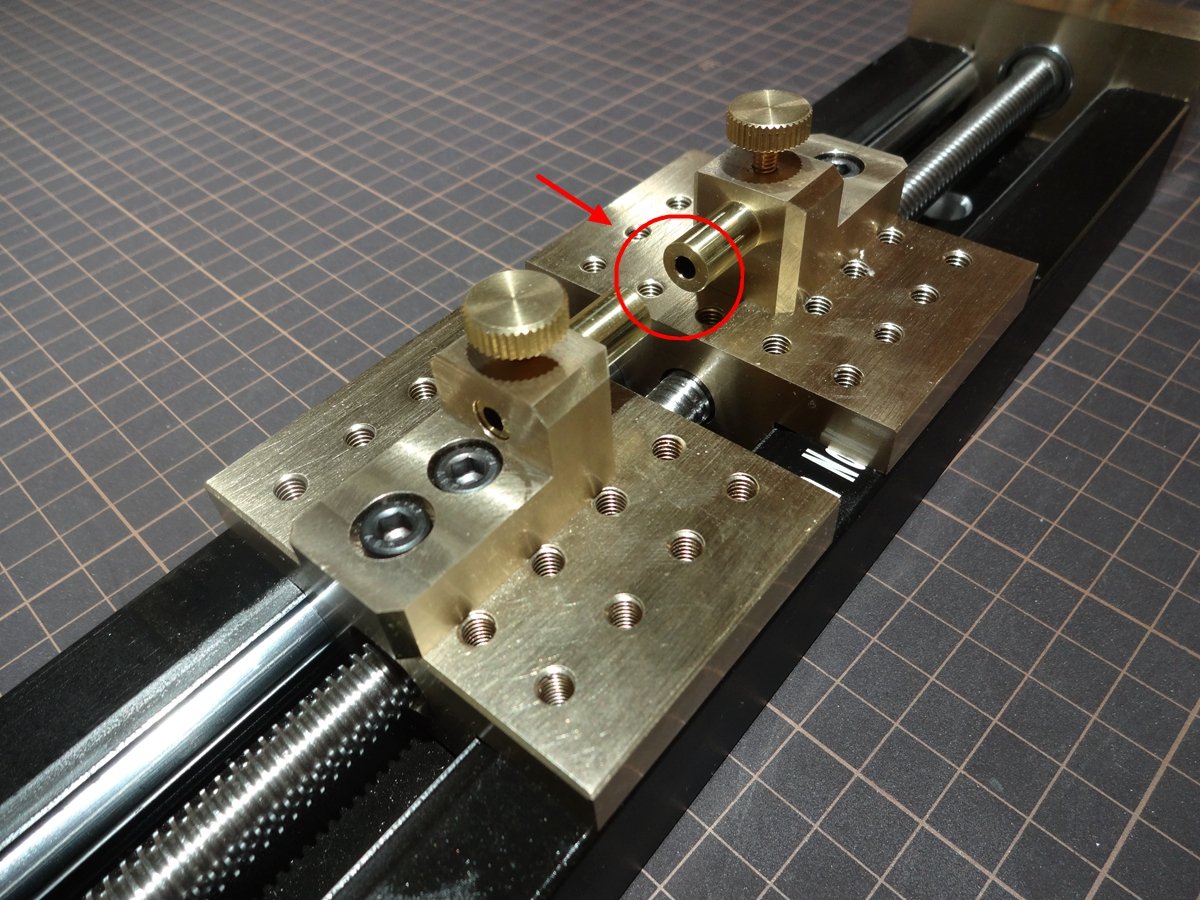
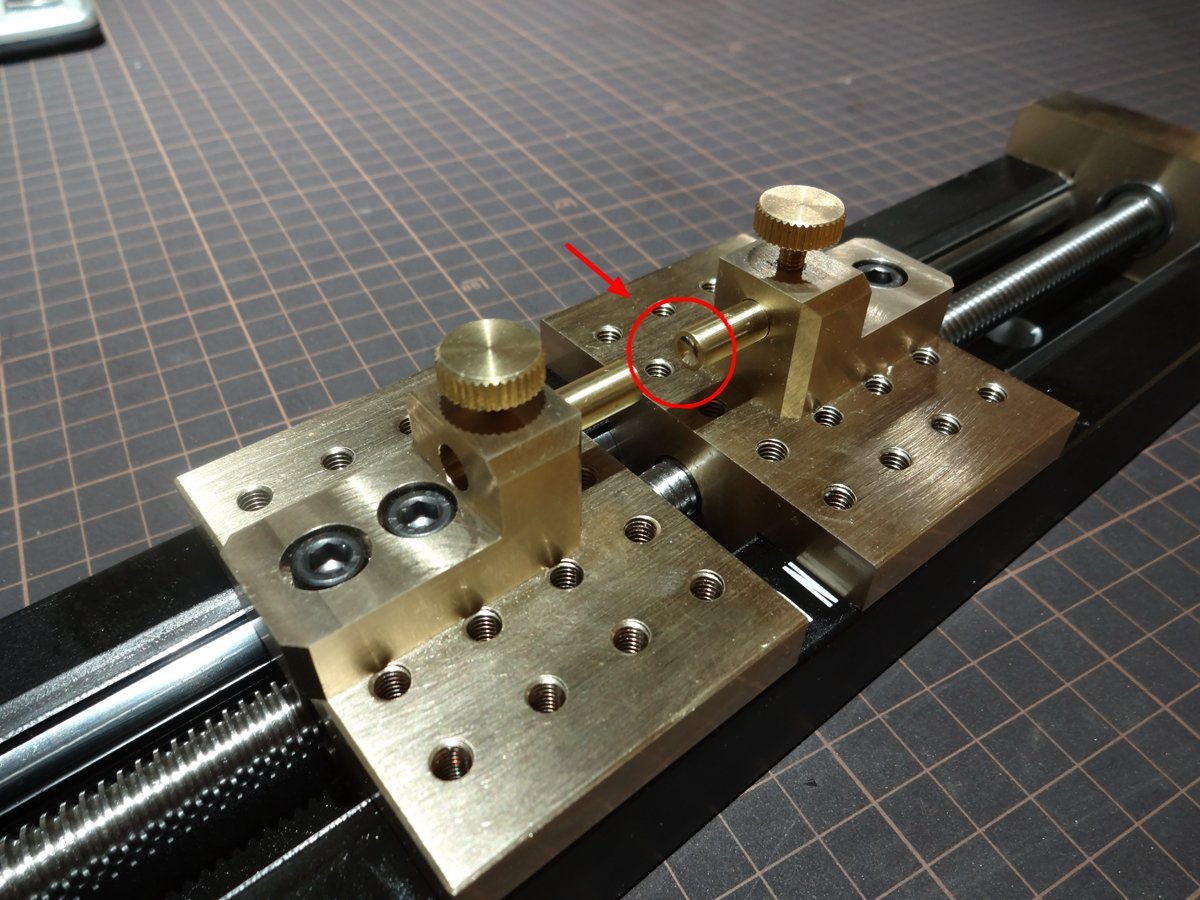
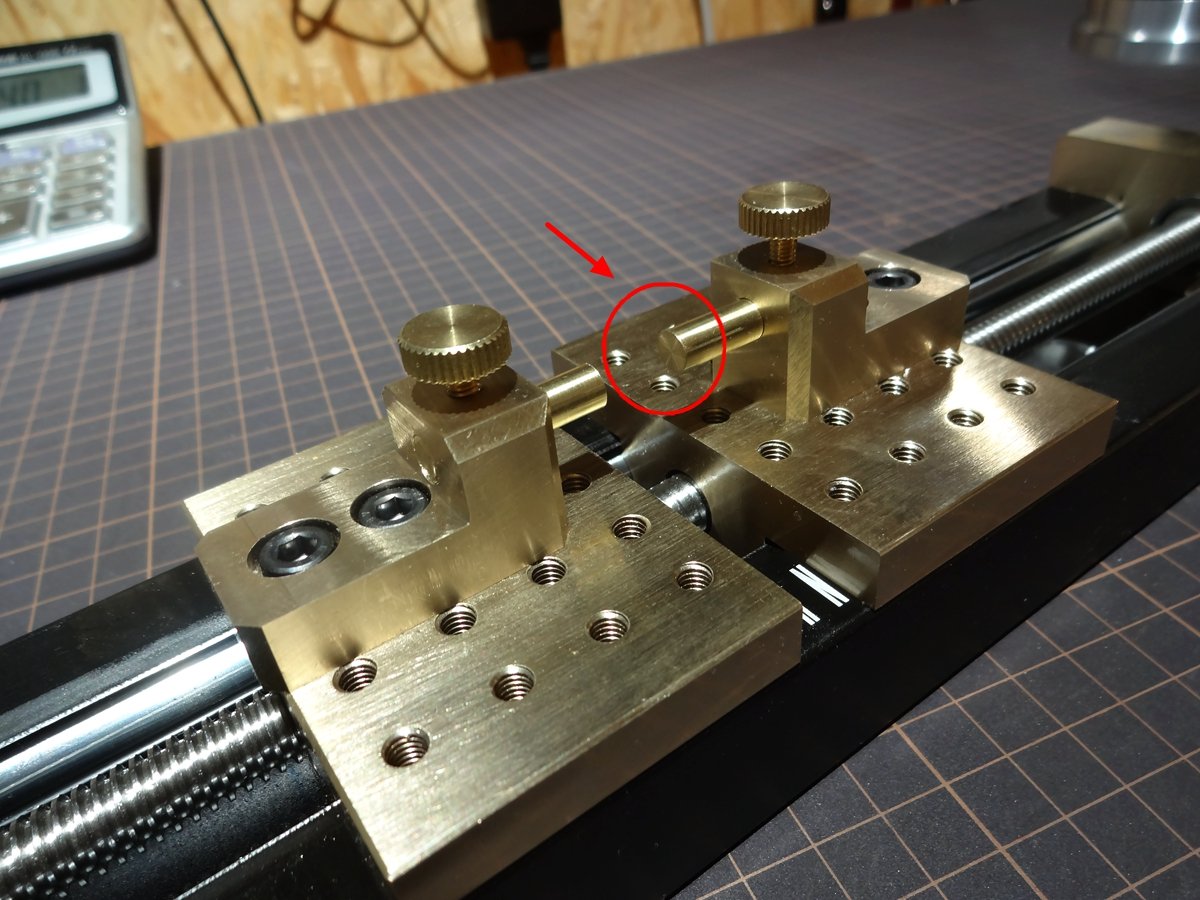
So far, only the fixture body has been completed. Parts are still being designed. Mainly used for manual repair of ship model parts, can also be used for the operation of the hull pulley, pull line, can also be used as a rectangular locator, self-centering structure. Quickly adjust spacing and clamping force. Independently designed and built.


To be continued
- RichardG, Canute, Ainars Apalais and 10 others
-
13





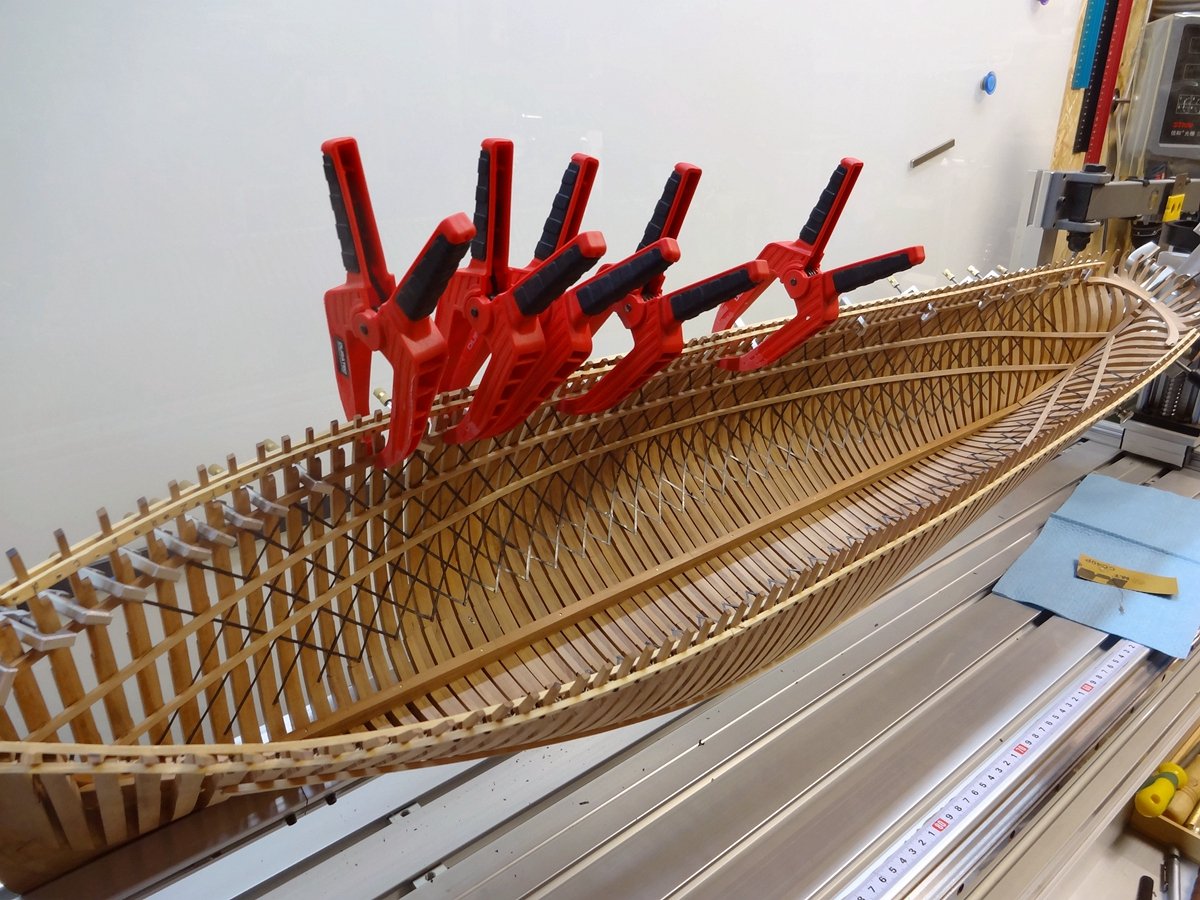
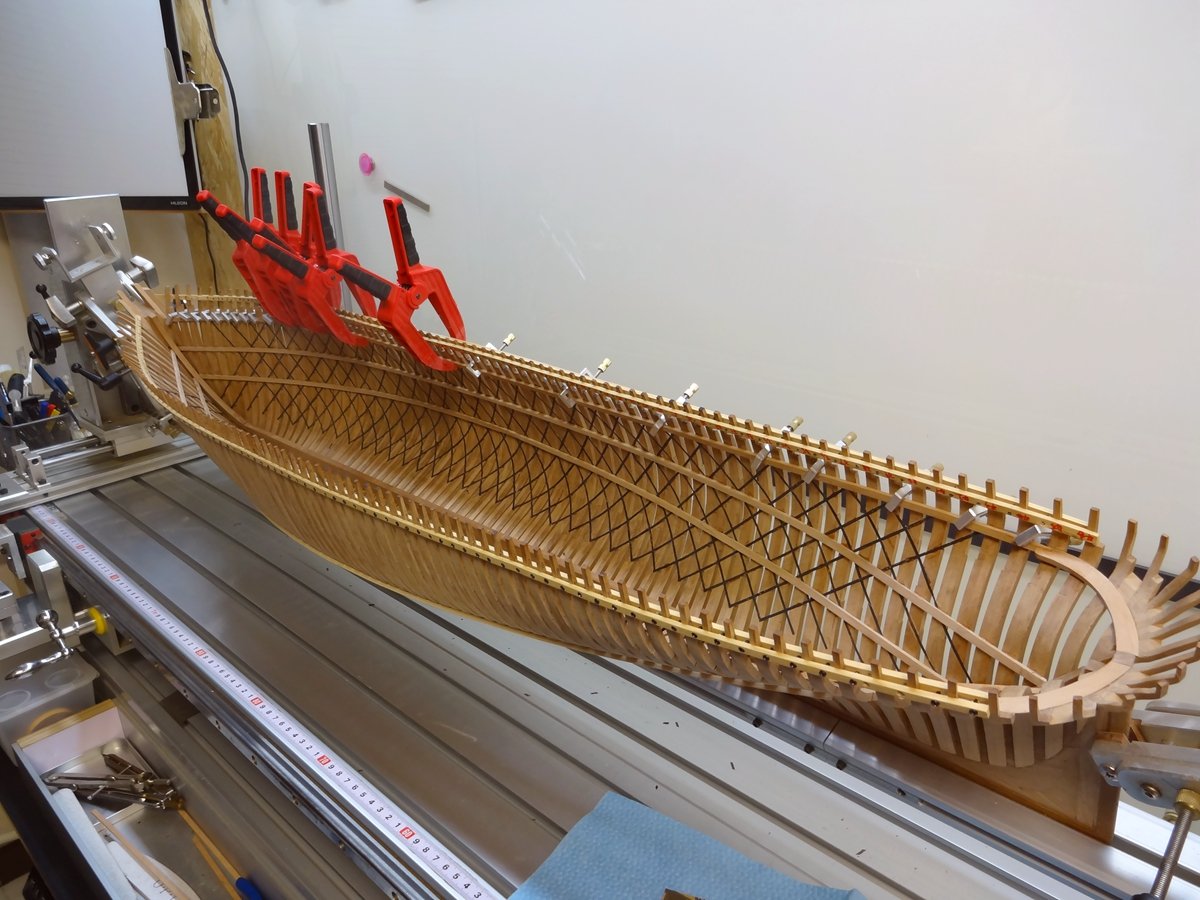

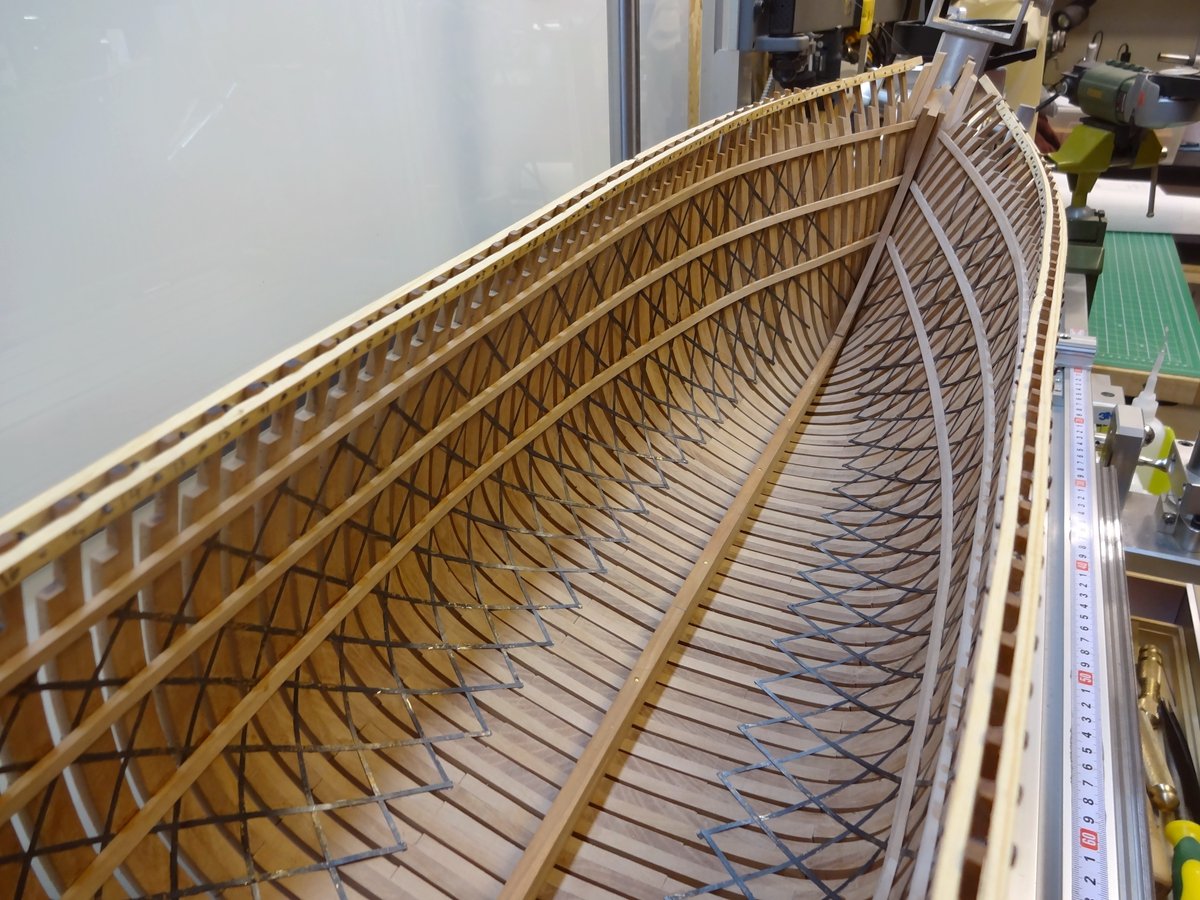







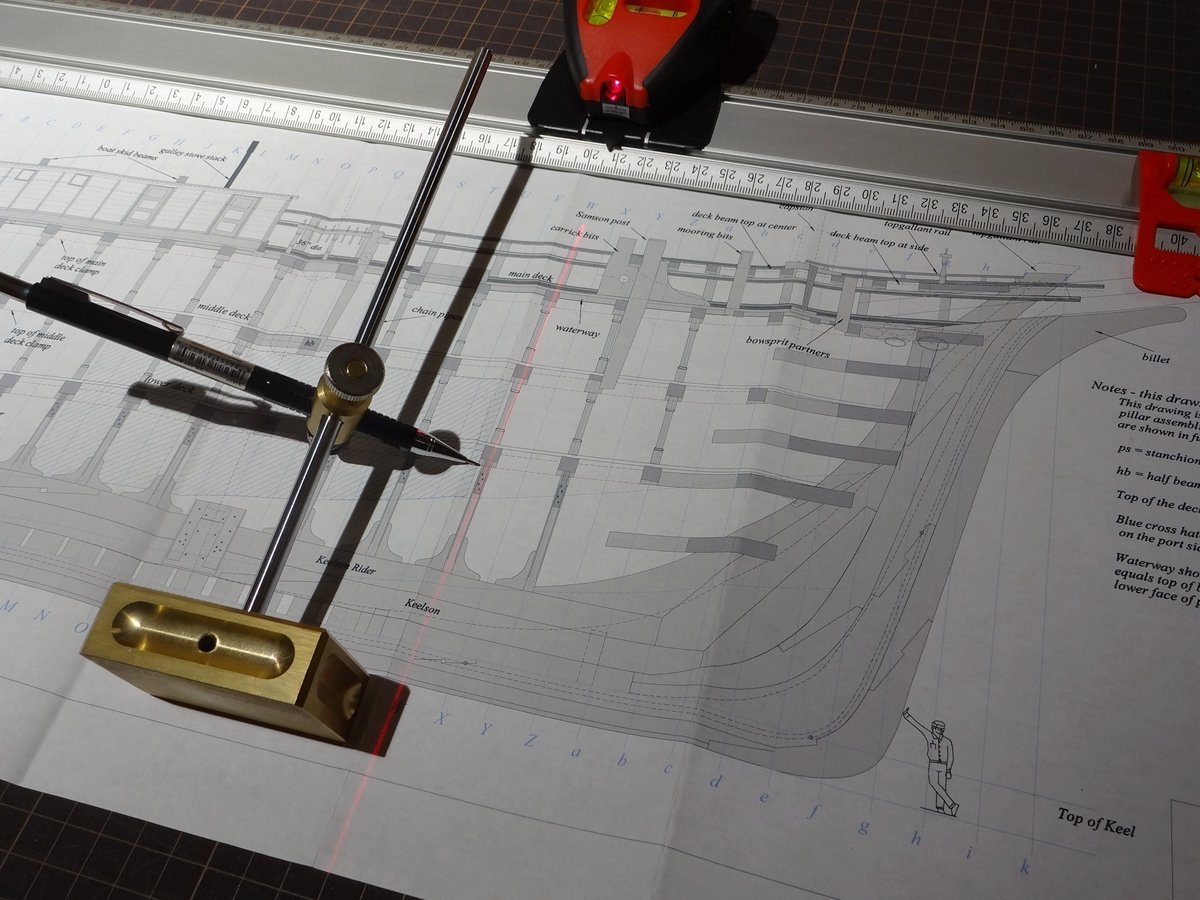




YOUNG AMERICA 1853 by Bitao - FINISHED - 1:72
in - Build logs for subjects built 1851 - 1900
Posted
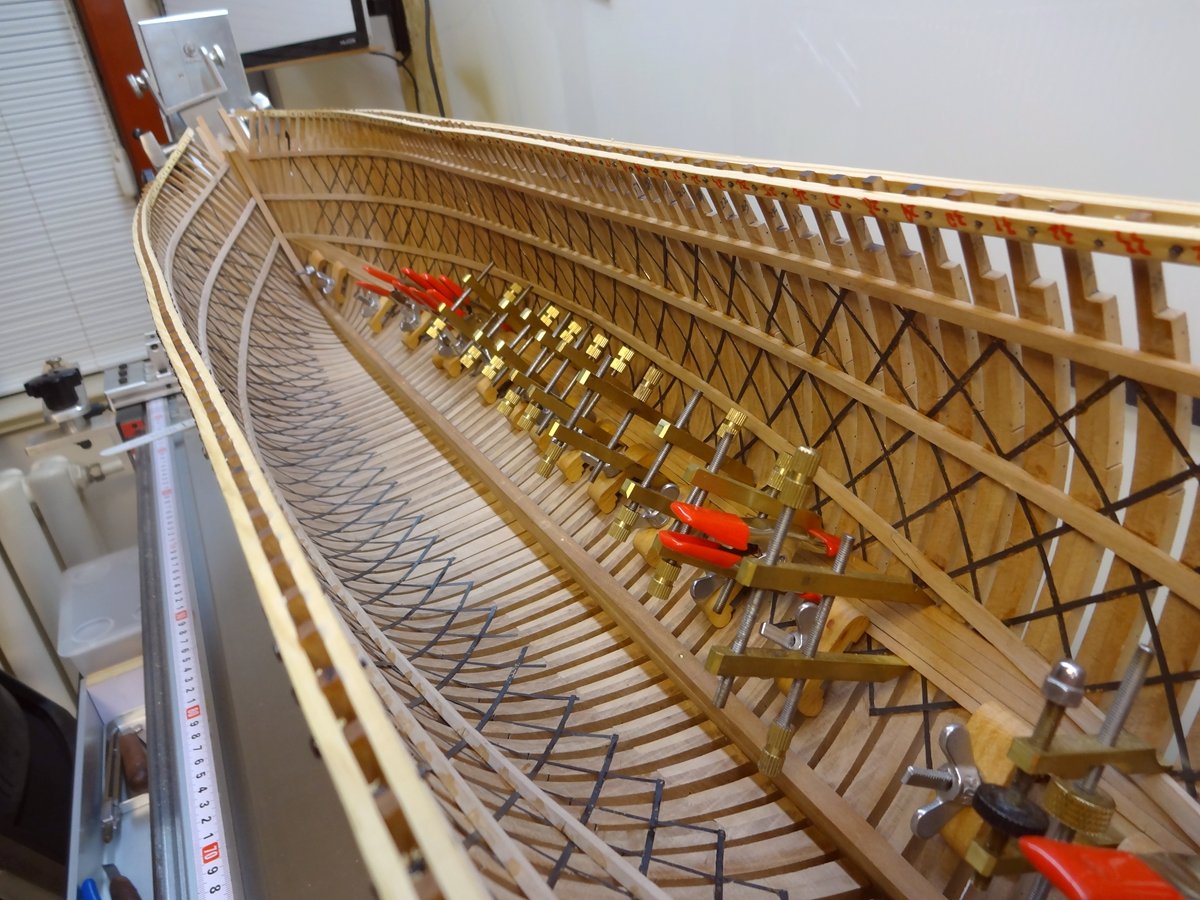
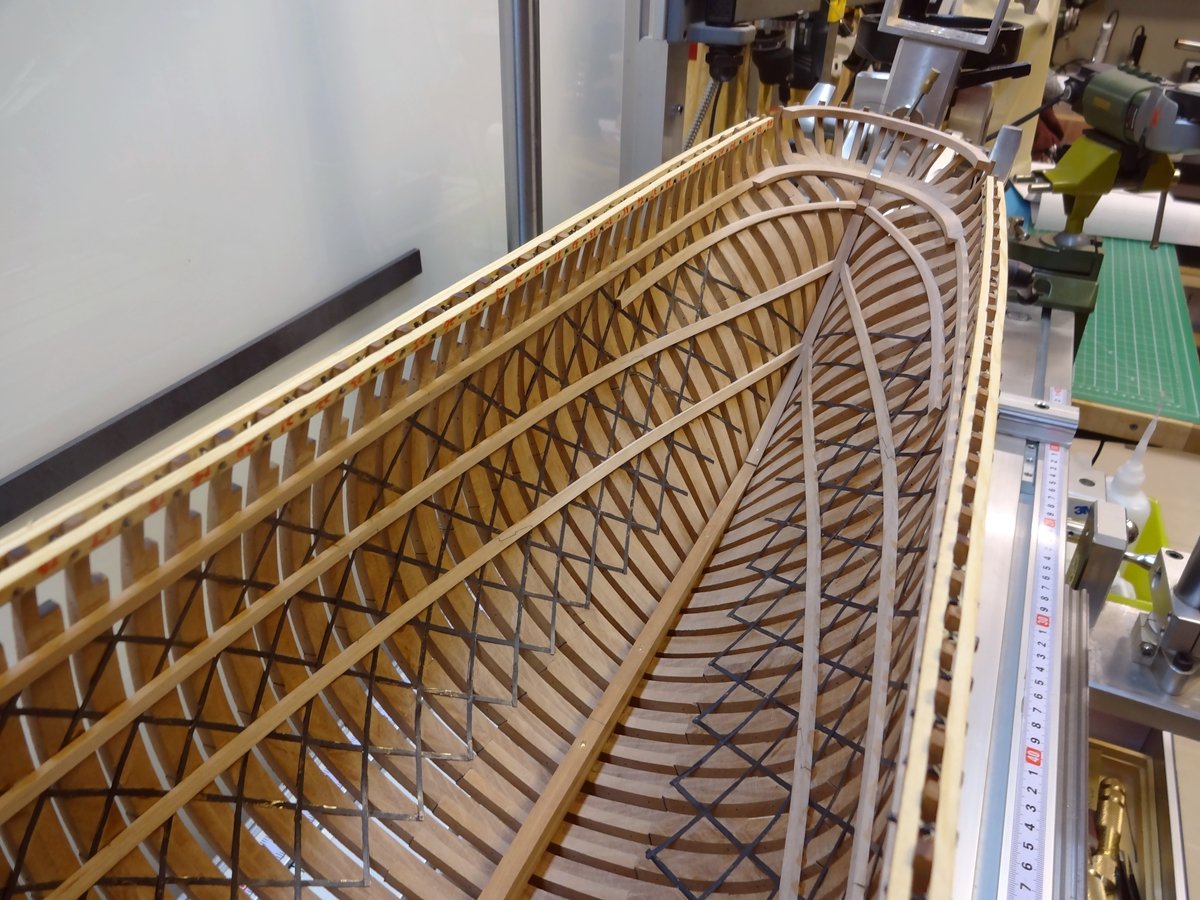
Thanks for the heads-up. Because in my computer can be enlarged to see, but the forum has the picture limitation, retake under add. All 2,000 or so rivet holes with 0.3 mm drill bits took two days to complete.